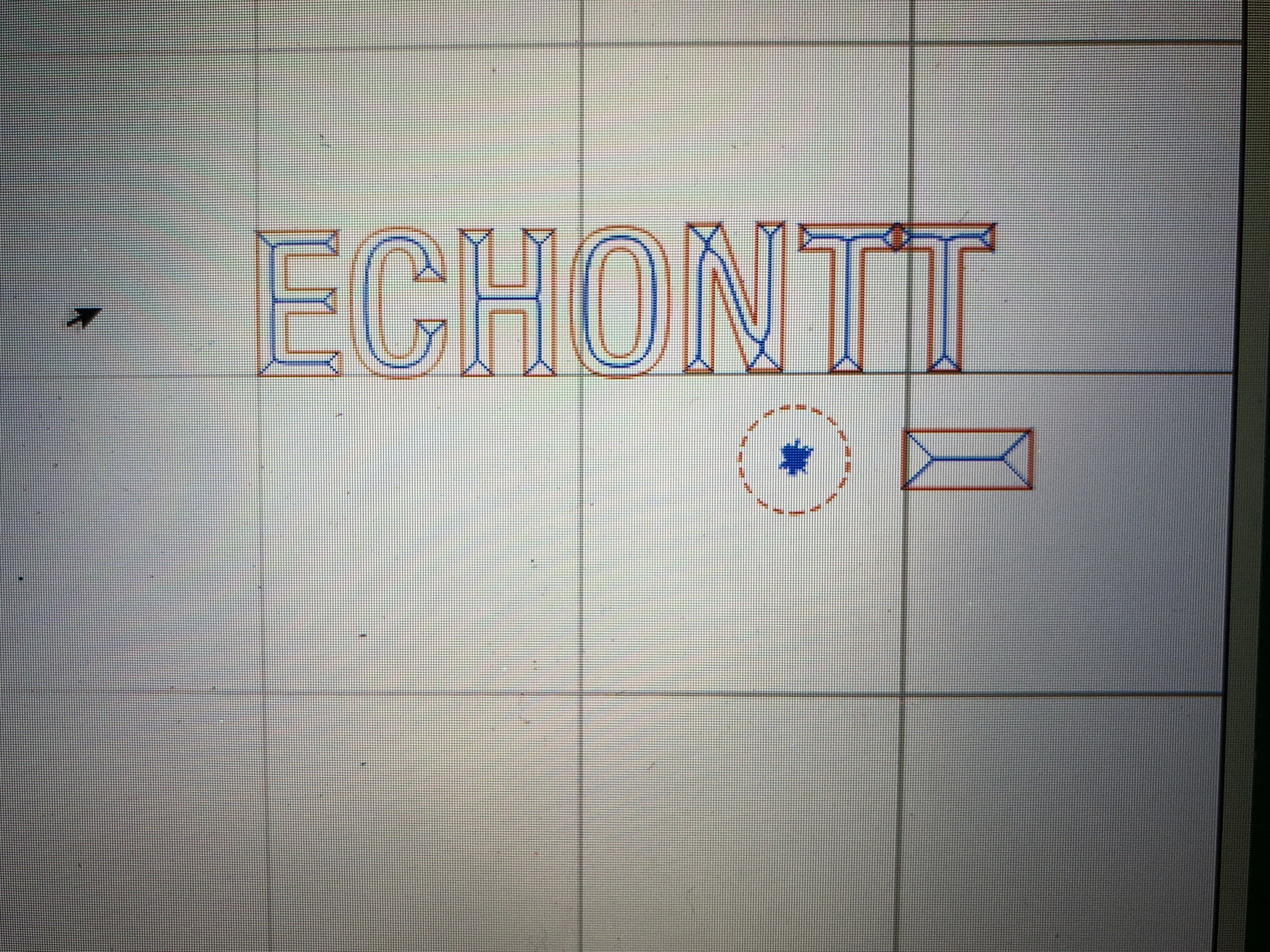
I have engraved before and it some small defects but acceptable. Now I get some real inaccurate straight lines and some letters have circular cuts that look like growth. Note the letter H and the rectangular cut. I am using a 90 degree V bit on plywood, the plywood seems soft under the veneer. I would like to get super accurate like many of you folks. Any assistance would be appreciated.
