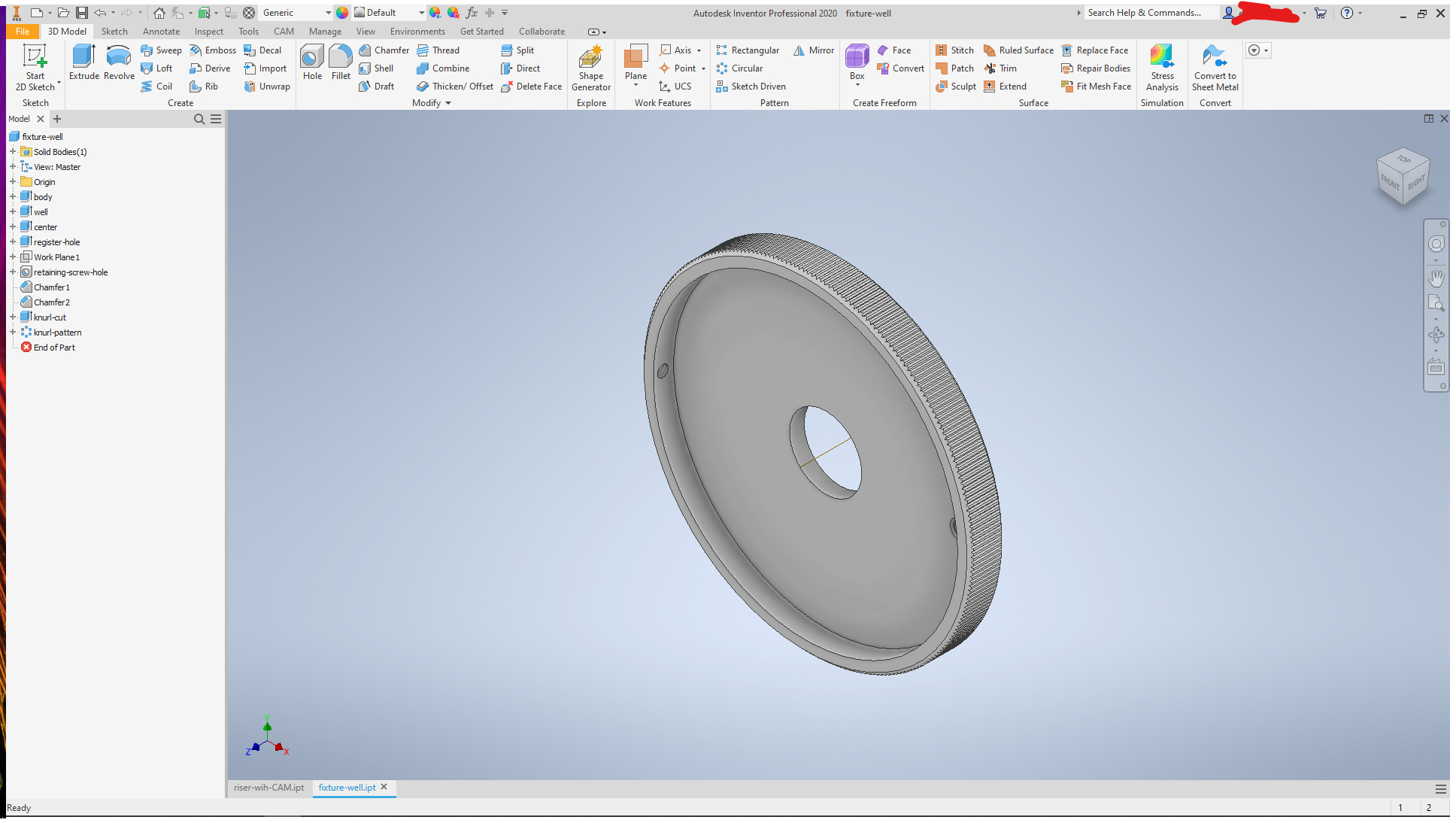
I finally got the material in that I was waiting for, so here is a new project. This is a riser/fixture for a vee block on one of my optical comparators. The finished product looks like this:

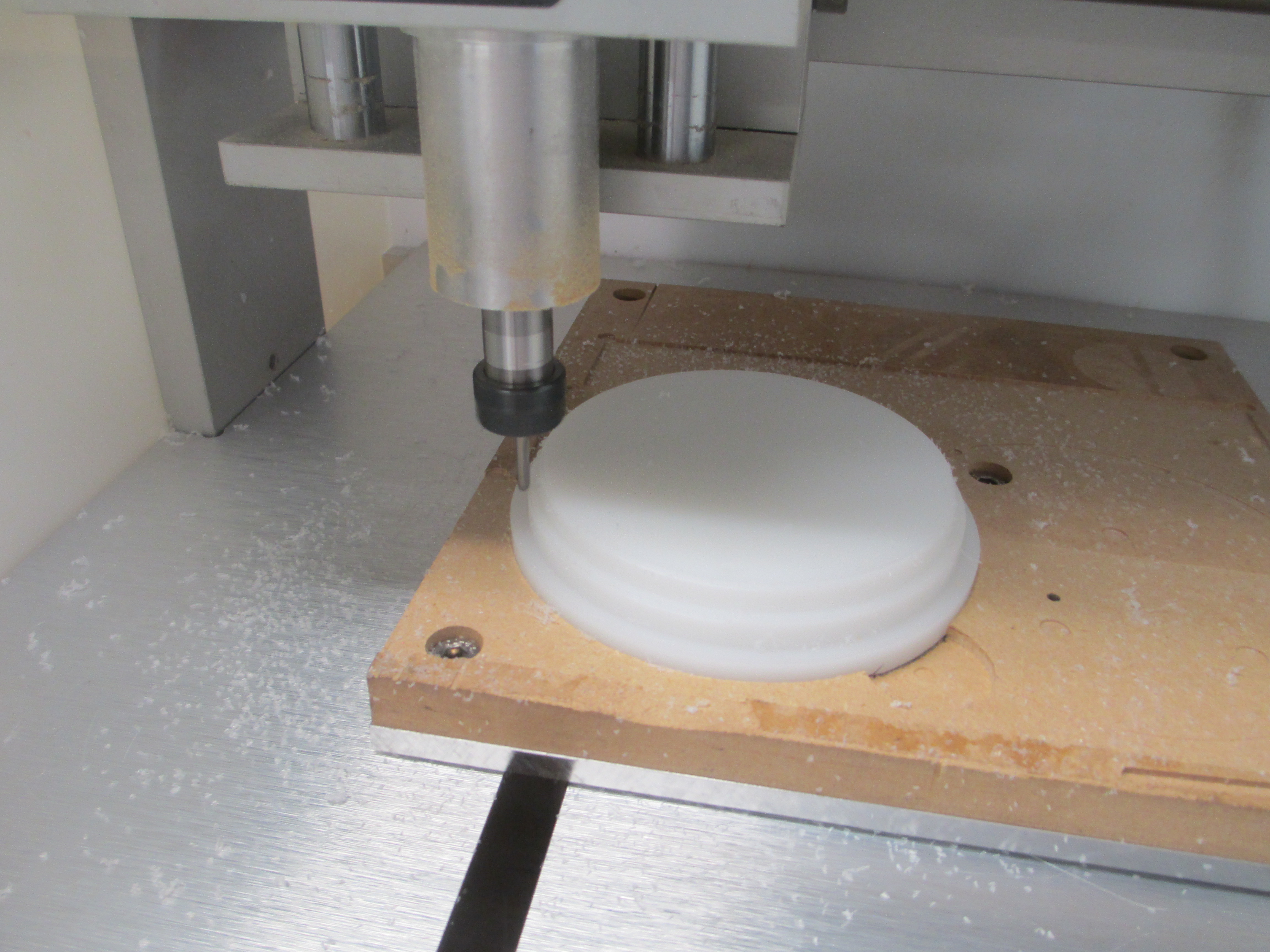
The stock is HDPE, as it is easy to machine, holds dimensions well, is moderately priced, and has a reasonable ‘feel’ for the application. Delrin is too pricey, but Oh so sexy. 4"nominal round bar (101.6mm, -0, +0.5mm is the spec) was used to minimize waste.
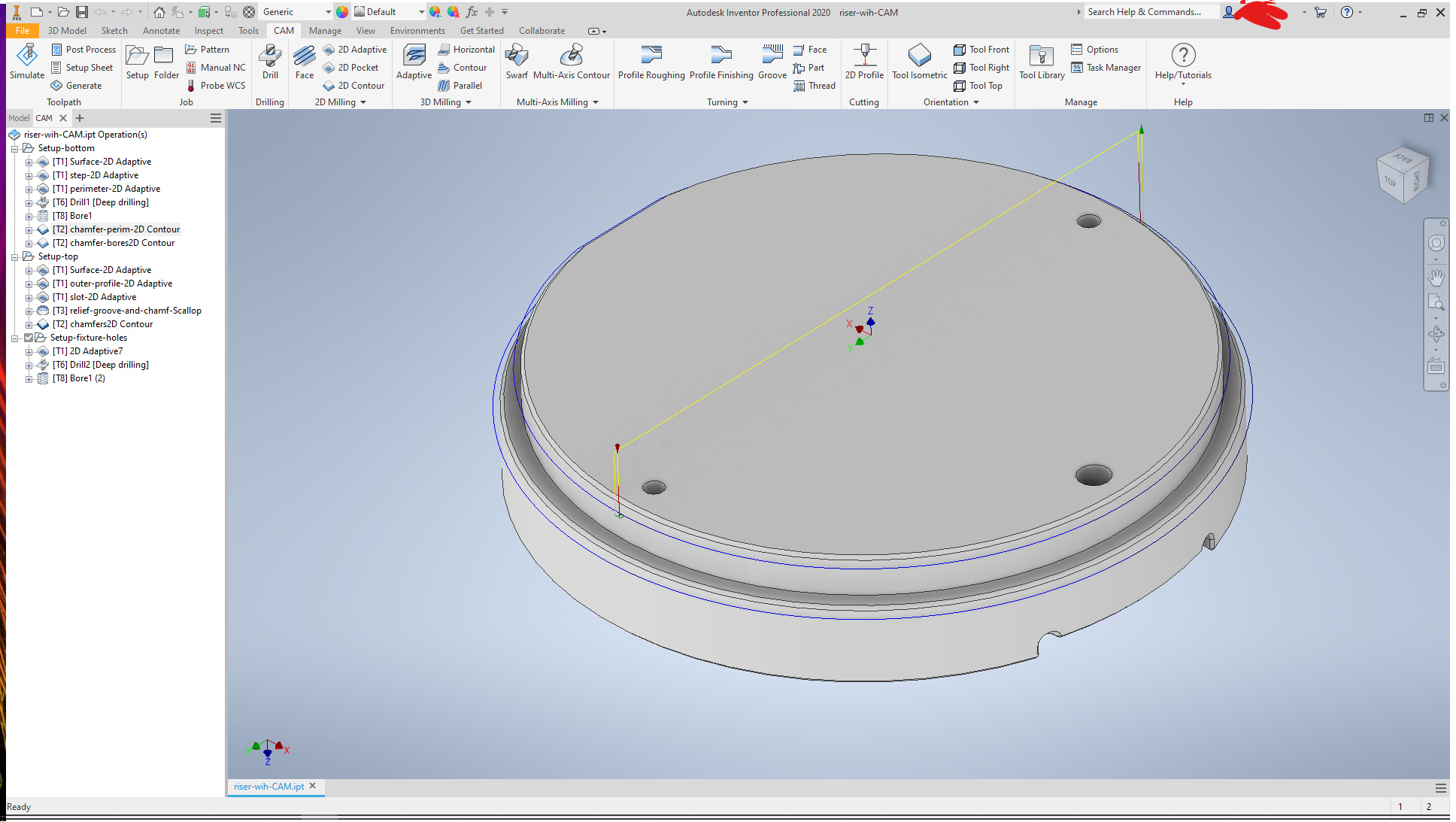
Lots of pics here, because I am that kind of nuts. The part was modeled in Inventor, but Fusion360 is real close.
