and I must say I feel somewhat confused now by the contradictory statements, exceptions, dependencies to the specific material/cutting situations…so I wonder if it is possible to come up with a (simple) definitive guideline for when to use which.
Here’s what I have gathered, and I would appreciate if you shared your opinion/experience/tips !
the backlash thing and climb milling being “dangerous” due to this on “older manual mills”. It seems to me there is a consensus that on CNCs in general and the Shapeoko in particular, this is not a concern, so I would cross that parameter off the list.
finish quality:
multiple sources concur that climb milling is better for finish since it pushes chips “behind the cut” , “toward the back of the tool”, while conventional would “carry chips upward, falling in front of cutter”. Try as I might, when I visualize a vertical endmill, I just don’t understand how conventional would be worse, the chip gets cut from the inside to the outside of the material, surely it can be evacuated to the outside of the cut just as well as behind the cut for a climb cut?
Bob recommends “Try climb for roughing, because you can rough faster and the tool deflection effects on accuracy don’t matter–the finish pass will deliver the accuracy” while the wiki says “The sliding and biting behaviour [of conventional] leaves a poor finish on the material”
deflection
tends to be perpendicular to the cut for climb, but articles imply that deviation can be either towards the outside or the inside ? outside I get, I don’t see how the tool can be pulled inside the cut with climb ?
tends to be parallel to the cut for conventional, sounds better for dimensional accuracy yet statements like “the cutting forces are heavier and the tool is more likely to deflect” or “During conventional milling, the cutter tends to dig into the workpiece and may cause the part to be cut out of tolerance” raised my eyebrows.
heat: conventional produces more heat since by definition at the very beginning of the chip formation (thin-to-thick) the cutting edge is rubbing before it starts cutting/biting into the material. This part makes sense, but I do not understand the statement about climb that “chip width starts from maximum and decreases so heat generated will more likely transfer to the chip”. Why ?
power: climb is supposed to use less power, I just do not understand why ? Is this a corollary of the heat thing ?
tool wear: stated to be lower with climb, with “tools lasting up to 50% longer”. I guess this is a corollary of heat and power being lower ?
downward/upward force on the stock: conventional is supposed to create an “upward force” pulling stock from the bed, requiring stiffer workholding, while climb would push it down. This makes no sense to me, for a vertical endmill going through stock, I must be missing something…
climb causing “negative rake/cutting” at high stepovers : why ? The following guideline went completely over my head: – When cutting half the cutter diameter or less, you should definitely climb mill (assuming your machine has low or no backlash and it is safe to do so!). – Up to 3/4 of the cutter diameter, it doesn’t matter which way you cut. – When cutting from 3/4 to 1x the cutter diameter, you should prefer conventional milling.
Finally, this nugget of wisdom from @RichCournoyer back in 2016:
And repeated hints from @gmack in the chipload thread, to use climb.
My personal take on all of this, is that overall climb wins on the Shapeoko, and that the guideline to use climb for roughing and conventional for finishing passes (for dimensional accuracy) is simple and good for 90% of cases ? (which would leave many users in the dirt, since as far as I remember CC still only generates conventional cuts ?)
I do machining at my day job.
I always climb on a CNC. If I need a really nice finishing pass that will give a good finish and remove any burrs, I leave about 0.010" of material and will reverse my cut for a conventional pass. If you’ve ever run a manual mill and tried to climb mill, you will know it. The cutter will grab the material, and walk its way down your cut…not in a good way either. You have to have the control and rigidity to climb mill like on a CNC.
In my experience, and on our less than perfectly rigid machines, the primary difference between climb and normal cutting seems to be the deflection that occurs, and the ramifications to the size of the part.
The bit will deflect opposite the direction it is spinning into the material.
Often when cutting mating pieces, reversing the cutting direction is all that is needed for a very nice fit.