Belt tension — the Z-axis should be guitar string tight (but careful not to bend the motor shaft): http://docs.carbide3d.com/assembly/shapeoko/xxl/step-5-belting/ on deep cuts it may help to remove one spring from the Z-axis temporarily, esp. if one hasn’t added a spoilboard on top of the wasteboard — it also helps to install the router as low as possible (installing the Makita adapter upside down will help). Some folks have found it helps to remove bolts which won’t stay tensioned (M4 Z-axis tension bolt, various V wheels with eccentric nuts), apply a thin bead of threadlock along the length of the threads, then reinstalling. See the video at: https://www.youtube.com/watch?v=_lIIb_PdziA Note that the X-axis motor is held in place on standoffs and if those bolts are loose this can cause belt tension issues.
It is also important to be sure that the collet is correctly tightened, the endmill fits correctly and doesn’t slip, and the router is mounted securely in the mount, and that the mount doesn’t shift. Note than endmill pullout can happen gradually, especially when profiling against tall walls.[4]
the material itself — some materials carve more cleanly than others
feeds and speeds — a bit of care here can help difficult materials carve more cleanly
Unfortunately, V carving in Carbide Create doesn’t afford too many controls, but hopefully by adjusting feeds and speeds and depth per pass you should be able to achieve a setting which works well.
For smaller, more detailed cutting it may help to use a narrow V endmill, possibly with a sharper angle.
When the machine is on, if you try to move the router by hand (left/right and front/back), is there any slop or none at all ?
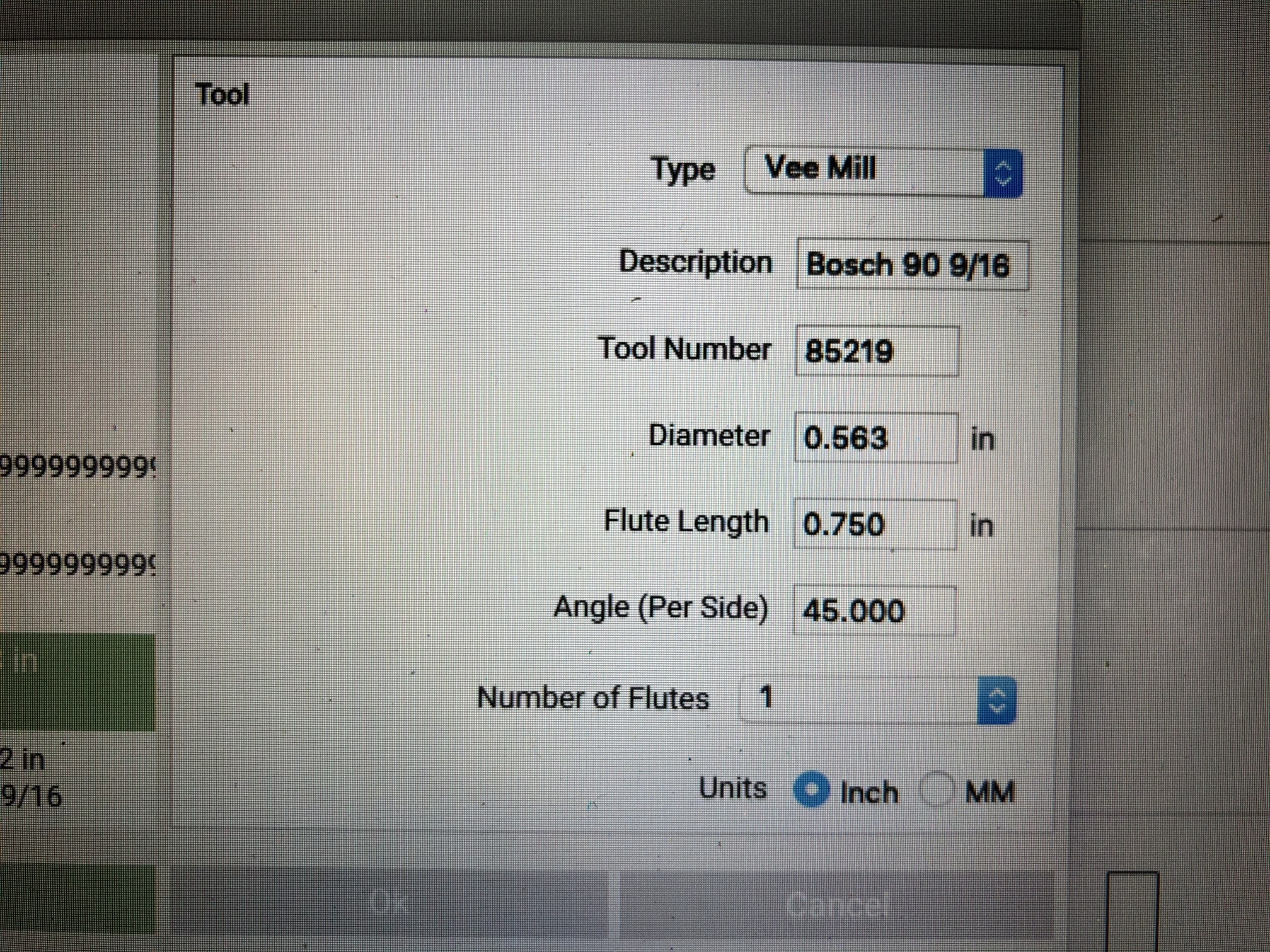
Unrelated side note: I remember going from poor V-carving results to excellent one when I purchased a good V-bit (the one from Carbide3D’s store in my case) instead of the very bad and cheap one I had initially purchased. But I see you are use a Bosch V-bit, maybe something like this one ?