For this kind of work, where the fit needs to be pretty close-- better than 0.1mm-- it is easiest to model what you fit to, then use offset parameters as needed for clearances. So, the aluminum well on the stage was modeled
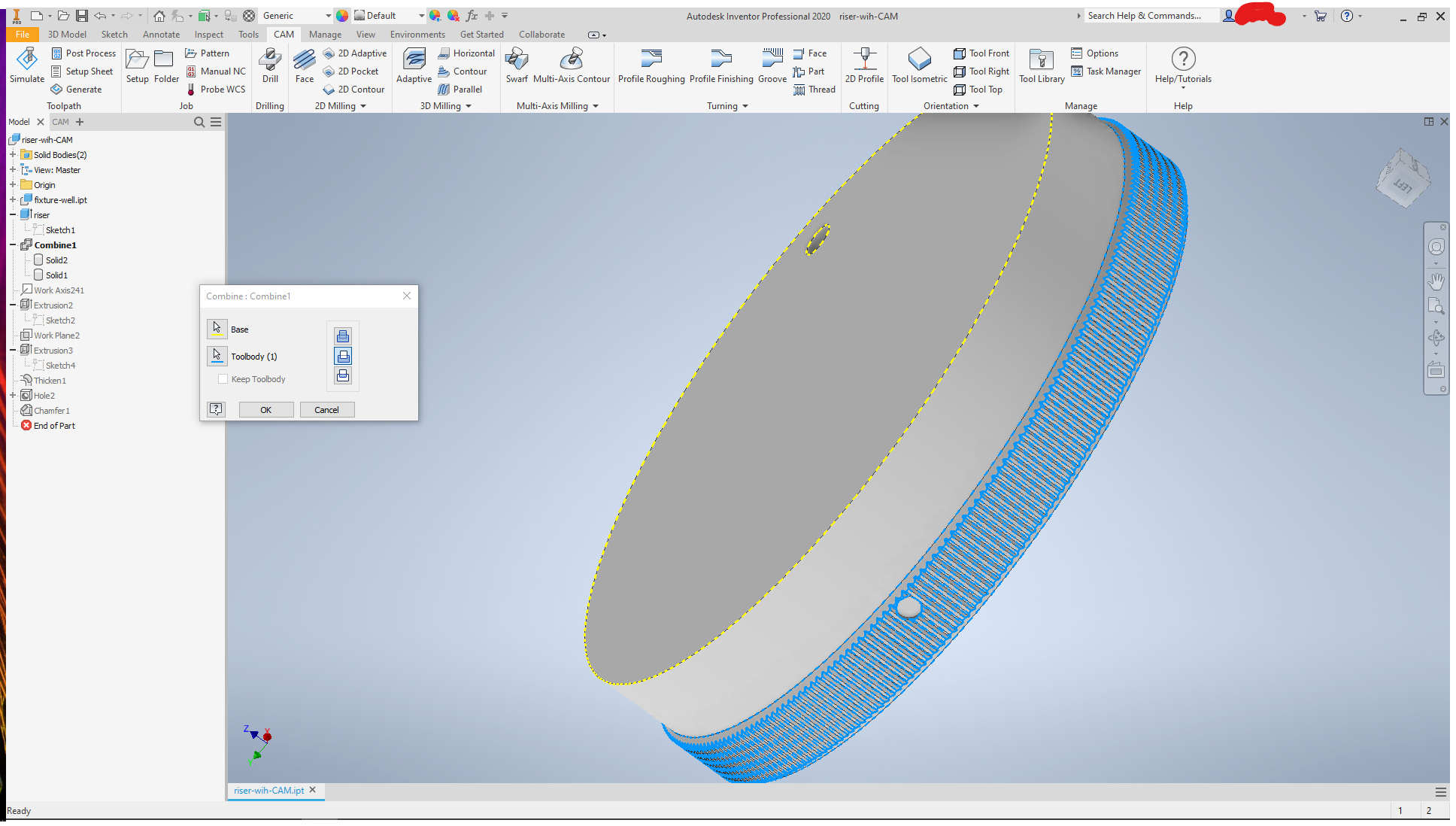
and used as the basis to derive a solid for the riser
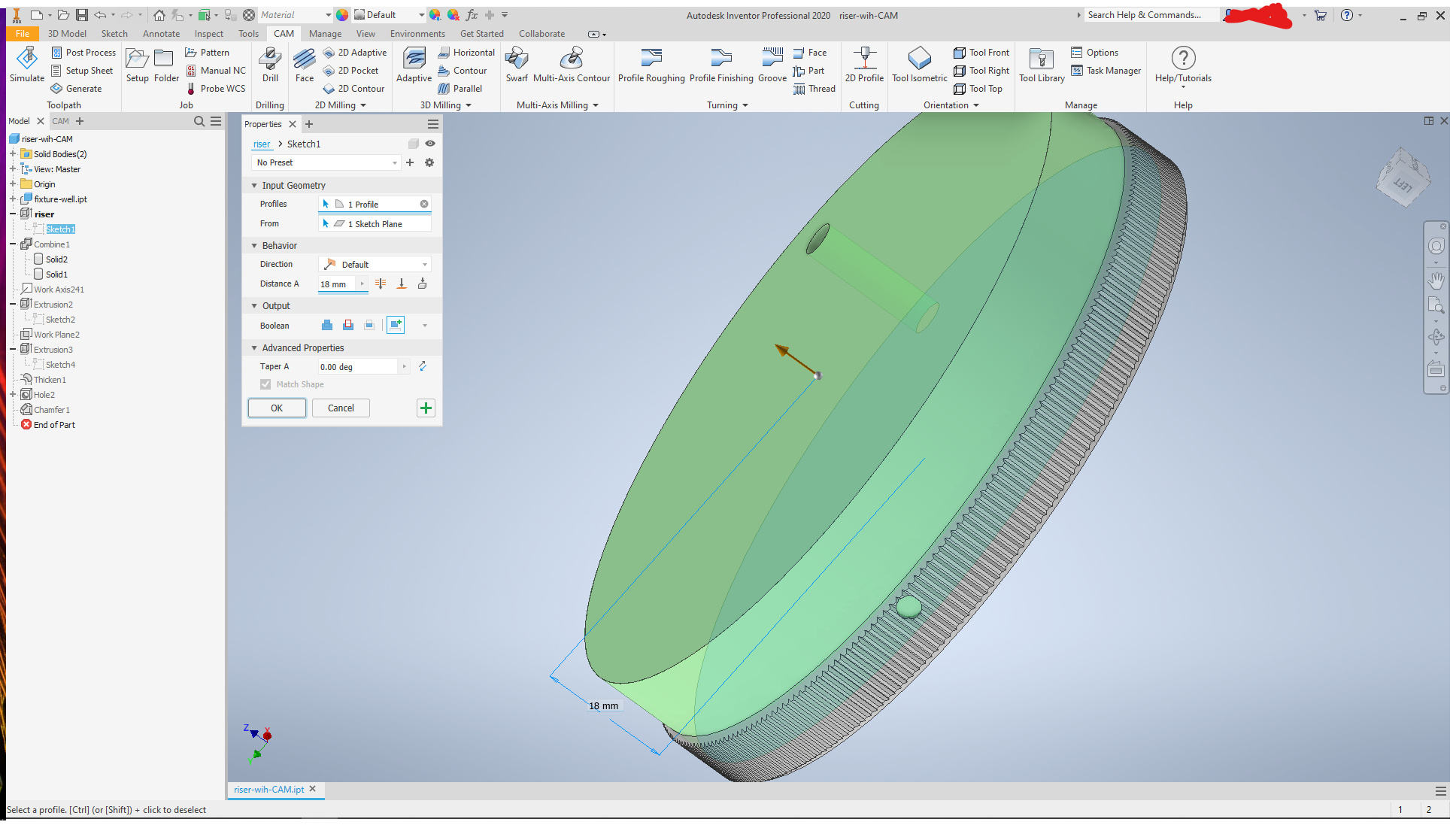
by using the well as a cutting tool
