I just downloaded GSender looks very promising and will want to get it ready for when my HDM gets here for sure. I am trying to track down the macros/process for Bitchanger in a job, I assume the spindle on/off would work like it does now with bittrunner based on the GCode from Fusion?
If you search the forum for “GSender”, “macro”, @neilferreri I think you’ll find what your looking for on the Bitsetter as I believe he’s already worked on the macro/gcode for that.
Edit: Actually I think this is the post I was referring to Bitsetter and GSender
2 Likes
I’d start with this thread - gSender from Sienci Labs - CNCjs based sender - #4 by neilferreri
Neil initially wrote the Macros for CNCjs, if I recall, they were posted on his GitHub. There should be a link in the above thread, or a link to the relevant file. Copy and paste. Make sure to set the parameters.
An aside - Gsender has a great keyboard mapping menu, check it out.
Everything should work as you anticipate. There is option for spindle control in menu. Test everything carefully initially. Aside from a few little quirks, it’s worked fine for me.
4 Likes
Yes. One thing you have to be careful of going from Motion to other senders is your tool numbers. Most senders just pass that T-word on to the controller, and the default max for grbl is 255.
Also, I would say that Motion is designed with the intent to help you succeed. Many other senders are designed simply to allow you to send commands to your machine. That will allow you to determine your own processes and your own workflow, but those other senders will also let you do something really dumb…without a pop-up warning.
6 Likes
I have been playing with GSender today and did some air cuts. Need to get the Pre Code and Post Job code sorted, but I love the way it works. Thank you. If anyone has the code for the tool change routines, etc to plug in that would be awesome, otherwise I will be testing all weekend to get it ready for our production jobs next week 
Neil created some macros that work great. You can find them here: gSender from Sienci Labs - CNCjs based sender - #29 by neilferreri
So after much testing, It is definitely the Y axis holding/proximity switch. In fusion I switched the end safe retracts so after a program runs it won’t home. I’ve been thread milling for two days with no shift in the zero location, even if I have to take an additional .001 off. I just let the machine home and now it’s off again.
The Y proximity switch needs to move to the back of the rail so it zeros like the x and z


2 Likes
How did you tell Fusion to get sensible?
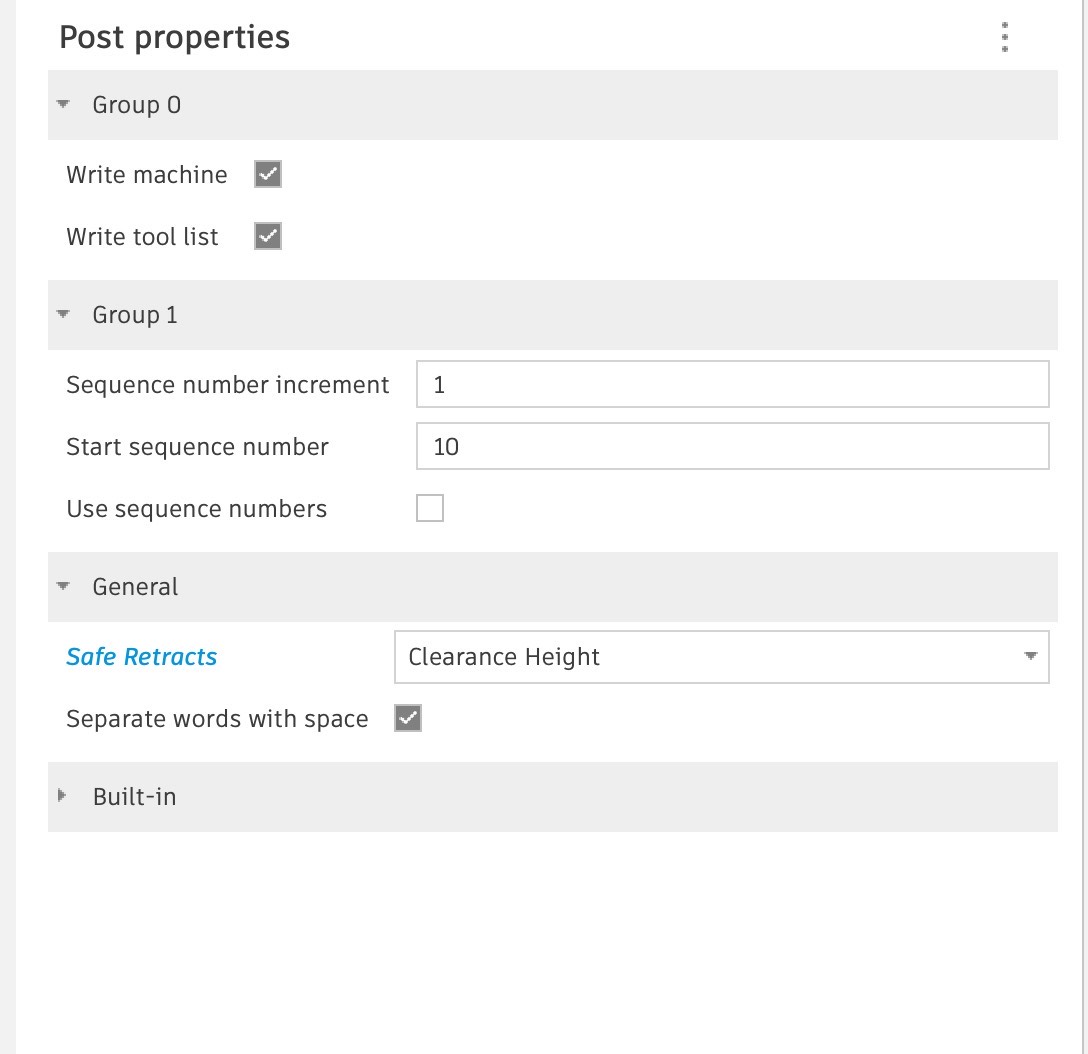
After a bit of research, I changed the option in “Create NC Program” to Clearance Height and it only goes back and out of the way and doesn’t home. Note: This only works if you get thru the whole program, if you pause and STOP then Carbide makes it rehome and all hell is off again…
2 Likes


I have never had my machine rehome at the end of a job from Fusion. All it does is raise the Z and go the back right corner. The only time a homing cycle happens is if I click stop in Carbide Motion. What post processor are you using?
Maybe that’s the same as what I had, I use carbide motion, still trying to figure out gsender for production.
Im working on a mount to move the y sensor. Since usually when I run new parts the pause and stop get used a lot!
Is there anyone that has moved the y proximity sensor like I want too? I’ve been running production parts for weeks and hope to move that this week
Lots of parts off the pro over the past month, with no homing the zero stays perfect, I need to change the sensor location but at least the issue Is understood now




5 Likes
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.