So I am trying to dial in my CNC. I am working on cutting a perfect 100mm square. I reached out to support, but I know they are out.
This is what I have done so far:
Remove all the slats and made sure the diagonals were equal (they were).
I went through https://www.youtube.com/watch?v=cb9RR2KZTHM and tightened everything and made sure it was all clean. The only part I didn’t adjust was to make sure the bearings were sliding equally.
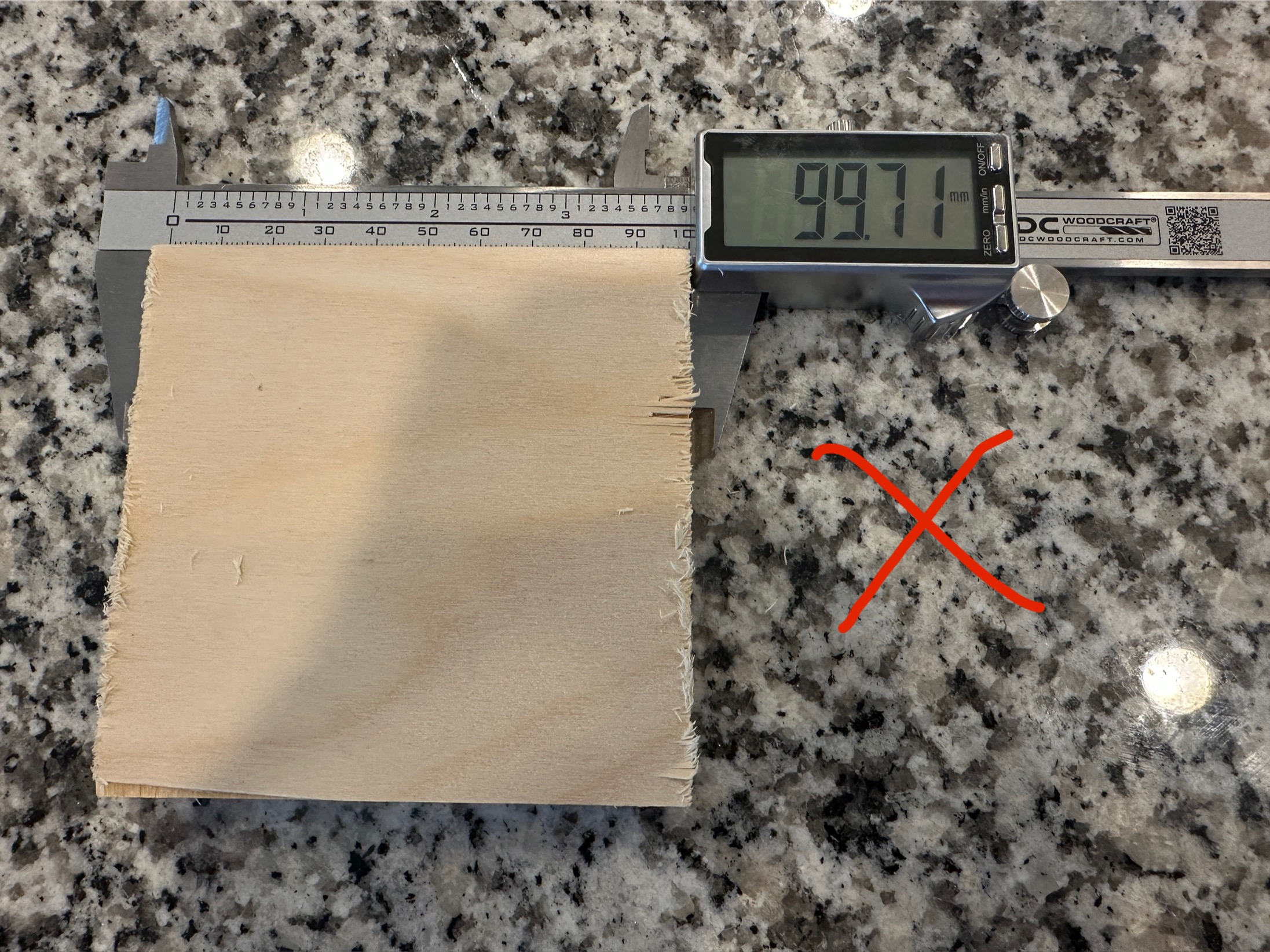
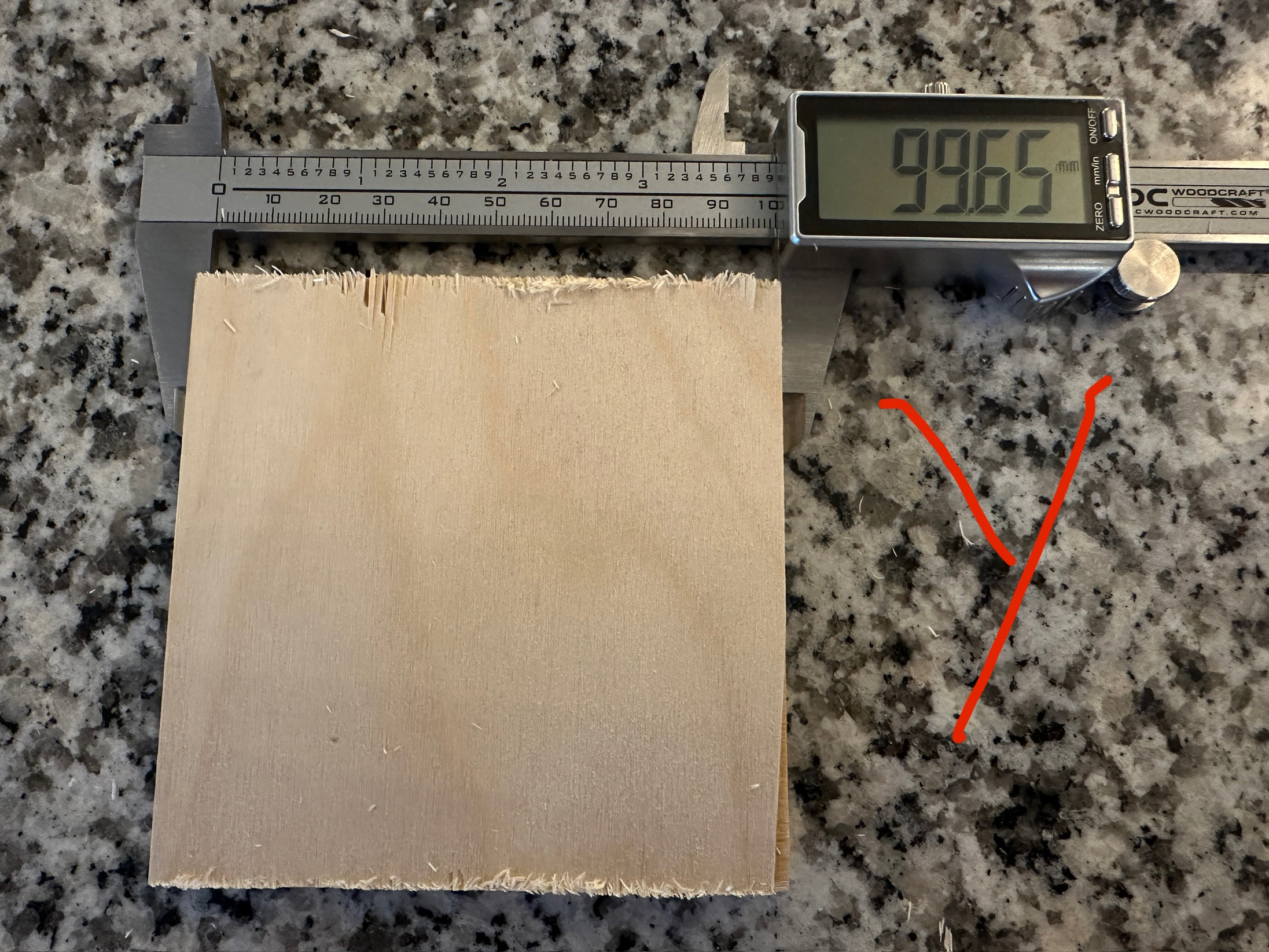
Before I did this the numbers weren’t great. Attaching photos pre the changes and after. Any ideas? I cut the second piece twice and got the same numbers.
Did you ensure the gantry is even and all the way to the proximity switches when the X axis is sent to the rear of the machine? Slight mis-alignment of the X axis could be part of this.
You are 0.0015” longer on one axis. That small of a difference could be caused by multiple things from bit deflection changes, to a piece of that fuse being in the way. And also an inconsistency in the calipers.
I’d rule out bit deflection first and do a contour with tabs and .020” stock to leave then do a finishing pass to reduce deflection.
If you’d like to use your measurements as being accurate and true to your uses, again wood is not a good material for a test this precise. The grbl settings can be changed to calibrate the axis just the same as they were for belt driven machines.
There a lot that can affect the machine in not cutting a perfect 100mm square. Before I start troubleshooting the out of square cut I’d be looking at the machine travel at X and Y. If you jog X 100mm is it moving 100mm, same for Y. I’m sure there is a + or - acceptable tolerance. If that’s good look at bit deflection, work piece hold down, type of material being cut, toolpath stratagy.