A flat was placed for the holding screw to seat to
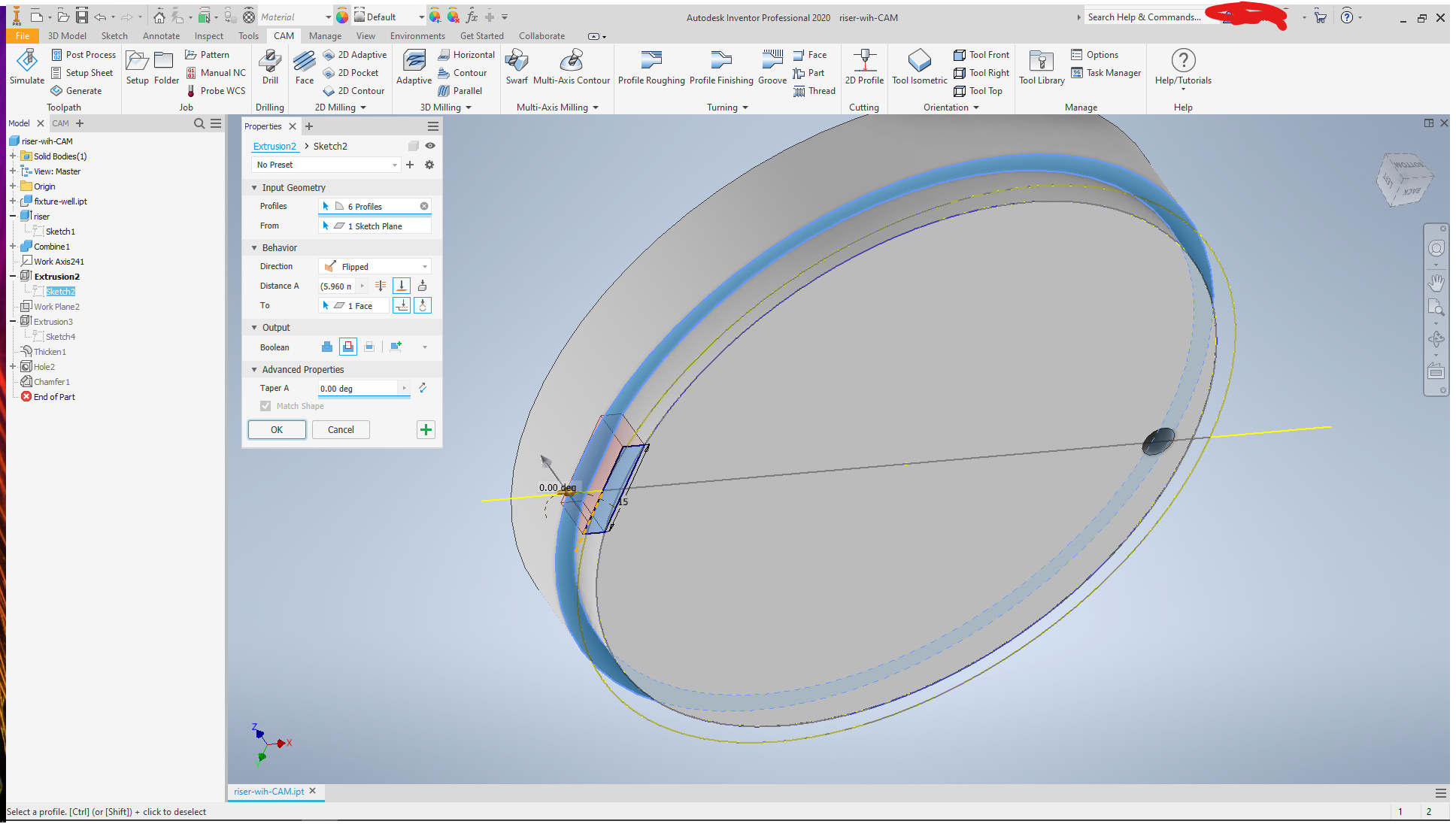
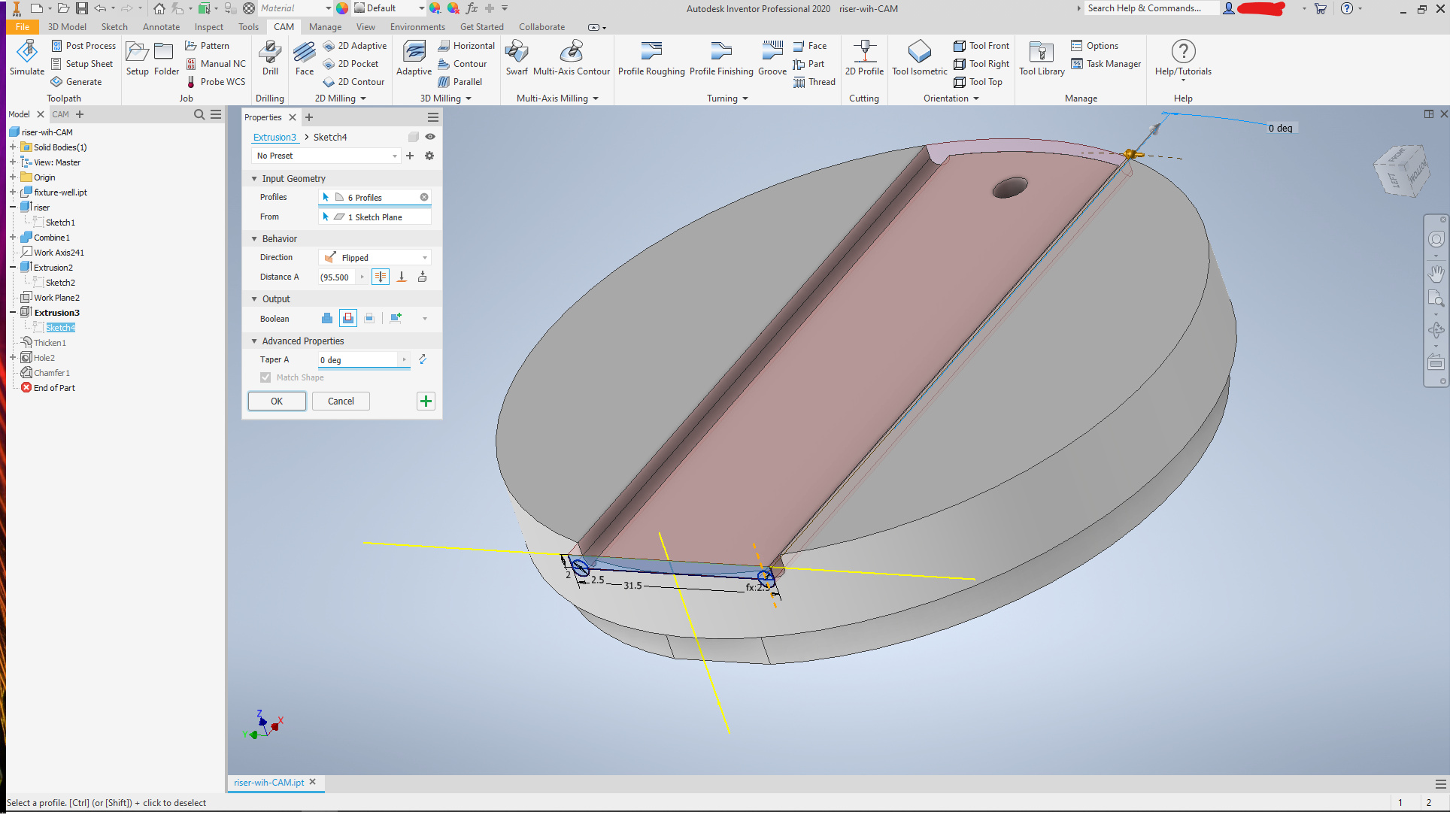
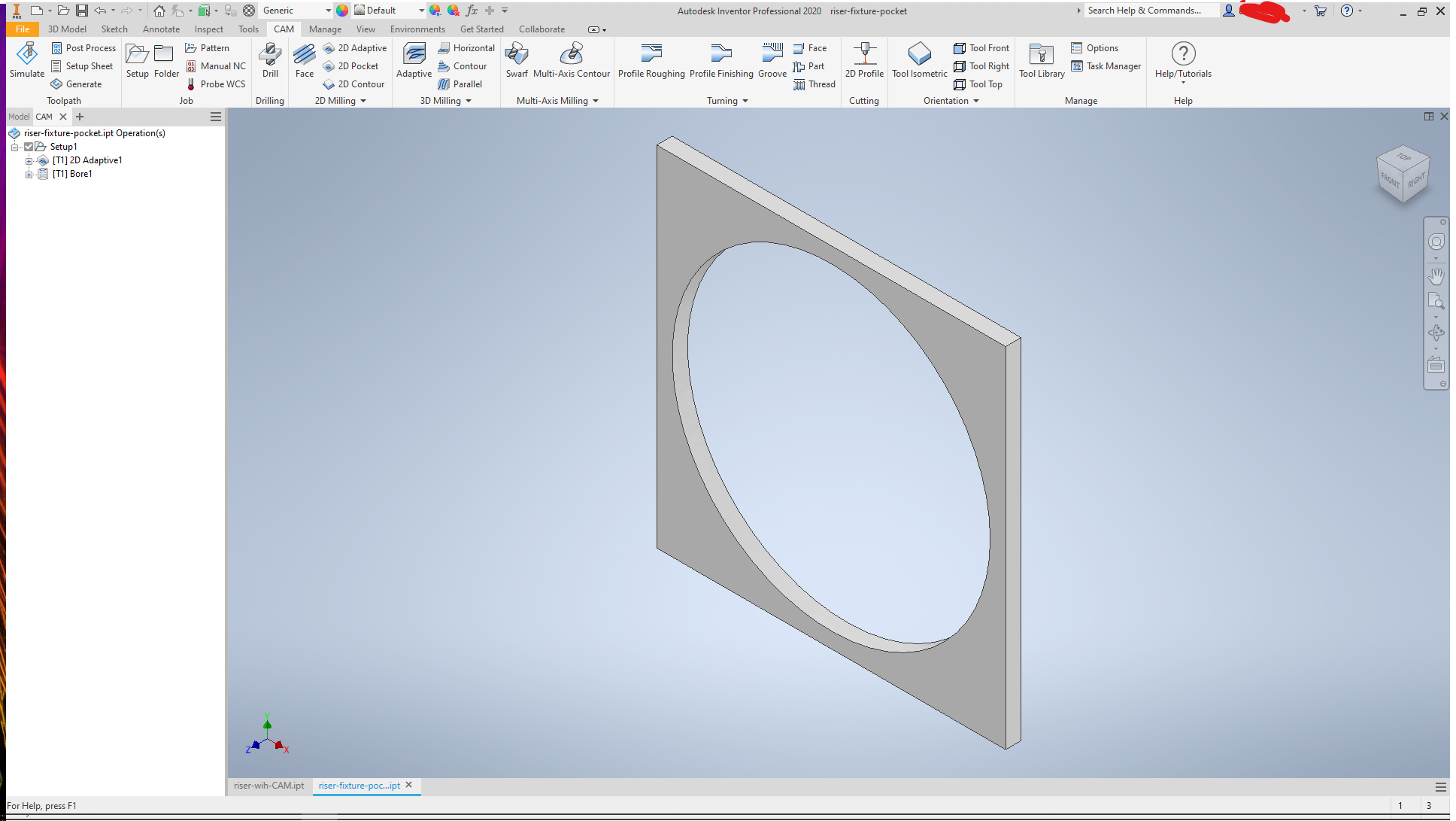
and a seat cut for the vee block, with reliefs at the corners to keep crud from binding it up
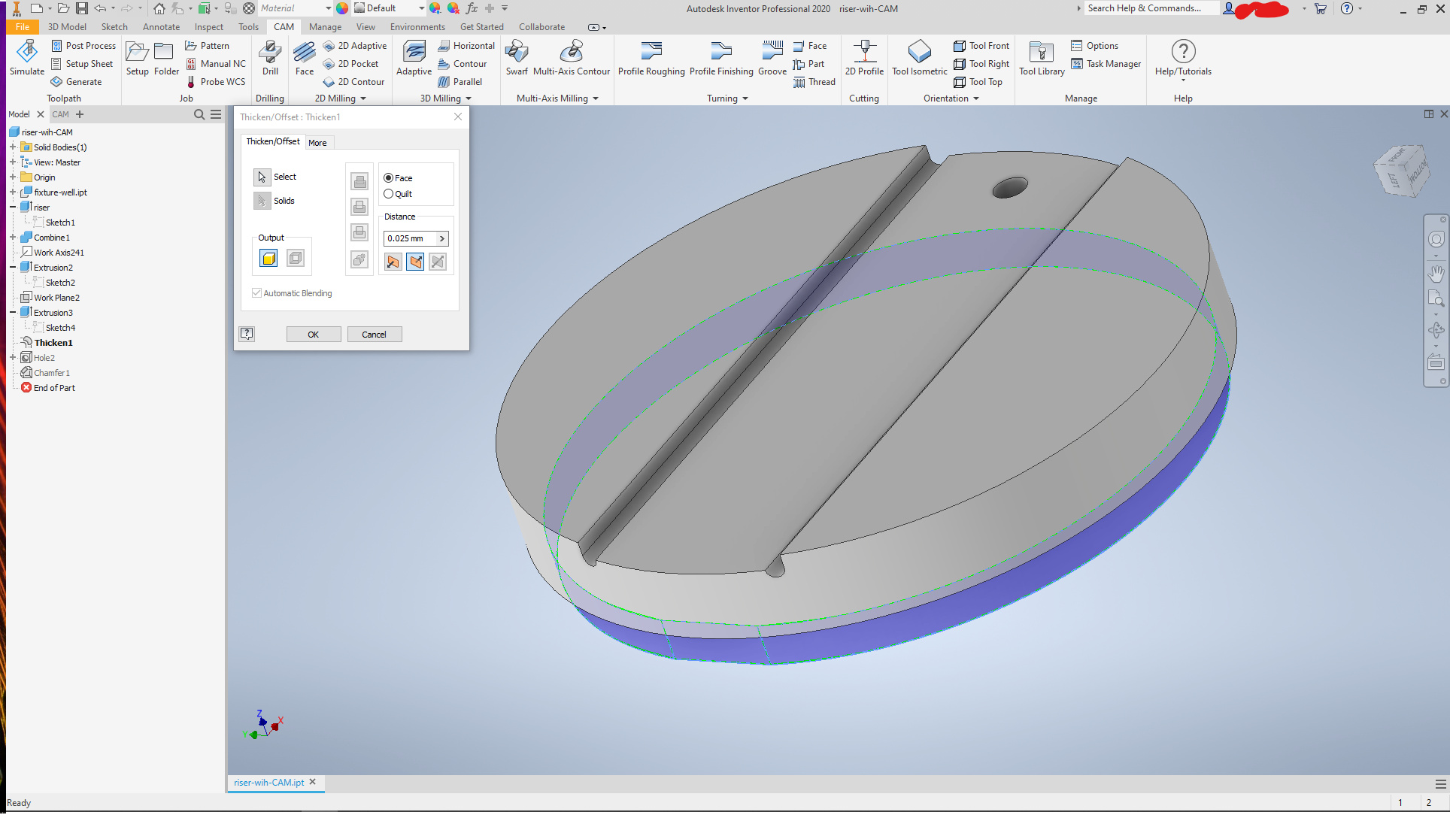
and clearance was added for inserting into the plate by offsetting the OD at the bottom
