I am still fairly new to the whole CNC process and while I am starting to gain an understanding of feeds and speeds I have been just working with the tools and settings that are preloaded into Carbide Create. Now that I’m wanting to expand my use a little bit I have purchased some new tools and need to add them into CC. I am mainly hear to make sure that what I understand about this process is correct. At this moment I am only concerned 2D cutting parameters and will save 3D for later on down the road.
The tool I have purchased is a 1/16 bit from Amana. Amana has its own list for recommended speeds/feeds.
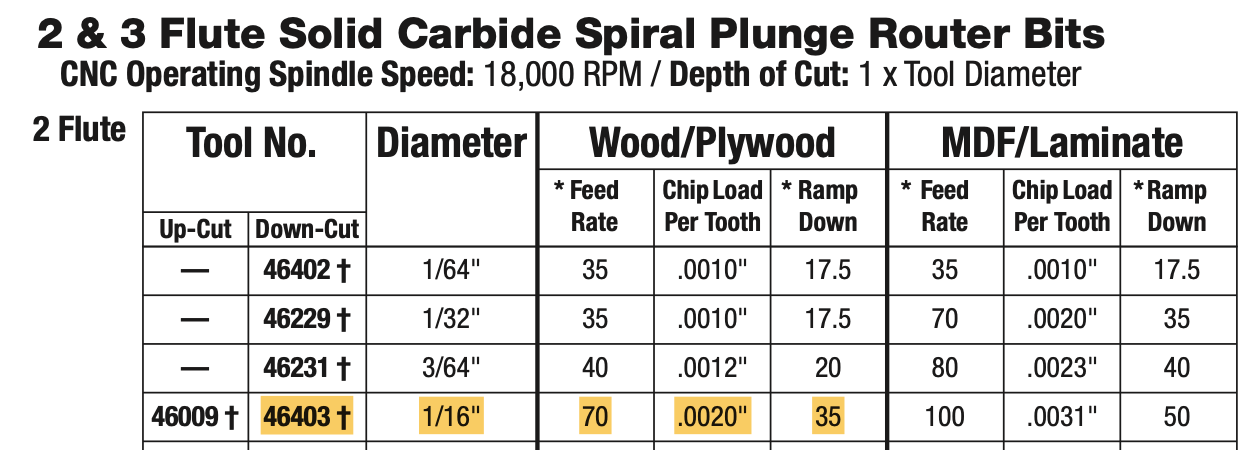
The edit tool function in CC requires me to insert diameter, flute length and number of flutes. All pretty easy. Then it requires feed rate, cut of depth and RPM. The feed rate and RPM as I read it from the chart is 70 ipm at 18,000 RPM. It is the cut depth that I’m having trouble with as this is not specifically called out. At the top of the chart is says that depth of cut is 1 x tool diameter. Does that mean the the cut depth is .062? Do I have the feed rate correct as well? I really want to make sure I don’t foul anything up here when I go to use this new tool.
Another consideration is Climb vs. Conventional Milling and tooling engagement — where possible avoid slotting and add geometry and cut as a pocket (Adding geometry to cut as a pocket with a finishing pass ) and consider leaving a roughing clearance and taking a finishing pass.
On a Shapeoko I go with the “50% of the tool diameter or less” rule of thumb for depth per pass. It’s a safe starting point (and you can then push it further, well, deeper, if need be)
Thank you for your replies. I will go with the recommendation of 1/2 the tool diameter for the cut depth entry for now. I have seen the video on feeds and speeds before. I understand the basic concepts of this topic but not the intricacies. I’m sure that when I begin branching out with my project work and eventually move on from using carbide create (which is a very user friendly program, especially for beginners like me) I will have to dive deeper into this subject.