I am using a profile toolpath on the outside of the line
Plywood is probably not the best option, I do have hardwood.
How do you go about this? Do you have an example in Carbide Create or vCarve Pro?
The purpose of this is because I am trying to do inlays with a tapered ball nose. In the course they said I first need to make sure my machine can make a 100mm square. If it is unable to do so, then some of the more intricate inlays will not be successful and have gaps.
Thanks for the input. I am working towards intricate inlays, and that is what the course said I needed to do. You are right that it is a pretty minimal amount different. I will try as you suggest. I assume this means that I make two toolpaths, one that goes down that far, then last one takes that off the bottom ?
For wood you will probably want something with fewer flutes/greater chip-clearing capacity
I would recommend adding offset geometry and cutting as a pocket (see below)
If you wish to check how a project made of wood will turn out, use that sort of wood
Where possible avoid slotting and add geometry and cut as a pocket
and/or
and consider leaving a roughing clearance and taking a finishing pass.
That said, wood moves, and the entire point of V inlays is to make up for that, and to create parts which are shaped so as to fit together in such a way as to make up for minor variances.
The rectangles, for cutting with an outline made using a slot are quite square and quite close to 100mm — I’d call it good and move on to the next test cut.
Thank you for this super thorough reply. Sometimes I get in my own head and this really helps me to not do that. I might try one more the way you recommend, but likely to just move on to the next one. Thank you!
A further consideration — given a suitable material, when measuring it, you want to use a tool which is ten times more accurate/precise than the unit/decimal place which you are measuring to — that gets real expensive if one is trying to hold to a very small deviation.
The two dimensions differ by 60 microns — 100mm is 100,000 microns, so this difference is 0.06%
As a further consideration — go to a lumber yard, measure the width and thickness of a piece of wood there, and also measure its moisture content or check the relative humidity of the store — take the wood home, leave it in your shop overnight, then check the moisture content/relative humidity of your shop, then measure the width and thickness. Wood moves. Suggested reading on this, Norm Abram’s classic:
As others asked and commented your calipers may not be as accurate as you are wanting to get. Plus when using the calipers on wood it does not take much to dent the sides of your wood and cause you to think the accuracy is the problem. Dont use the sharp edges but measure from the side with the flats of your caliper. After reading the caliper remove it and measure 3-4 times. If you are getting different readings each time it could be the accuracy of your calipers or saw dust and/or fuzz causing you to be off. Taking a single reading with consumer calipers will lead you astray.
Nothing wrong with consumer calipers as long as your expectations dont exceed the accuracy of the instrument you are using.
The saying “the enemy of good is perfect” means that striving for perfection can prevent you from achieving something that is good.
Endmill: They vary, usually with cost. I’ve seen cheap endmills be 0.020" over/undersized, which in your case, would easily account for the difference.
Machining strategy: 0.015" from nominal (sorry, I’ve machined in the US all my career, but that’s the conversion) is pretty good if you didn’t use a roughing/ finishing strategy. On my S5Pro, i commonly hold within 0.005" (~0.12mm)…if I use finishing passes. That’s the majority of aerospace tolerances there.
The machinist term for trying to get exactly nominal is often called “chasing zeroes” and I’m very guilty of it. But metrology is a science and art, and tolerances exist for a reason. It’s just a matter of finding what works for the job at hand. Making airplane parts I saw tolerances from 0.020" (0.5mm) to 0.005" positional, which meant no single dimension could be off more than 0.0015" (0.04mm) in X,Y, or Z. We had some hole tolerances with that positional and a hole diameter of +0.0002/-0 (0.005mm). It all depended on the task at hand.
Another thing to measure is the diagonals of the test square. All four side could measure exactly 100mm, but if that square is actually skewed, the inlays are not going to fit well.
Skew will actually have a much bigger effect on inlay fit than how close the 100mm square ends up to being exactly 100mm.
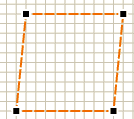
Imagine if you will a highly exaggerated error, so that your square is actually a rectangle. When you flip the plug over, the rectangle will still overlay the rectangle. The inlay will still fit.
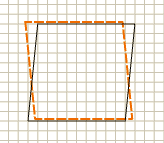
If your squares are skewed instead, then when you flip over the plug, it doubles the error, and inlays will very quicky not fit properly.
For things like inlays the two diagonals of the square should be a close as possible to each other. Consistent linear errors on the X and Y axis don’t really affect plug fitment.
I’d be happy with .002" total variation for this machine I think. The caliper has probably .001" reputability and precision combine, not to mentioned burrs. The ball screw has its own tolerances also, not to mention your machine squareness.
Slow the feed down and do finish pass and see what you get and do 300mm Square and see what you get.