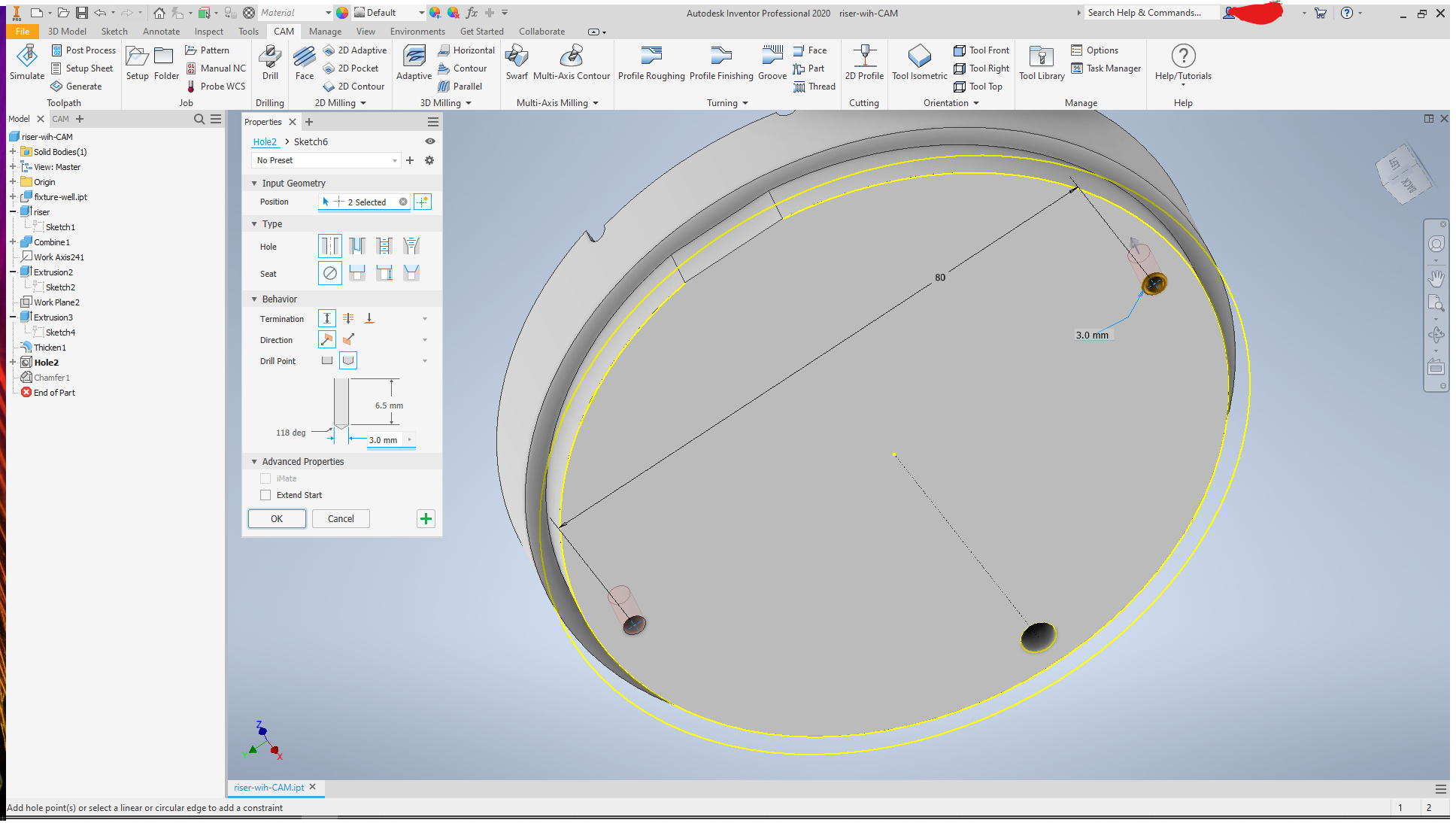
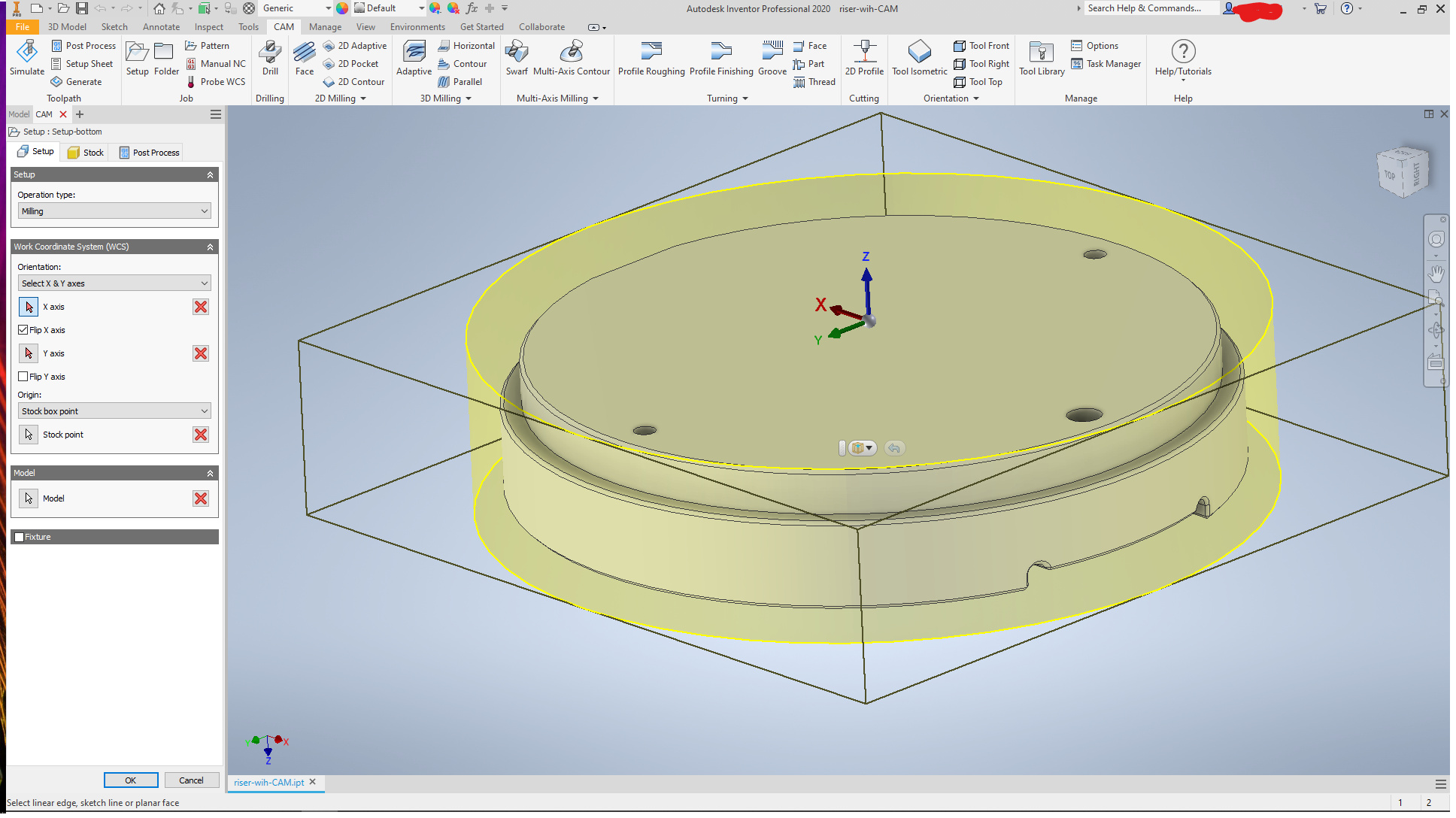
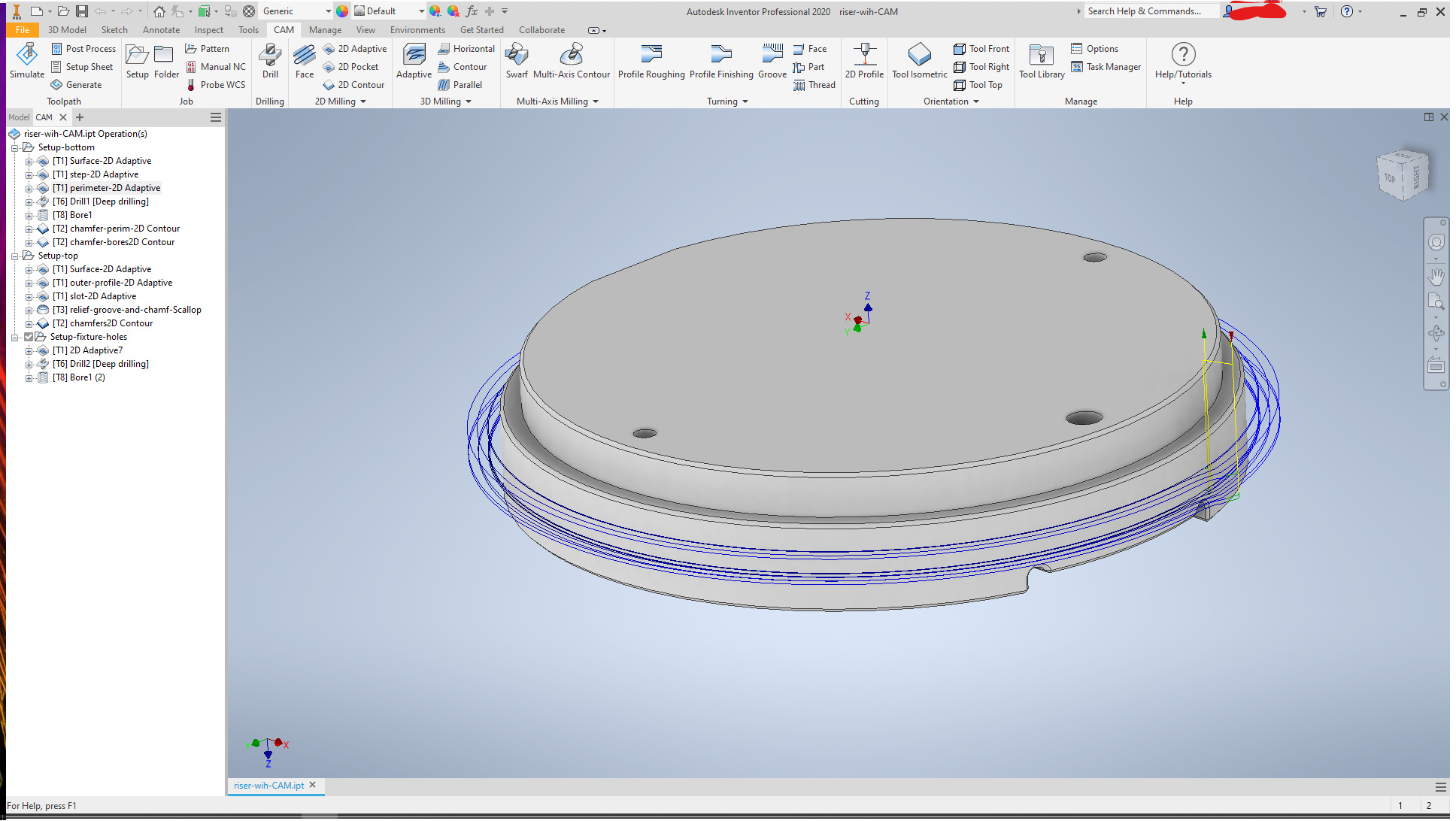
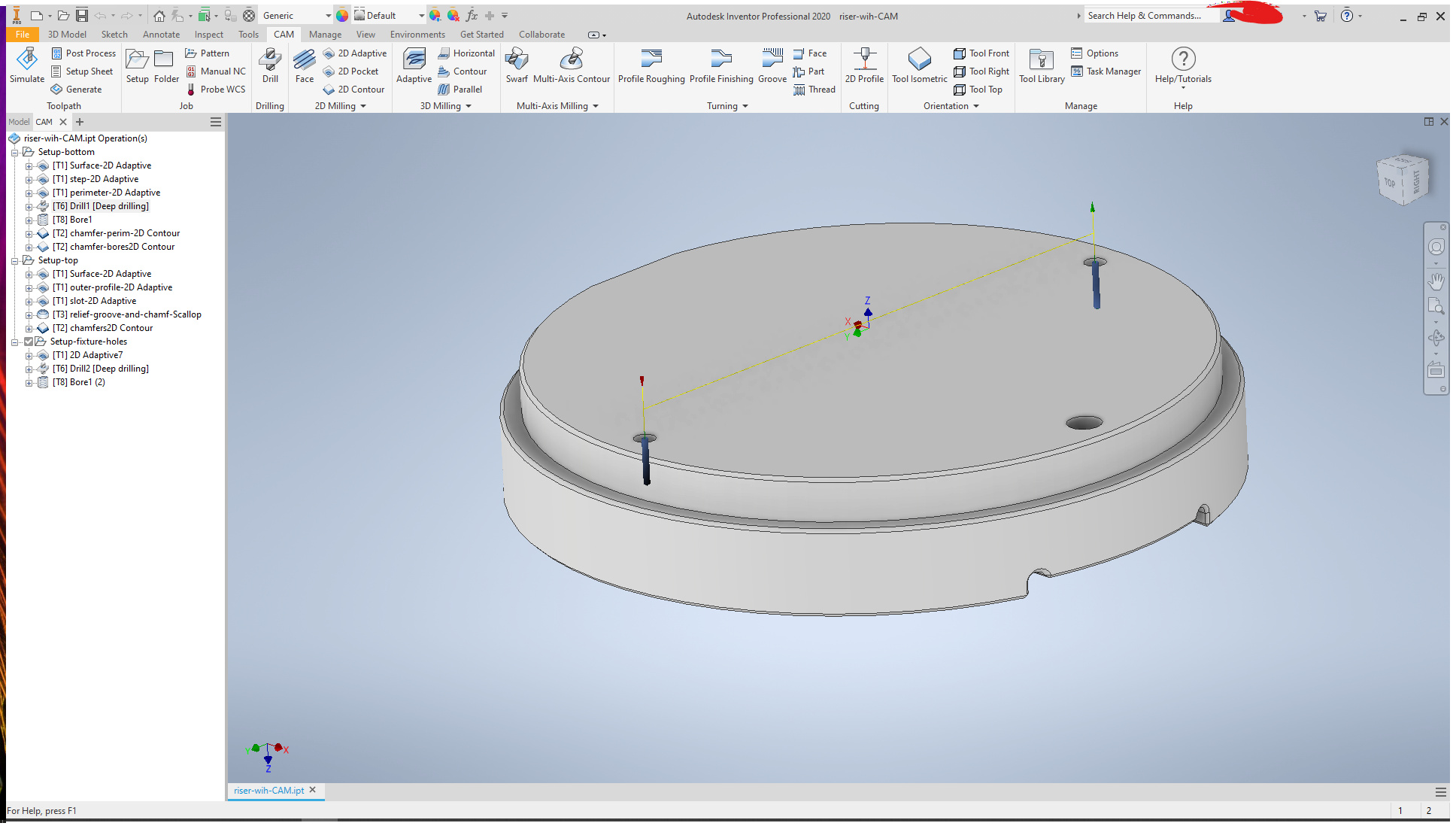
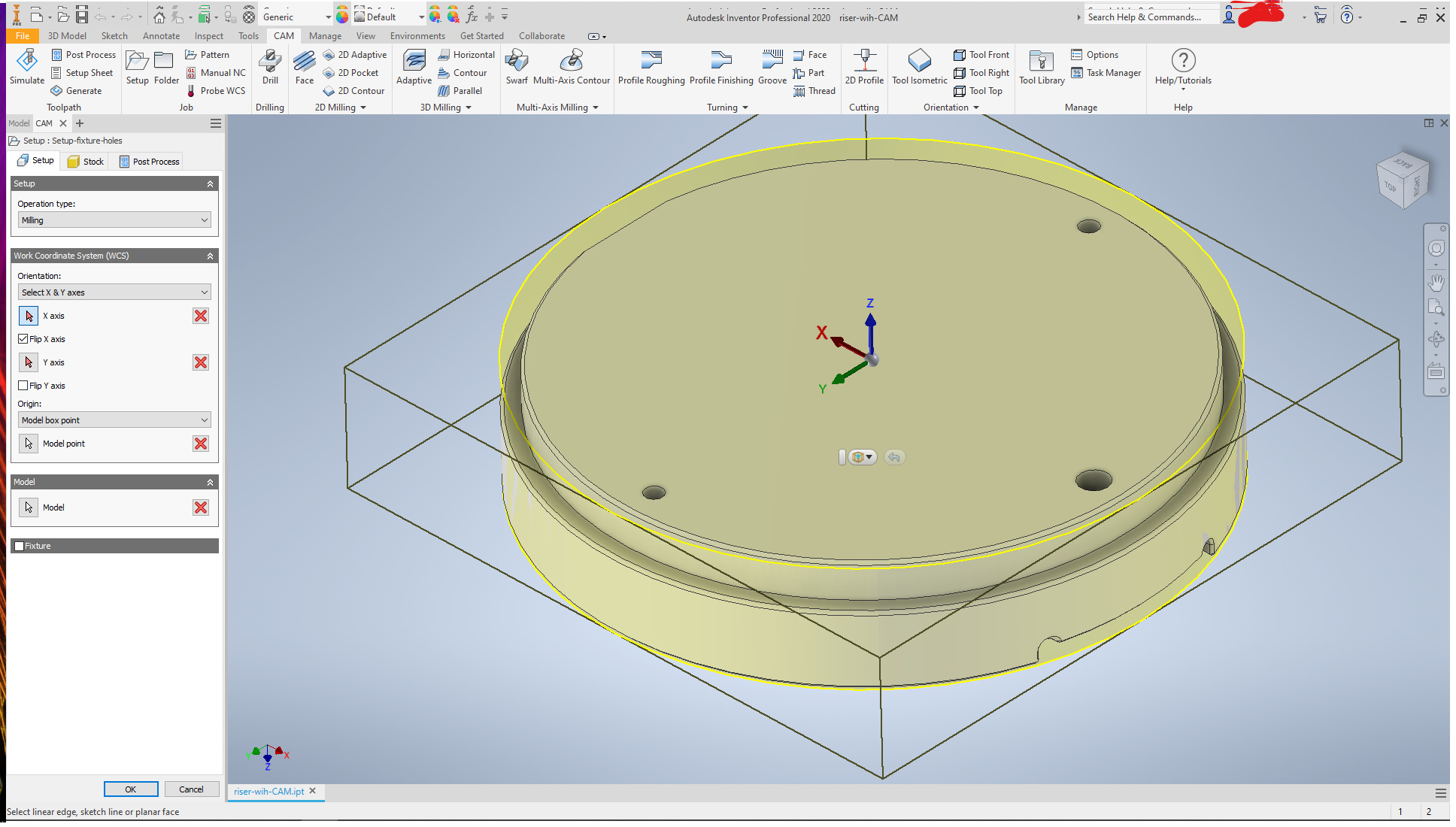
And, as part of the setup for machining (this isn’t the base model— this is a working copy for doing the CAM) holes set for 3mm diameter dowel pins. This allows the two sided machining to be done with proper alignment.
