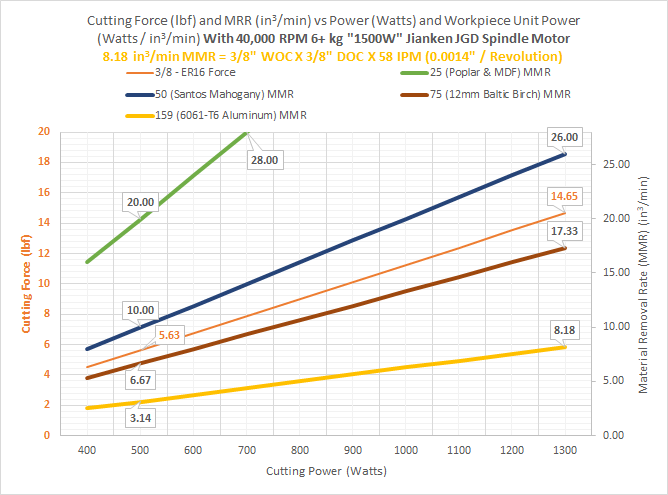
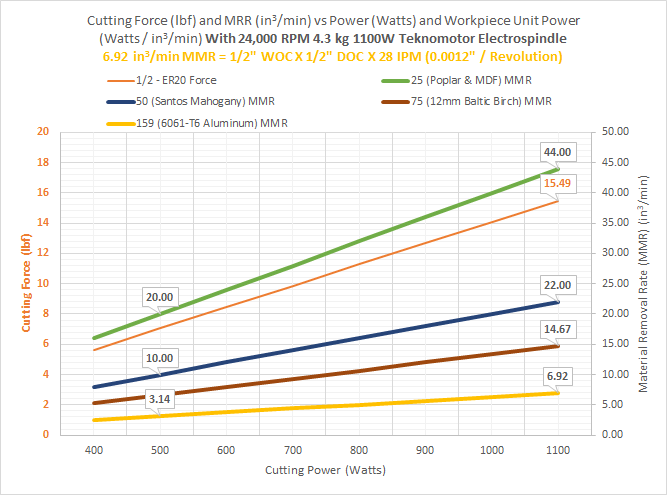
You should want to decrease cutting force, not increase it! Increasing speed and cutter size helps do that. Anyway, before seeing this video, I was looking at this 1100 Watt TeknoMotor spindle. Based on its performance curves, its capable of 1100 Watts cutting power from 18,000 - 24,000 RPM and it comes with a precision balanced ER20 collet nut and wrench. Based on Jianken performance curves, their “1500 Watt” constant torque JGD ER16 spindle is likely only capable of ~1300 Watts of cutting power at it’s maximum speed (40,000 RPM) for the one you’re likely considering.
The TeknoMotor spindle uses an electric fan for cooling and the Jianken spindle uses water. This video shows that, at 24000 RPM, Kress and Suhner routers as well as the Elte and Mechatron HF Spindles, which also have internal shaft driven fans (all routers do), are about 20dBA louder than the Mechatron water cooled and HSD electric fan cooled HF Spindles. A 20dBA reduction would be perceived as 1/4 as loud.
The VFDs for both spindles require a ~220V 15 Amp service. The TeknoMotor spindle weighs 4.3kg (about twice as much as the Dewalt) and the Jianken weighs 6 kg. The cylindrical Jianken’s mounting bracket would likely add significantly more weight than anything necessary to mount the rectangular TeknoMotor. Regardless, the added weight may be problematic for either option. Unlike the US distributer for TeknoMotor, which never provided the quote that I requested, the one in the Netherlands has been very responsive. The cost for a complete system setup, wired, tested, and delivered to California would be ~$1100.
Their “Standard Swiss precision” ER20 collets which are “recommended by TeknoMotor” are less expensive than the comparable “ultra-precison grade” collets from PreciseBits. [Section 8.6] of the TeknoMotor handbook stresses the importance of using precision collets, as does Vince (albeit indirectly).
Based on the following charts which compare the two options, the TeknoMotor is the better choice IMO. Its 18% decrease in MMR for Aluminum and hardwoods is more than offset by the its 57% increase in MMR for softwood and by its decreased weight. The convenience of effectively supporting standard router and CNC bits with 1/2" shanks is an added bonus. Both options offer MMRs more than twice that possible with the “1.25 HP” (400-500 Watt cutting power) trim routers, as well as much lower noise and much improved precision.