I’ve not noticed a substantial difference in the finish between climb and conventional. However, I work in a lot of plastics which may just not be ideal for judging cut quality.
finish quality
picture the same scenario in a pocket. climb cut puts chips behind while cruising into a corner. much easier to fathom why this is a good idea. ideally yes the chips fly off the cutter, but some tend to stick or barely move out of the way - it is best to have them fling generally behind than in front. time and time again you see how crucial chip evacuation is to good toolpaths or finish. chips out of the path way is always best
deflection
climb mention - picture it more like bouncing. if it is kicking out, then it is also going to swing back inward (inside the cut)
heat
i have not read up on this much, but i’d picture it as such. conventional and climb experience the same arc of engagement by the cutter. conventional has X% arc amount of rub/heat, then has enough bite to create a chip. climb does not experience this X% arc since thick to thin. so the heat generated is likely less in climb and it also likely slightly wider chip by X% so that much more heat is pulled away. again, this is just my guess of such
power
corresponds to the backlash mention. climb is aiding the steppers and spindle efforts. going with the wind rather than against. using a household vacuum can show this in practice. pushing forward (climb vacuuming lol) can take noticeably less effort than pulling (conventional vacuuming lol).
If I get this, it would be ideal if the first pass in a pocket to be done using conventional as the chips would be sent behind and not get stuck in front of the endmill while it would be better for the following passes to be climb, and a final that final pass that is also conventional for a good finish. This is not something that is not easily be programmed in current software offerings where you choose the direction for the whole pocketing operation.
@themillertree : thanks for the feedback, therefore +1 point for the “climb for rough and maybe conventional for finishing”
@cgallery: understood. Deflection is the weak point of climb, but if used only for roughing, that is not going to have any impact in the end then. Indeed in plastics it probably does not matter much.
thanks, the “corner” case description convinced me. +1 vote for climb
deflection : the “bouncing” image makes a lot of sense, indeed.
heat: we are on the same page then. The statement about the “heat more likely to transfer to the chip” will keep its mystery, but anyway I agree, that’s another vote for climb
power: right, for some reason I was thinking of router power, but indeed on stepper power this makes a difference.
@luc.onthego: not sure why the first pass in a pocket should be done using conventional ? the chips getting pushed to the back of the cut is for climb, not conventional ? If we narrow it down to “climb for roughing and conventional for finishing”, then with almost any CAD suite it is easy to do (since there will be a need for two separate toolpaths anyway). And at least with VCarve, there is a very nice option to reverse direction for the last pass in profile cuts, so a single toolpath could even do the trick. But not in CC, given that there is no option to select climb vs conventional…
At least with wood, climb milling would seem less likely to cause tear-out because thinner (rather than thicker) cuts occur when the cutter exits the workpiece. The thicker cuts occur as the cutter enters the workpiece, so the cutter would be less likely to rub on (and heat up) the workpiece before “taking a bite” of it. Climb milling chips are propelled behind the cutter’s advance so they’re easier to clear and less likely to interfere with the advancing cut and generate additional heat.
Isn’t the first pass of a pocket a full cutter width cut (i.e. both a climb and conventional cut)?