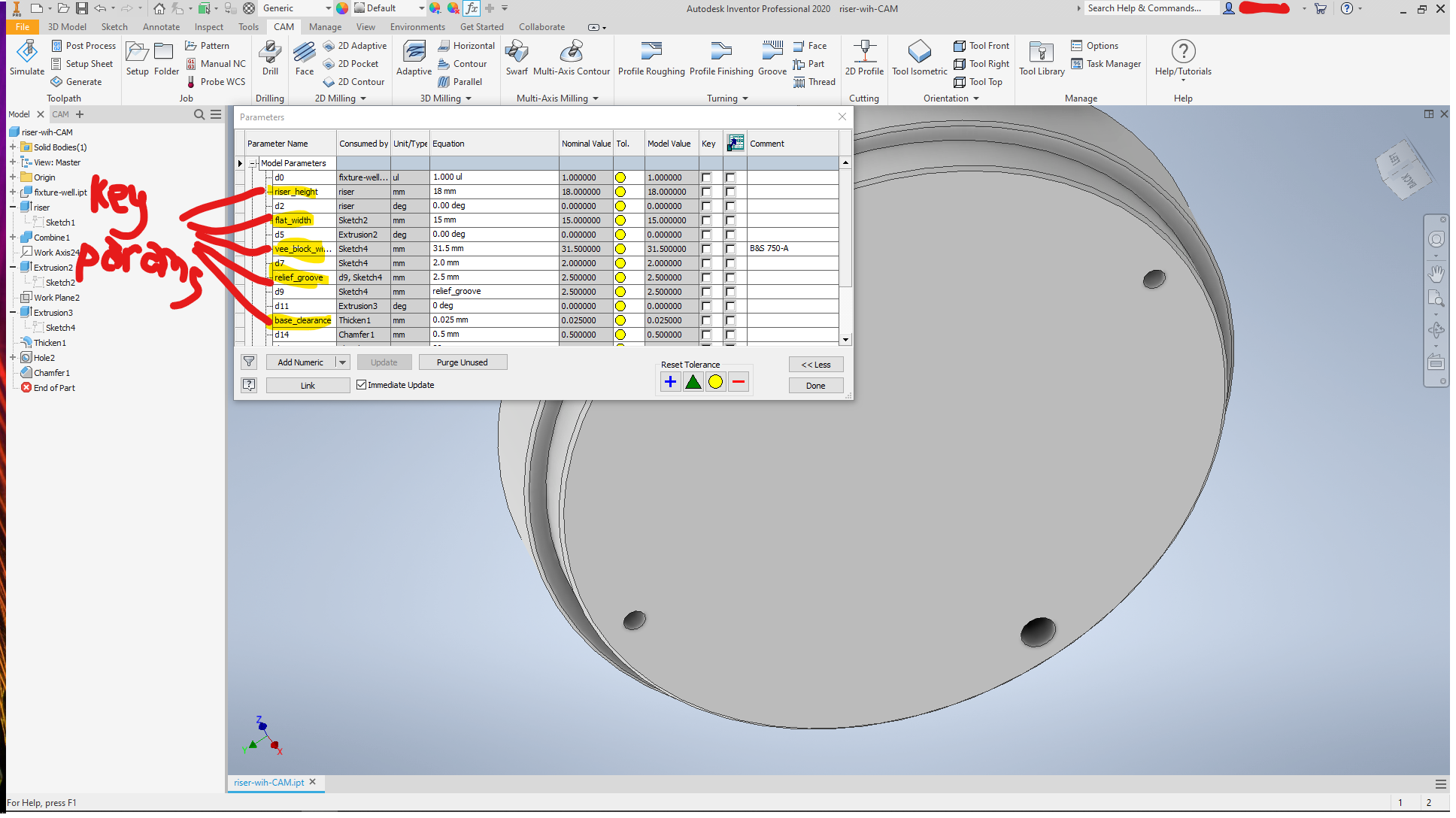
You can see that many of the key features were defined as named parameters to make them easy to work with. There were only a few things where the named parameters were used to derive other features (the clearance grooves coming to mind)
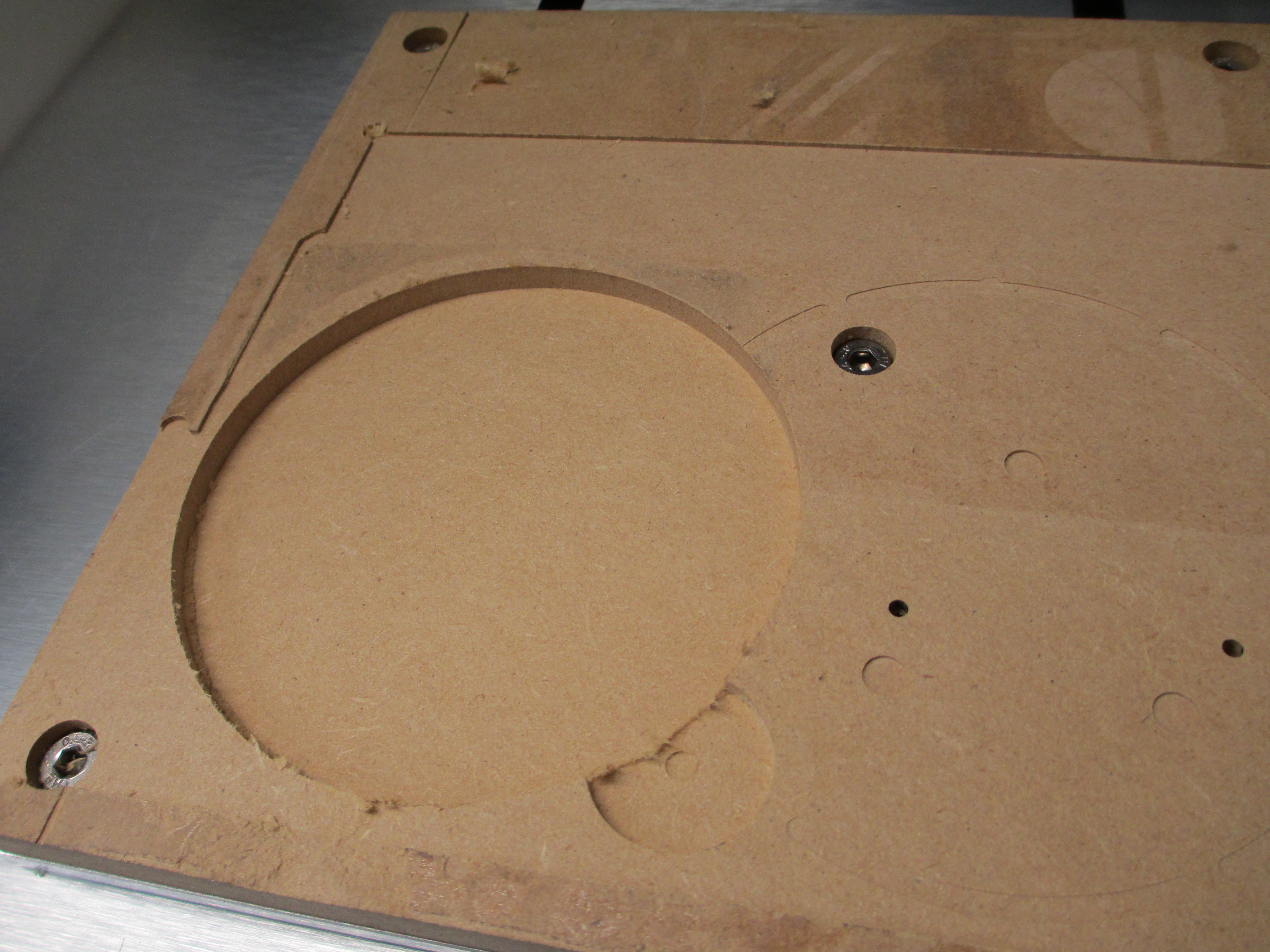
Another simple model was made to machine a pocket to hold the base stock. It was used several times, as after the initial cut (intentionally too small) the size was offset to bring the pocket up to the correct size.
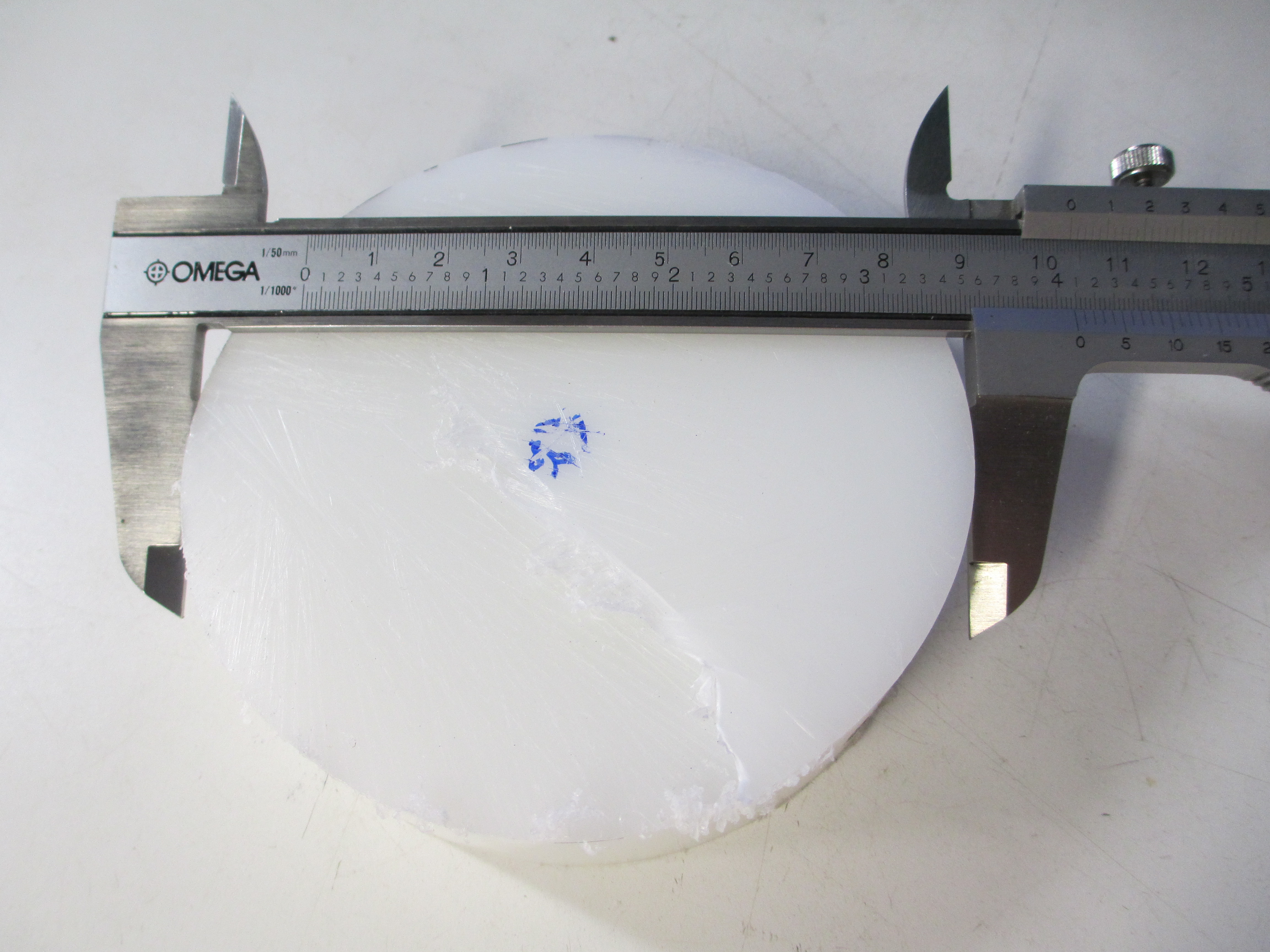
I think it took three iterations, as the base stock is a bit less round than I would have liked (out of spec, actually-- 101.6mm nominal, -0, +0.5. Actual was 103.7mm one way and a whopping 104.9 max.)

