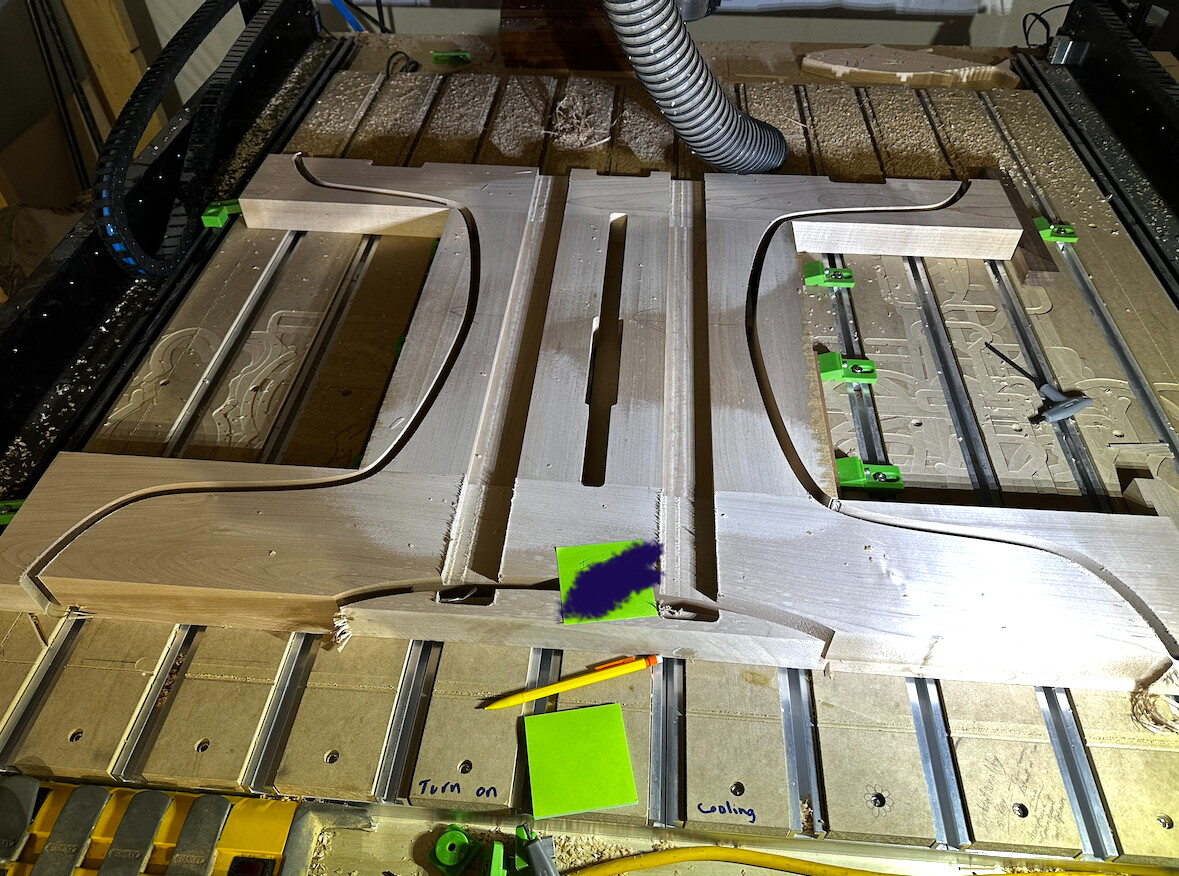
Hi. Wondering if you could guide me on best or better practice for this operation. The photo shows a leg assembly - 8/4 maple. I am using a 1/2” diameter bit in the 80mm spindle. 1” cutting length for cutting from top to 1” deep. Then a 1/2” diameter bit with a 2” cutting length for the next 0.84” of depth. Usually it gets a bit gnarly on that second step as it approaches nearly through cut. The bit will grab at the transitions of grain direction and try to move the piece. Luckily today I had enough crush it clamps in place to resist that.
I’m cutting 1/8” per pass and about 75 inches per minute speed. 18,000 rpm. So this is over an hour and like I said gets a little sketchy near the end.
I’m considering would it be better to just cut that first inch, then bandsaw the waste and then pattern route to finish. Not ideal as I’d rather the CNC do the whole job. But maybe that’s the smarter way. Thoughts??
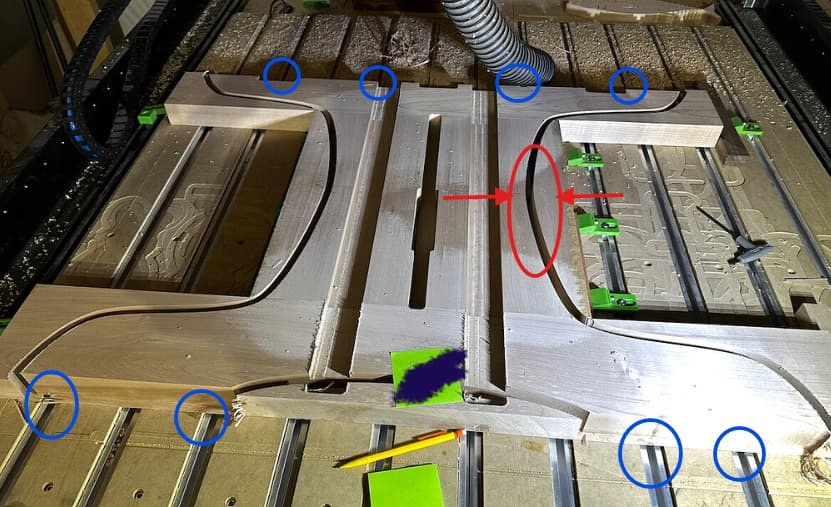
You’re clamping the offal. Any tension from the clamps is being relieved as it cuts through and the tool is getting pinched. I suggest clamping front/back (blue) and let the offal… fall off
Thanks Tod. I understand. I put a lot of tabs in and with 3/8” height to try to resist that. Maybe still an issue though. For putting the clamps where you’ve drawn them, the only trouble is I’m going all the way through at top and bottom of the piece. Guess I could put big tabs where I put the clamps to have the CNC climb over them. Not sure that’s a good idea. Hmm.
@WillAdams thank you so much. Did the offset with 0.55” for the 0.5” diameter bit. It made a world of difference. Much happier bit and spindle and woodworker! Thanks!!
for thick stock lately I cut a pocket (offset of the contour), then cut out the piece with a band saw (I use a scroll saw due to lack of space in my shop for a band saw), and then get the rest with a straight flush router. I do not have such a powerful spindle for 1/2" bits, so 8/4 stock is too thick for me to cut directly. It took me a while to understand the dynamics of chips in a narrow contour slot: upcut bits pull the bit out of the collet, so the bit cuts deeper and deeper, ends in a stuck machine and destroyed machine bed, and downcut / compression bits get stuck in the compressed chips. I paid some tuition fees in bits, stock and wasteboards…
Wills recommendations cannot be taken seriously enough.
Yeah I’m learning a lot! Surprised how much difference the relief of only .05” (10% of the 0.5” bit) can make. Sure was a huge impact making that pocket vs slot.