I wonder if it could be good for cutting large V-grooves, but not so good for doing small V-carving in letters ? It does not look very pointy. Just a random thought.
I’m suspicious of the “flute length” in the tool definition. I’ve seen on the Bosch site where .75 is indeed what they are calling flute length, which is pretty weird as that number doesn’t appear anywhere on the chart you posted.
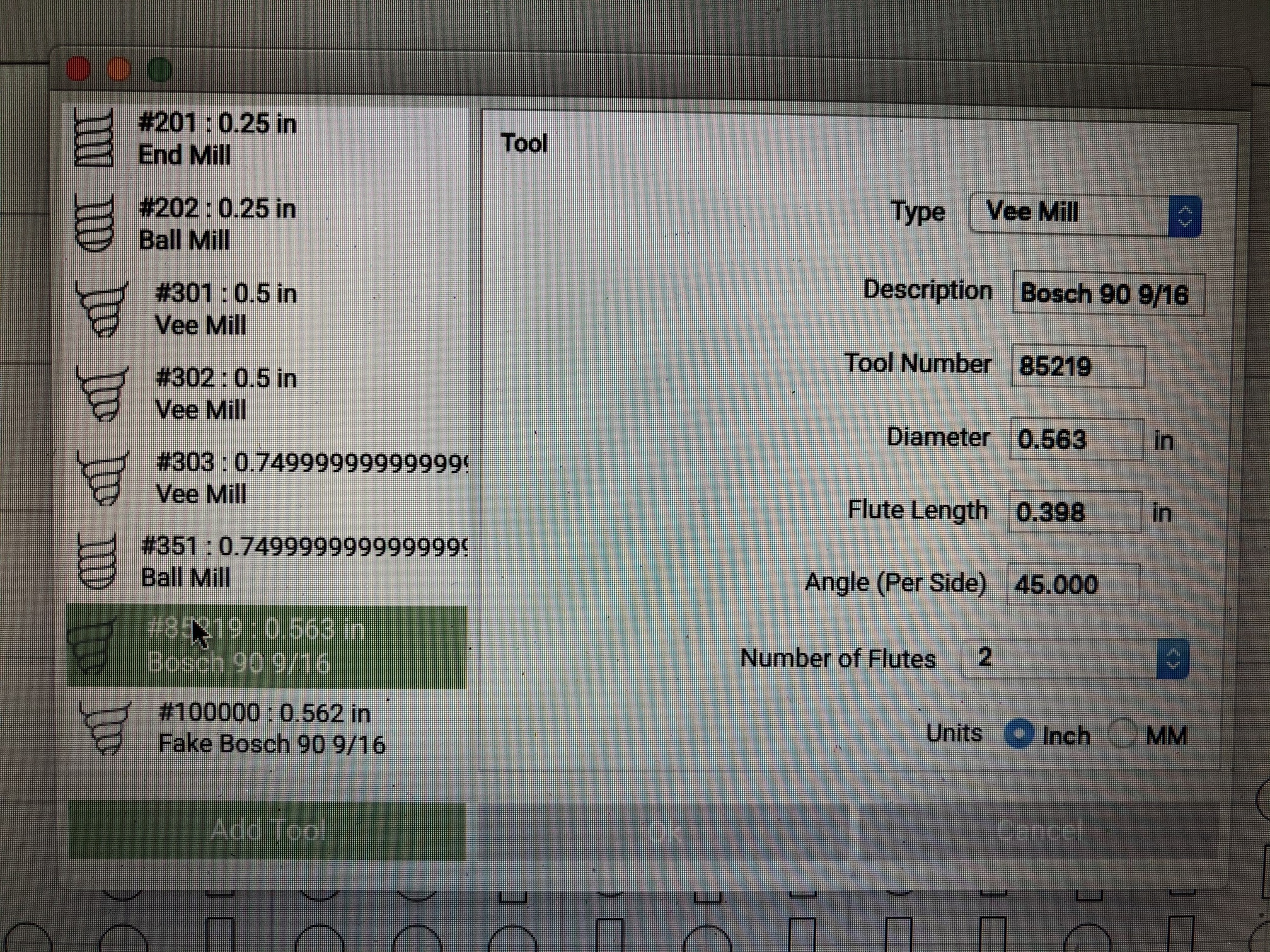
If my math isn’t messed up, the actual length of the item labeled “E” is about .3977 == sqrt((9/32)^2 * 2). That’s what I would consider the flute length, but I’m actually not at all familiar with Carbide Create, so maybe it has another idea. In any case, making changes to that part of the tool definition might be worth looking at.
Oh, and I also see that Bosch calls this “1 flute,” but I believe it is actually 2. Can’t imagine that causing your issue, but it will probably affect what CC comes up with for feed rate.
The error seems to increase on the left, and diminish on the right — usually when this happens it’s caused by the machine being unlevel / out of tram.
Please check that the table and wasteaboard are level, the Y-axis rails are level and parallel, the X-axis gantry rail is level and square to the Y-axis rails, and the Z-axis is plumb and square.
Julien is probably in bed now as he is in Europe. What he was asking is if there are any unwanted movements (slop) when the Shapeoko is powered. The spindle and carriages should not move in any direction when you try to move any of the axis, the router itself should also no move in any direction.
Have you checked that your router is trammed properly where the router is perfectly perpendicular to the wasteboard in the X and Y direction?
This is also what can happen if the Z zero isn’t set exactly right - namely, a touch low. It doesn’t take much. Also, as Will says, it seems a little different left to right, which indicates the bed isn’t parallel to the axis perfectly. V-Carving is extremely sensitive to bed level, squareness, and zero.