The stock was a snug press fit and no other holding was used.
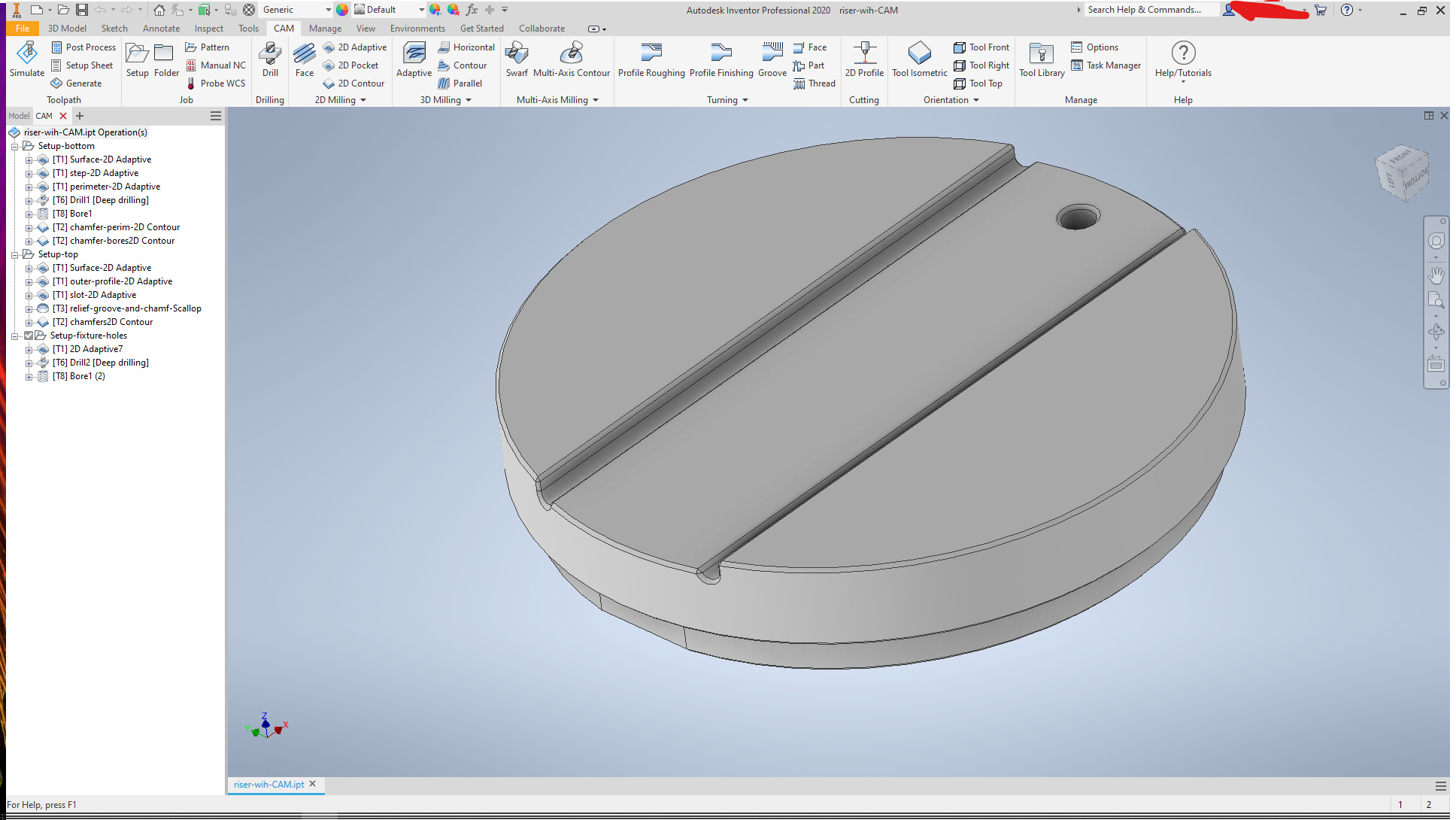
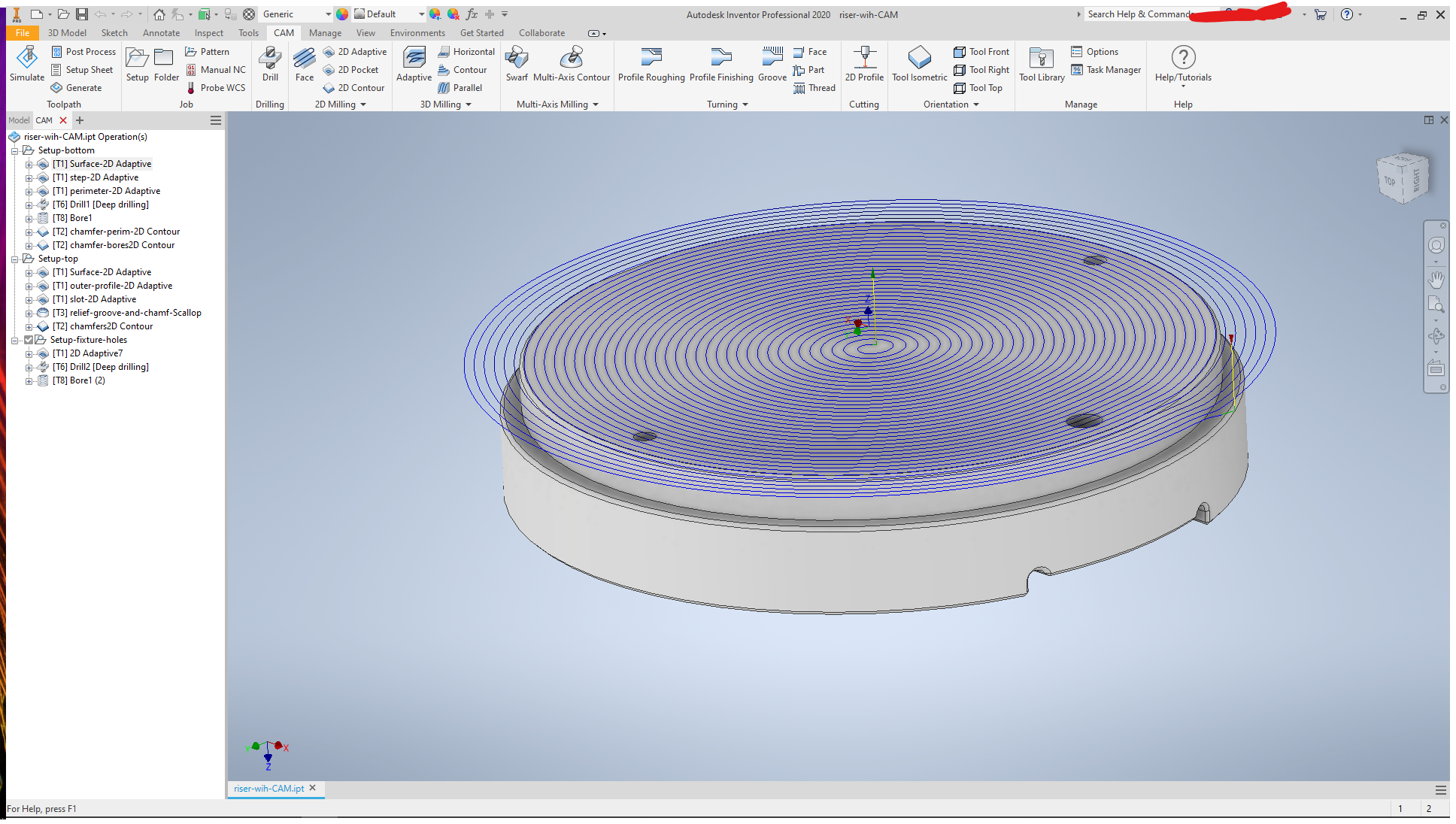
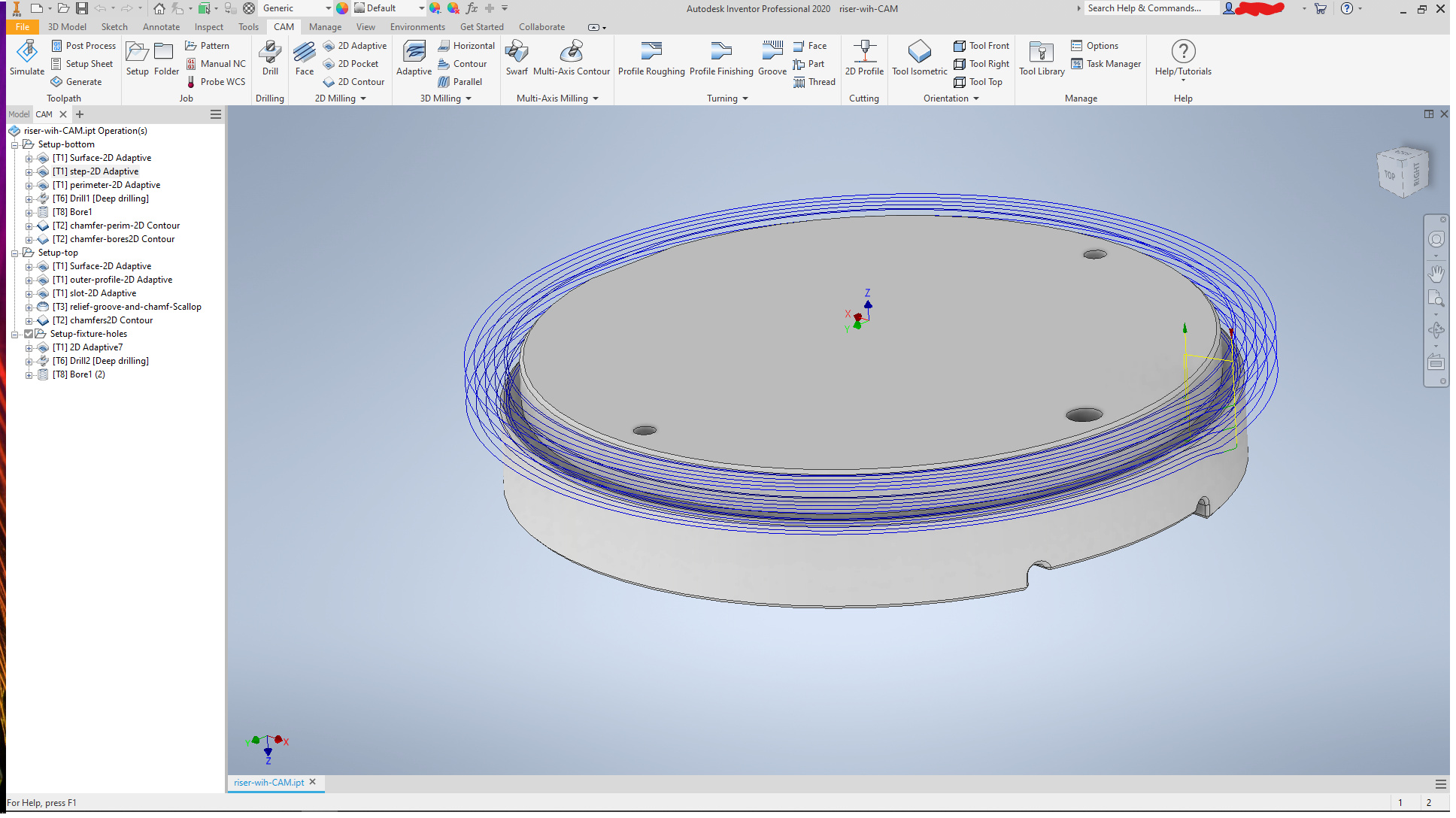