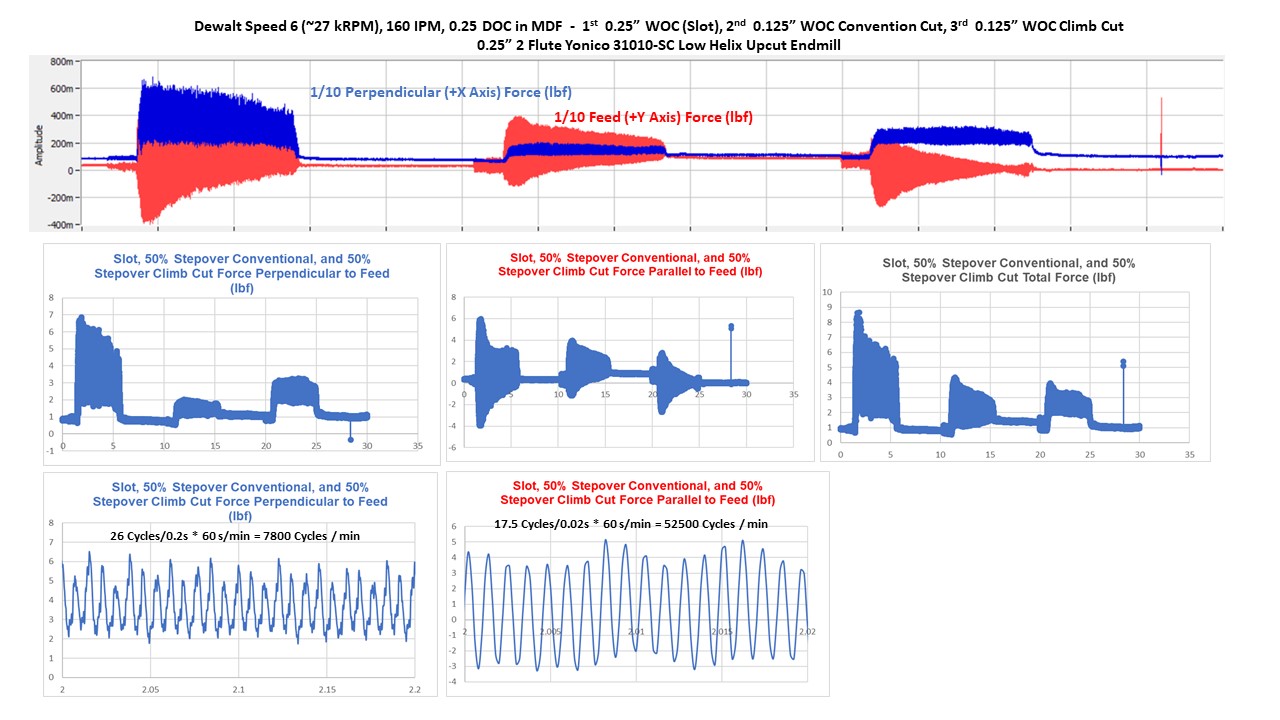
My experience suggests that there isn’t much difference in cutting power/force requirements for climb and convectional milling. The force measurement results shown below suggest that climb milling required only slightly less force (and machine deflection) than conventional. Comparing cutting current draw (thus cutting power and force) with your VFD should enable you to easily compare both approaches.
thanks, interesting data. I have been busy and I am still nowhere near having my spindle/VFD up and running, but I will definitely do such a comparative test later.
I reread the comment from Paul and I realized that I had misread his post the first time around. VCarve does have the ability to change direction of the final pass for profile cuts only.
This is my understanding too. I just checked a pocket and profile toolpath generated in CC and the pocket is indeed clockwise/conventional, while a outer profile is counterclockwise, which would make it conventional too if no material was present on the outside (but most of the time profile cut = slotting cut, so it’s both climb and conventional at the same time)
I can understand why Carbide developers would remove this cut direction parameter (and make conventional the default) to make CC even more accessible to new users, but having the option to override the default behavior would be good. And adding ramping would be a huge step too.
The more I read, the more I feel I haven’t read enough/anything. I thought my computer science master’s was one of the tuff majors to master. I am wrong, and now, I feel too old for this.
Don’t overthink it (says the guy who likes to split hairs on these topics…), many shapeoko users just ignore these debates and happily cut wonderful projects using default settings. It’s just rewarding (for me) to know how/why thinks work, but far from necessary.
The difficulty here is that CNC, unlike computer science, crosses over from the theoretical/digital realm over to the real world of machining, so is at the intersection/interface of a number of disciplines and concepts.
It also doesn’t help that a lot of this is still locked up in proprietary, closed source tools which are not openly documented, nor readily available.
@WillAdams
I don’t understand “It also doesn’t help that a lot of this is still locked up in proprietary, closed source tools which are not openly documented, nor readily available.” Got example(s)?
Autodesk Fusion 360, MasterCAM, EstlCAM, BobCAD/CAM — all are closed source, and none are documented in such a way that someone who doesn’t use said tools can take advantage of the algorithms — I think I’ve only found one opensource toolpath tool, and it works in Grasshopper in Rhino3D:
FWIW, I’ve been working through this myself:
and will hopefully be making some test cuts before the day is out.