When the Shapeoko is powered I cannot manually move the spindle or carriage. I am currently away from my machine. I will run some tests on the Z zero position and move it up little by little. I will also check on whether the machine is trammed properly. Thank you all who are assisting, I do appreciate it.
This “H” letter is apparently the one having the most severe deviations, I would maybe try to V-Carve “HHHHHHH” instead of “ECHONTT”, just to see if the same defect happens from left to right.
Z-belt: how tight is it ?
Feeds and Speeds: what values are you using ? Probably irrelevant in plywood for such a shalow V-carve, just curious.
Sorry for the slow response. All the belts have a snap like a guitar string. Here is my update. I flattened my waste board and then proceeded with a test carve. I have enclosed an image of a resulting test carve. It has turned out much better. But if you zoom in on the T you can see the tops on the inside have a slight shift/wobble.
one of the things I usually end up doing for Vcarve in carbide create is to change the depth per cut (in the settings for the bit set it to manual); I’ve found that if I stay below 0.1" there I get better results on average (less chance of my work holding coming loose etc etc). CC will just do multiple passes which is just fine with me
with carbide create, the simplest thing to try to see if this helps is to greatly reduce the max depth per cut, it effectively simulates the roughing/finishing thing.
if you want more of a “true” roughing, you can use the offset tool, make an inside offset of say, 0.02" and first vcarve that before you, in a separate toolpath, vcarve the original shape.
I think I found the problem. My friend sent me gcode made in aspire and the result was cleaner and after a few tweaks it’s gotten to where I am happy with the carve. I think carve on carbide create has some room for improvement. I like it for its simplicity. But I may have to get gcode from my friend for some carves. The other attempts at finding a solution were necessary as a maintenance check on the Shapeoko. I have attached an image, this was the first carve attempt with gcode from aspire. Thank you all for your help.