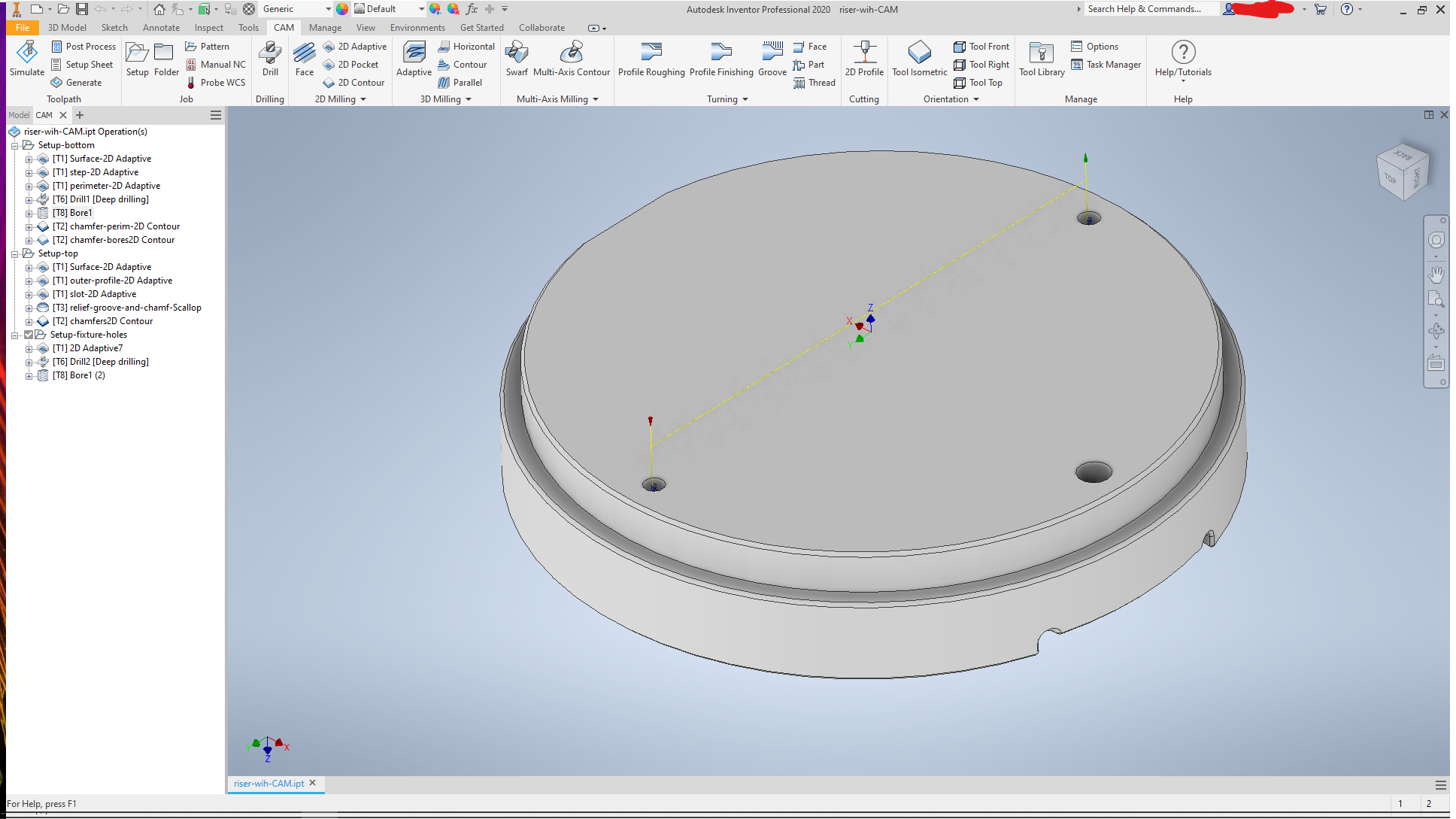
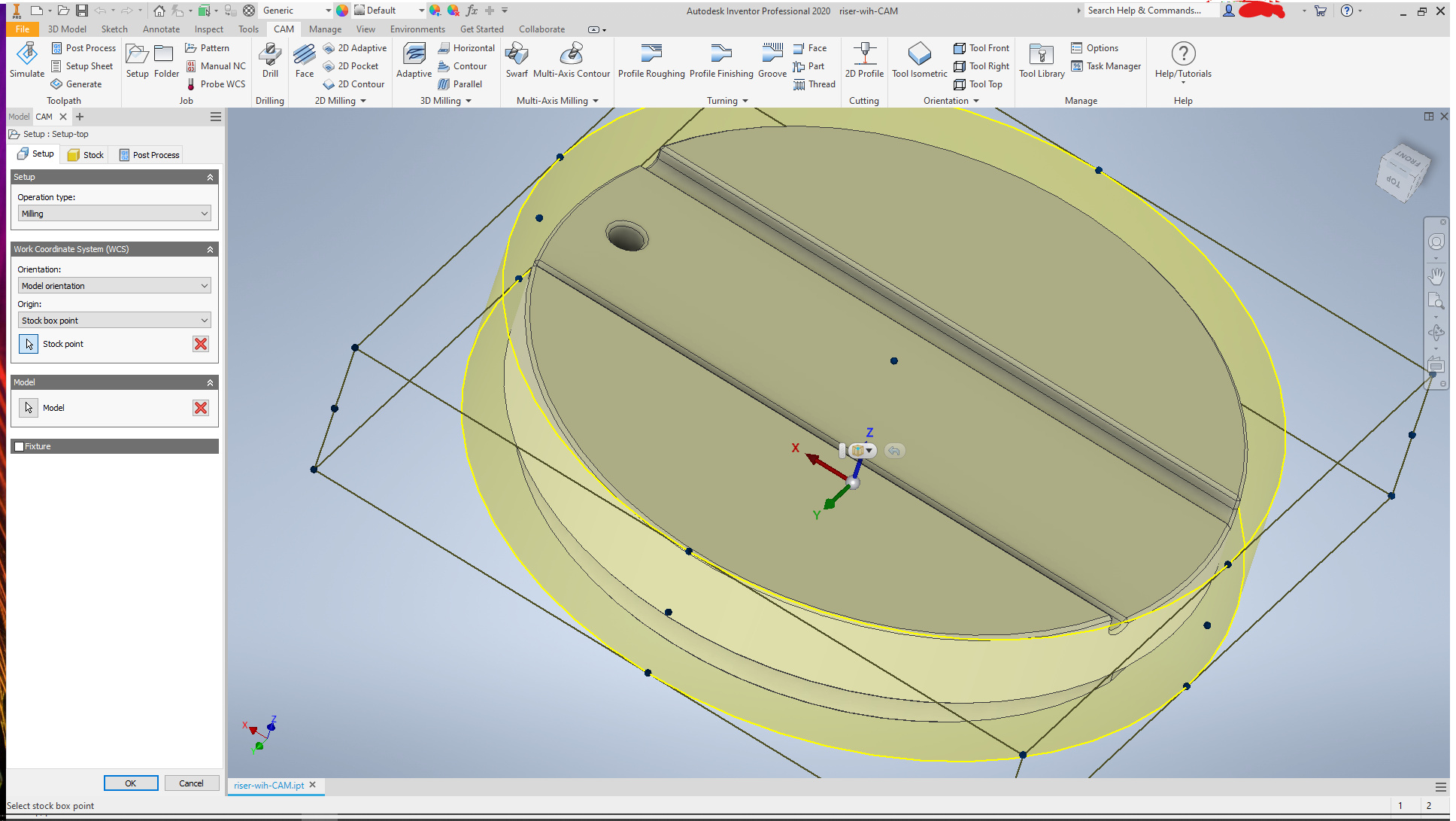
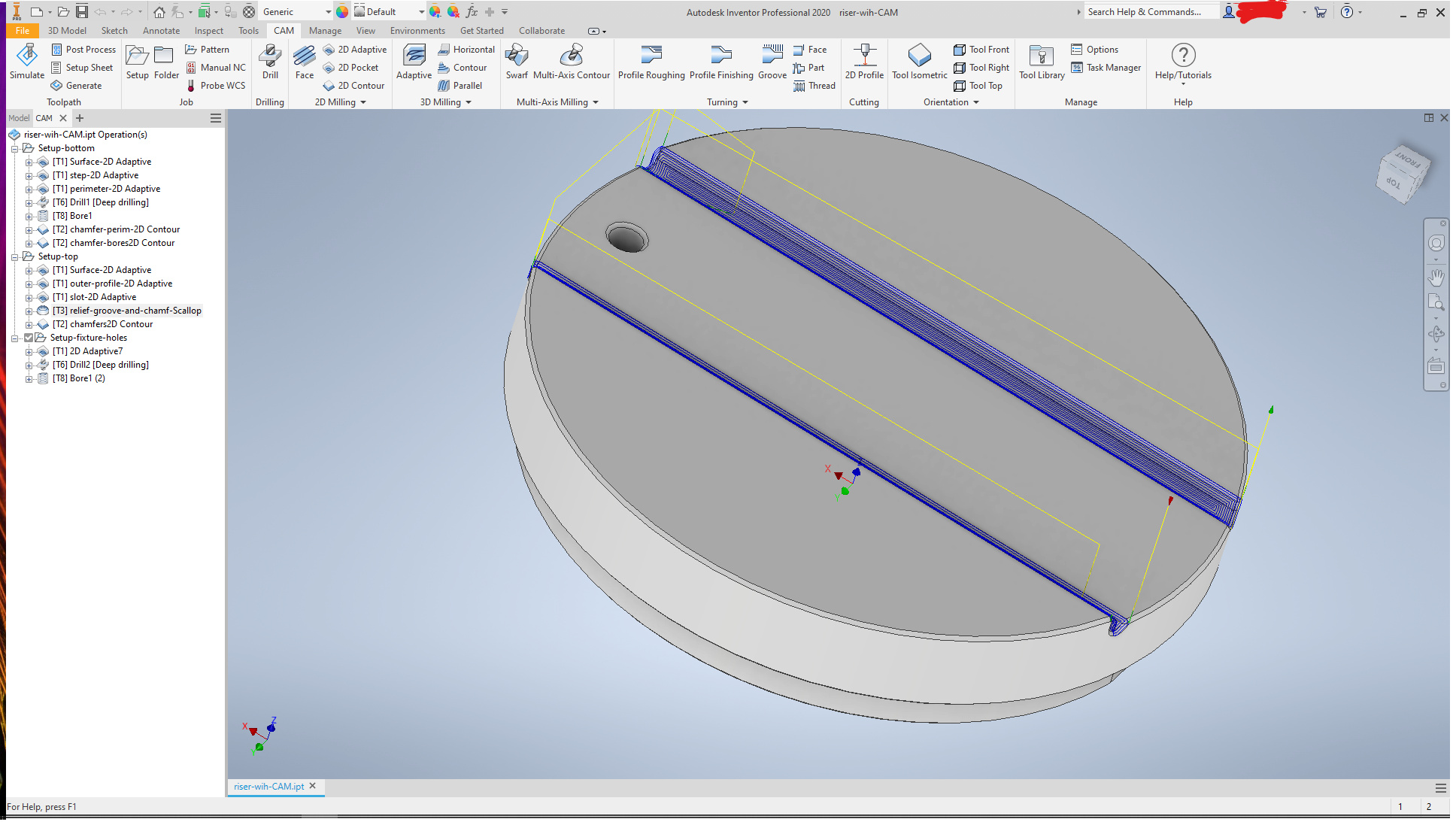
These are the CAM operations for the main model.
