Read a good thread on this site from 2016. Wondering if anyone has updates. If I use some incorrect terminology I apologize in advance. Minimal experience talking here.
Situation: high school robotics team cutting 1/2 polycarbonate on Shapeoko 3 XL. CAD in OnShape and CAM in Carbide Create Pro (we were using a free app called Kiri:Moto until yesterday). Available bits are 1/8" 2 flute and 1/4" 3 flute. We cannot get smooth cuts. Running at 18,250 (3 on cutter dial), half diameter stepover/WOC, .08 depth of cut, 25 plunge rate, 55 ipm feedrate. We came to those settings from a couple of calculators. Securing poly to wasteboard via tape and glue - piece doesn’t budge until pried from wasteboard, so secured well. Pieces come out correct but those edges are not pretty.
Any suggestions? Time is of the essence so I’m not sure we have time to procure a O flute endmill, although I could get a couple from Amazon by Saturday if that’s the answer. Feedrate change? RPM? Depth of cut? Carbide Create settings that generate the gcode?
What’s not pretty on the edges - can you post a photo?
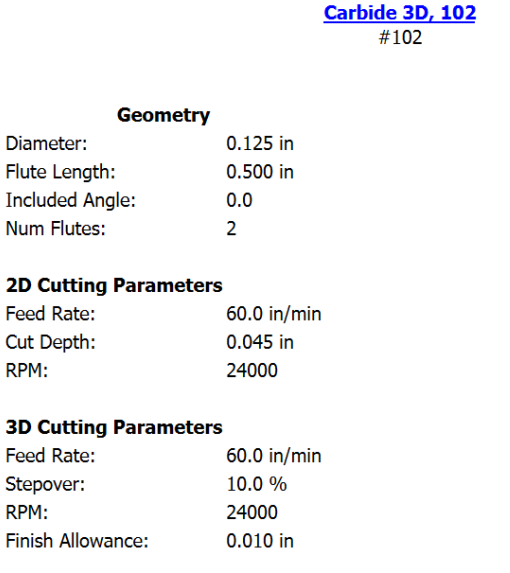
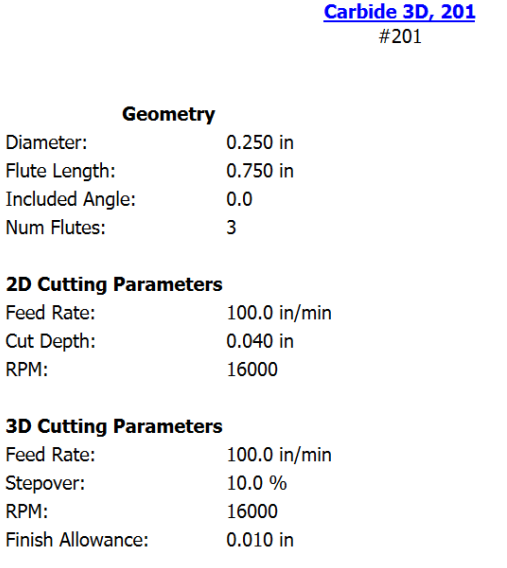
If it’s chipping on the surface (polycarb can be brittle) taping the surface with good masking tape can help. I’d also say your feed rates look slow at 55ipm for both cutters and DOC is too deep. Here are the CC defaults on hard plastic for those two cutters:
Set up a test file with 6 or so straight lines testing the same cutter at different feeds and speeds on a piece of scrap, see if you can narrow in on the best. If the problem is heat build up marring the edges, speeds and faster feeds will help a lot with. But I also use my air mister with a little bit of alcohol/water mix. Not a lot, just enough to cool the bit down. (I’ll also admit it’s a bit of a lazy way of doing it when I don’t want to figure out the truly correct F&S ).
That’s fantastic! Thanks! We’ll give that a try, and I appreciate the idea of test cuts. The surface is coming out fine. I’ll get a couple pictures tonight when I’m back at the robotics shop (aka, Engineering classroom where the CNC lives).
