I’m cutting something that is 24" across and don’t have any place to keep my bitsetter. If I remove it from the board and disable it in the software, will it affect anything? I’ll obviously zero the Z at the top of my stock. There are no tool changes in this particular piece.
I have an SO3 XXL and the BitSetter is mounted per instructions. I remove it from time to time and just loosen the set screws and set it aside. I marked my frame with a silver permanent marker and set it back in place. Then recheck the BitSetter in configuration and during the initialization look to see if the bit is still centered on the BitSetter.
On my SO3 and CM 566 (and below) when I disable the BitSetter the next job runs an air job even if I set the Z Zero manually. I have always had to power off my SO3 and restart CM to get the Z zero to come back down to earth and stay out of the stratosphere. Not sure if that is just me or if other have experienced that anomaly.
From your post “I remove it from time to time and just loosen the set screws and set it aside.”
What is the first ‘it’ in the above sentence ?
In order to remove the BitSetter on my SO3 XL I have to remove the wasteboard. This is not something I want to do. I hope Neil’s solution will alleviate that requirement.
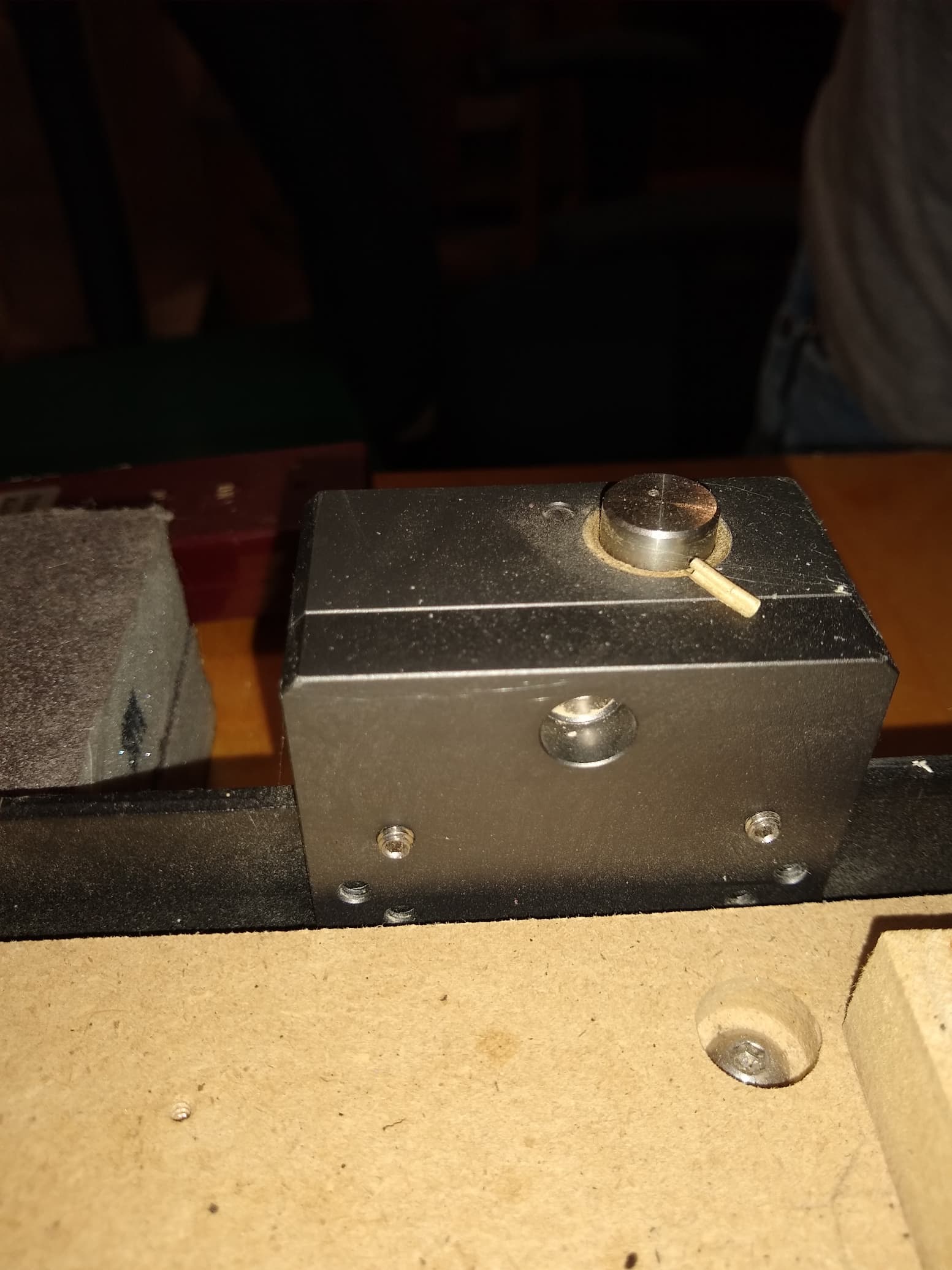
Here is a picture of my BitSetter from the machine side. You can clearly see the set screws. If your spoilboard is in the way why not drill an angled hole so you can access the BitSetter for quick removal.
You can see that there are two setscrew holes lower but I did not install them because of the access. I have a 3/4" mdf spoilboard on top of my base board.
These are all pretty cool solutions. Here’s another idea - couldn’t you just make a swing arm that moves the bitsetter into position when you need it, then swing it out of the way so the mill can access the work piece?
Even better, I have a vision for a servo controlled mechanism attached to the bottom of the Z axis. When a tool change is called, a low profile probe would move directly under the spindle and then retract after probing.
I think you need to have the bitsetter locked to the frame to guarantee repeatability when measuring the bit length. Not sure if a swing arm mechanism could meet that requirement.
I just ran into this as my “button” came unscrewed and I have a second wasteboard and just a small gap, so no way to reach the set screws! I disabled it, as I didn’t want to take the wasteboard off at the time.
Anyway, at some point it occurred to me to just grind down a 2mm allen wrench instead of pulling the wasteboard. I was able to get it in the opening, loosen them, open it up to fix the button, and then re-mount.
So, I just went through all this. My button came unscrewed and I didn’t want to stop what I was doing to fix right then, so I reverted to “manual mode.”
I’ve fixed things and re-enabled, however one oddity is I’m no longer prompted for the spindle on/off actions. I go to run a file, it prompts for the bit, uses the bitsetter, comes back to the center… but after a pause, it just goes to run the operation with no input from me. Same when changing bits. It raises up and pauses, but goes right to the machine front with no prompt to turn off the spindle.
Is there something additional required to get the behavior/prompts back to normal?