Great! Hope it helps. Another thought - since it sounds like bad edges - are you sure it’s polycarb and not acrylic? I ask because in my (somewhat limited) experience, polycarb seems to cut cleaner and be less susceptible to heat build up, but acrylic can be more prone to that if F&S are wrong.
Regardless, a smaller DOC and faster feed rate is a good place to start, especially with the 3 flute bit. Need to move that fast to get the chip load and keep the heat down.
Also, if you don’t have (and don’t have time to buy) an air mister, manually using a little bit of shop air and spray bottle with 50/50 alcohol/water will work. You don’t need a lot, just dial in your F/S/DOC a little closer and then use the air and mist to cool it down a little more until you can spend a more time experimenting with the true best combo and then you shouldn’t need it. Wouldn’t let your students do that since it puts them closer to choppy bits, but might get you through this weekend’s needs.
I concur on the feedrate being too slow.
A 3-flute is a worst case scenario for plastics, especially if you are not feeding fast, because chips that are too thin will end up melting.
With that 1/4" 3-flute at 20k and 55ipm, you end up with a chipload that’s below 0.001", which is really a floor value for hard plastics. I would easily add 50 to 100% on the feedrate, to end up in the 0.002" chipload area,
Just for reference, here’s me cutting acrylic with a 1/4" single flute at 18k RPM, 140ipm
Using a three-flute 1/4" would have required to feed THREE TIMES FASTER to achieve the same chipload.
There’s just no real limit to how fast you can and should feed, in plastics (that’s also why you want to limit depth of cut to balance things out and avoid flute clogging)
Final word: if what you are seeing are clean vertical “lines” on the edges, you may just be seeing the effect of motor steps resolution on curves, and there is no solving that. I chased my tail for days on this (details in this thread) before realizing that the “segmented” look I saw on acrylic edges was…the reality of how the stepper motors works with the limits of their step size.
I really appreciate all the advice! We’re learning the CNC as we go with limited time and materials. I wish this were in my workshop where I could dial it in, but it is what it is. I’ve read - and will re-read - that article on chiploads. I’m still working on understanding that concept. So, thanks for sharing it! Will definitely switch to 1/8" as at least I can reduce to 2 flutes and increase/decrease our settings as noted. Quick stop to Walmart is in my immediate future for a spray bottle and alcohol. We have a bit for aluminum with 1 flute, but I don’t know how that would do here and really don’t want to damage that bit. Again, a sincere thank you! Can I upload JPG here, just to show what our students are building?
Pretty sure Dan meant to say “slower speeds & faster feeds” here. For the 3 flute 1/4" I’d try slowing RPM down to 12000, or even lower if you can get away with it.
Another consideration is to make a rough pass, then a full depth finish pass. Offset your rough pass by 0.005" - 0.010", then come back & clean it up in a single full depth pass only removing the remaining 0.005 - 0.010".
If it’s a tolerance issue as Julien suggested, (vertical lines or facets), the only solution would be to increase the tolerance. Can’t do that in CC, but other CAM softwares will allow it.
Thank you! I appreciate the clarification and specific advice on the rough pass vs finish pass.
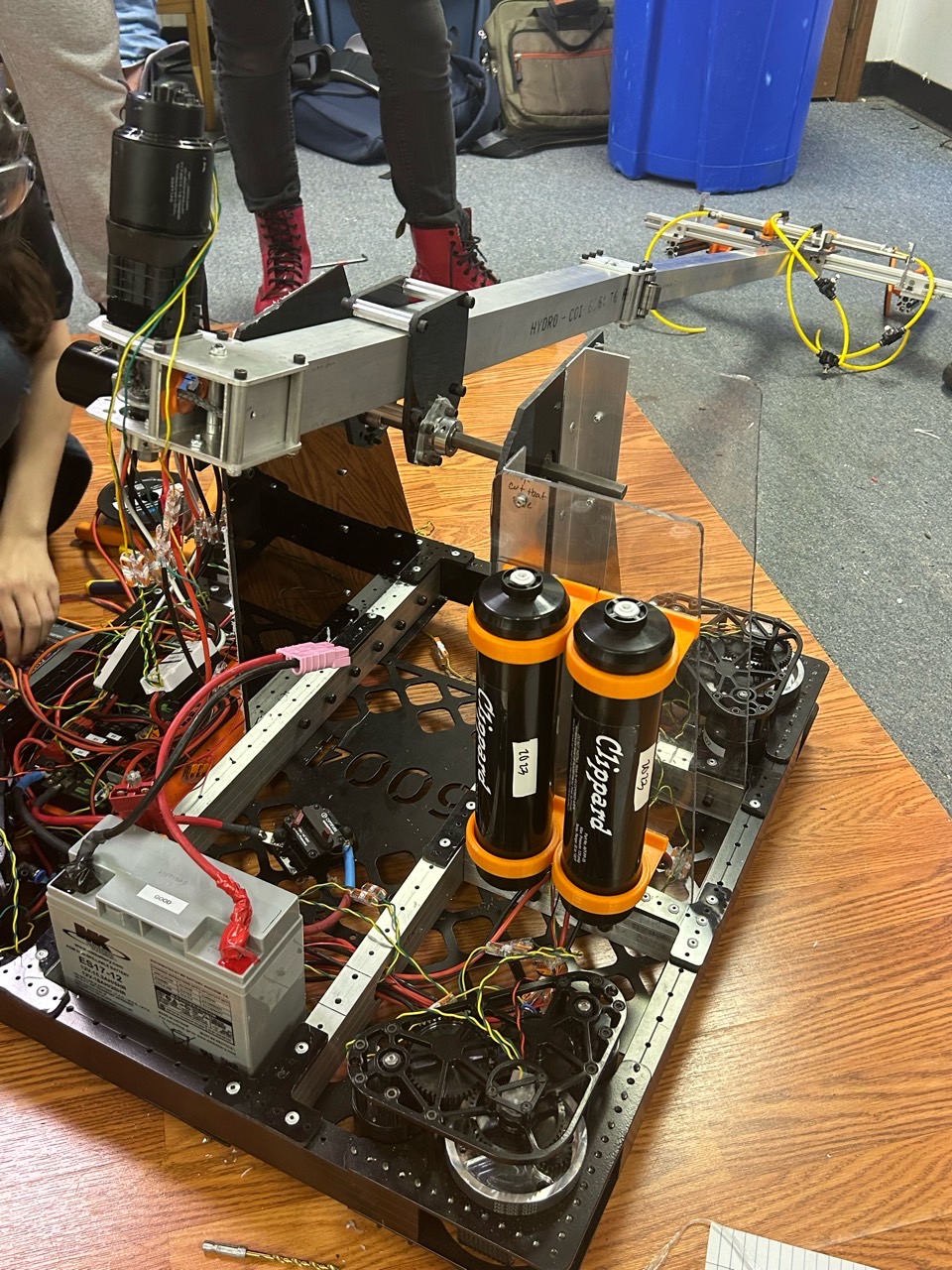
I’ve attached a pic of the robot they’re building. This is our first heavily utilizing 3D printing and 1st year (obviously) using CNC, first year with pneumatics, and first year with a new drive train. Slightly ambitious. Most of the poly you see here (likely all of it) will be replaced once we dial in the machine, assuming that happens within the next week and a half. The robot is still in build phase so excuse the wiring mess.
A cheap 1/8" o-flute will give you good results. You can a pack of 5 or 6 for $15.
I cut polycarbonate like acrylic with a slightly lower depth of cut. Feed between 2500mm/min and 3500mm/min with a 1.5mm DOC.
Where are you located?
If that’s the problem, then a some additional thoughts.
Turn the machine on so the steppers are locked.
Push on every axis with decent force, everything should be solid, no movement or rocking at all
Check the tension on all your belts
Check your v-wheels - they should all be tight against the frame
Check your motor pulleys, make sure the grub screws are tight
Check your router bearings, put a bit in and move it back/forth/up/down, it should be solid (maybe minor play up/down)
Make sure with your tape and glue that you have it at the cut lines, poly is flexible and the upcut router bits will try to pull it up causing wonky cuts if the tape and glue are too far from the cut
All things to check that would cause cattywcampus cuts like that. Your F/S/DOC were probably off as well, but that would cause a different issue. I’d expect straight cuts with chipping, burring, melting, etc.
Thanks for the steps! We’ll have to check through the CNC. We use, but did not initially set up, the machine, so I haven’t made any adjustments there. Still, to my knowledge no adjustments have ever been made to the Shapeoko since initial setup in 2020. Adding that to the list. I think the terrible cuts on the clear poly are attributable to my terrible job securing the workpiece at the time. Those were temporary panels that will be replaced with smoked poly. It was secured with 2 side clamps. No tape/glue on the bottom connecting to a wasteboard. Worse, that wasteboard at the time was 2 sheets of 1/4" foam board - like for posters. It had way too much compression. The result was that the poly, especially away from the clamps, would lift off the table with the bit. I know, I know. We lost a bit in the process. Lessons learned. Switched to pegboard as the wasteboard and are now always taping/gluing the piece to the wasteboard. On the smoked poly we were using tabs but now that the tape/glue seems very effective we will move away from that in favor of cleaner edges.
As an update, we cut a .25 test piece last night with .125 2 flute at 29,000 RPM (I wanted 24K but Carbide Motion said set dial to 5 which is 29K), stepdown .04, stepover 10%, feedrate started at 60 and we gradually increased to 90, finish pass at .01. I’d still like to get that chipload closer to .002 but that’s either faster feedrate or slower RPM. It took a long time but came out much, much better. We’re going to try changing the roughing pass to 50% stepover and maybe increase that finish pass thickness just a little bit to balance time and finish. I don’t believe we’d have arrived at this point without the above help. So, thank you! And by all means, if you have additional suggestions or resources we should look through, pass them along. I’m “beginning” to grasp chipload a little bit.
You seem to be on the right track, but once you’re past the current deadlines, make sure to get a couple of “O-flute” endmills (letter O, not zero), some are specifically designed to cut plastics (e.g. check out the Amana catalog for example, e.g. this) and will provide much better finish than a standard 2 flute endmill. If you’re going to cut a lot of acrylic, that’s a worthwhile investment, it’s not even super expensive.
Thank you! We do cut a lot of polycarbonate, usually .2". We cut at .25 to clear protective tape on both sides and make sure we clear the piece. At the top of this thread I was given a great starting table for feeds and speeds with .25 3 flute and .125 2 flute. Any idea what settings to use. On your other post, it looks like you were using: 1/4" O-flute (Amana 51411) 18000RPM at 3500mm/min (140ipm), 1mm DOC. Stick with that for this material?
Paul - If it’s been 3 years, time for some maintenance. If you’ll accept a donation of belts and v-wheels, I’d love to support your robotics kids, DM me your school’s address.
Unless you really need to use a 1/8" (tight inside curves), I would advise to go for a 1/4" O-flute, it’s less fragile / more rigid (less tool deflection) and you will be able to drive it even faster.
I have one similar to this and love it:
side note: make sure you don’t cut anything else than plastics with it. Cutting plastics efficiently requires a super sharp edge, and cutting wood (or worse) will dull the cutting edge quickly.
For feeds and speeds, as per the chipload guideline in the ebook, for a 1/4" I would shoot for 0.003" (middle of the range), then just use the simple formula that Feedrate = target chipload x RPM x nb of flutes, so if you choose to use e.g. 20000RPM with that endmill, you need to feed at 0.003 x 20000x 1 = 60ipm
and THEN, you can experiment and push feedrate further. As you can see I pulled off using 140ipm (but chip evacuation becomes an issue)
I would limit depth per pass to 1 to 2mm (0.04 to 0.08") initially if you are slotting. If you use a roughing + finishing strategy, then the finishing strategy can of course use a single pass at full depth, to leave nice walls.