The bottom first:
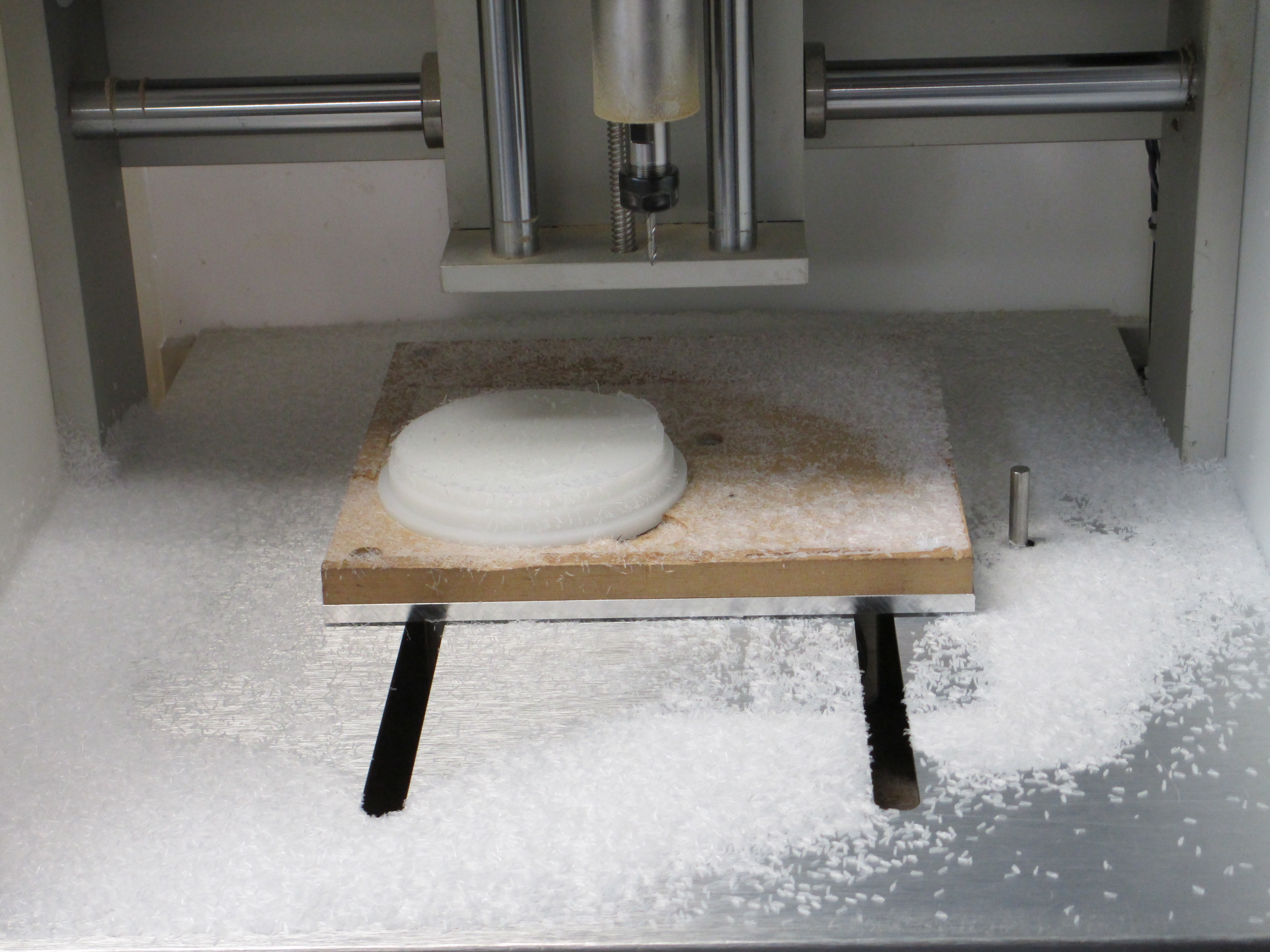
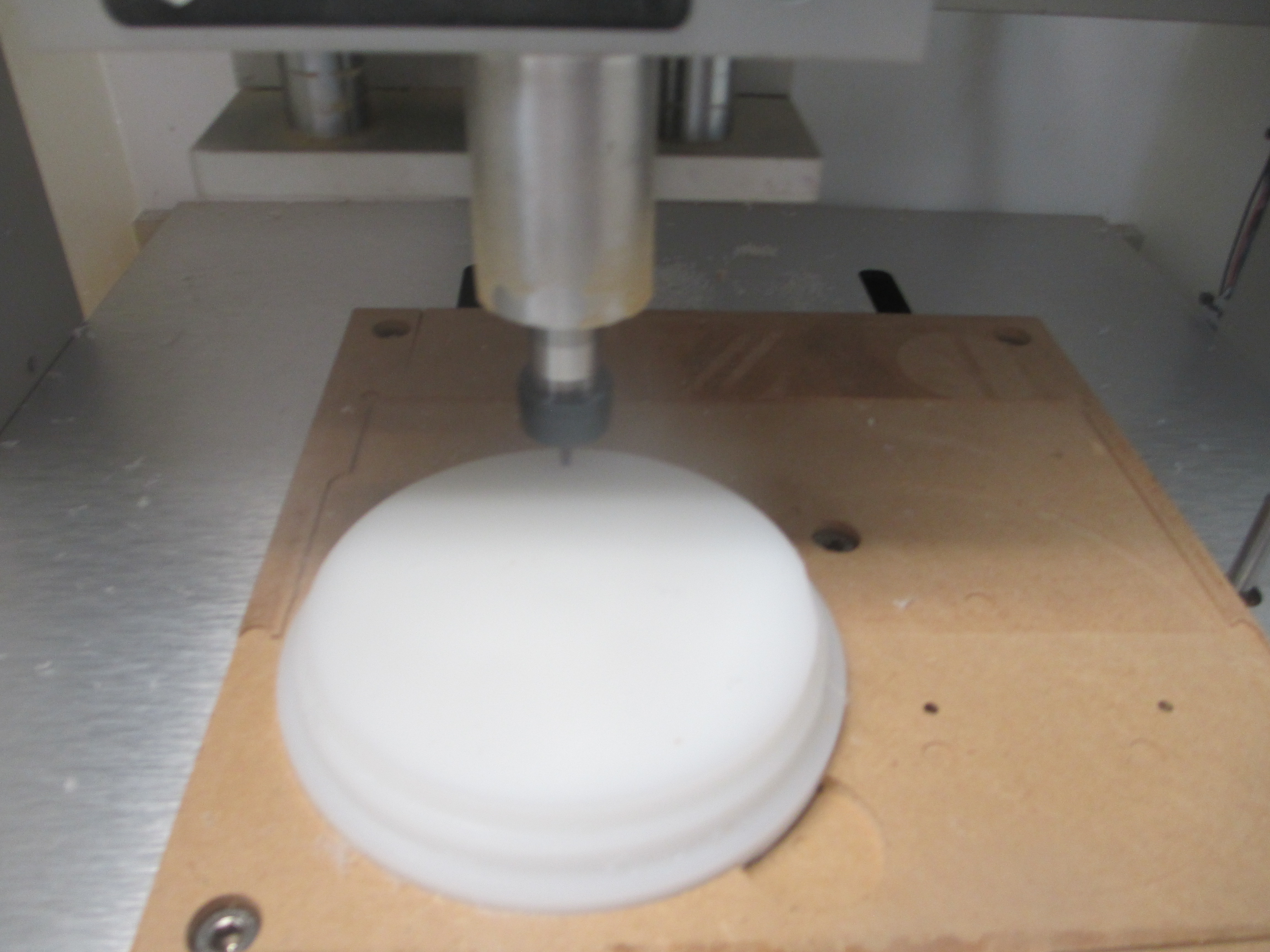
The boss to fit the well plate:
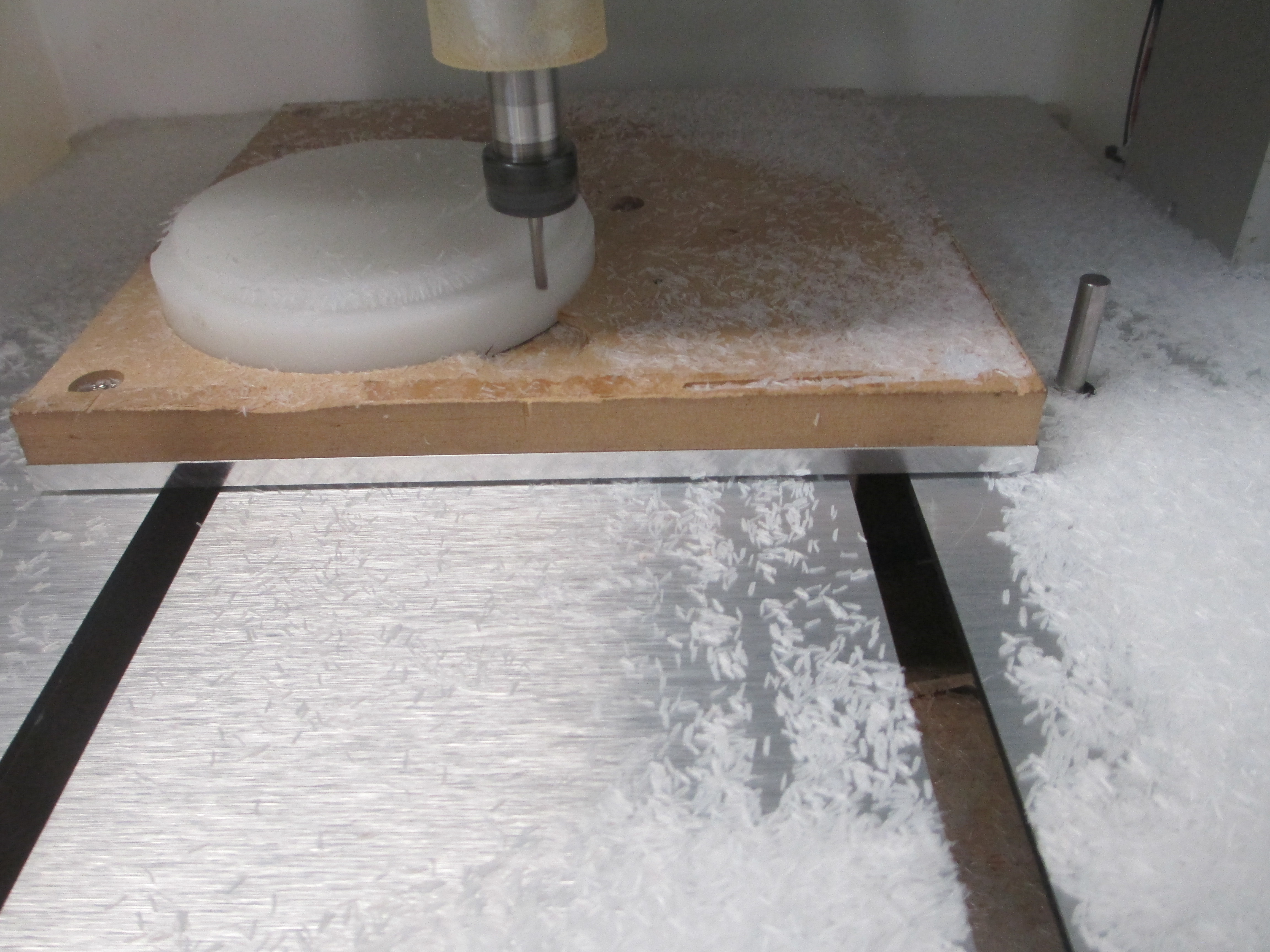
to get
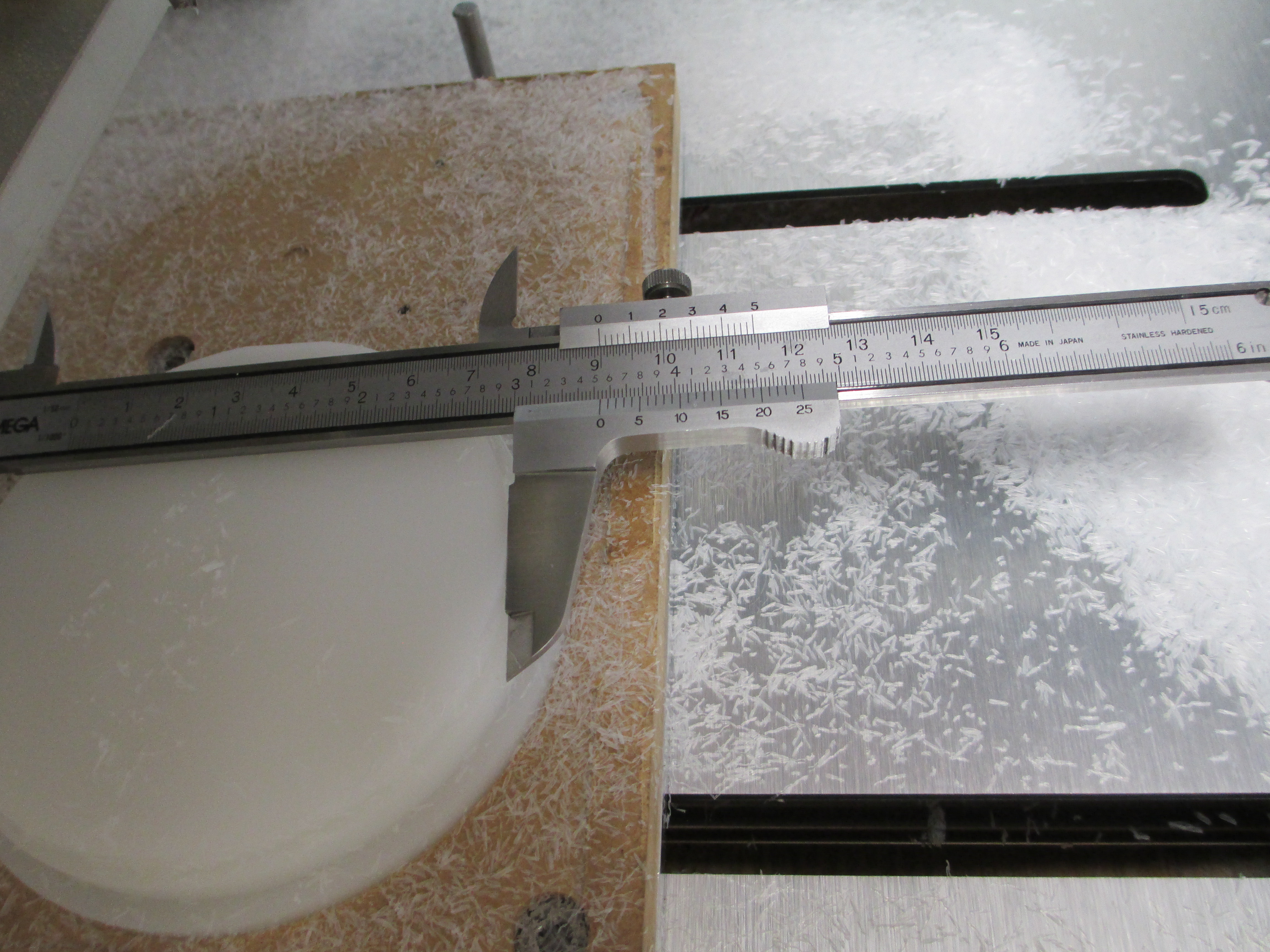
Check the size
Then the lower portion of the OD
and dowel holes
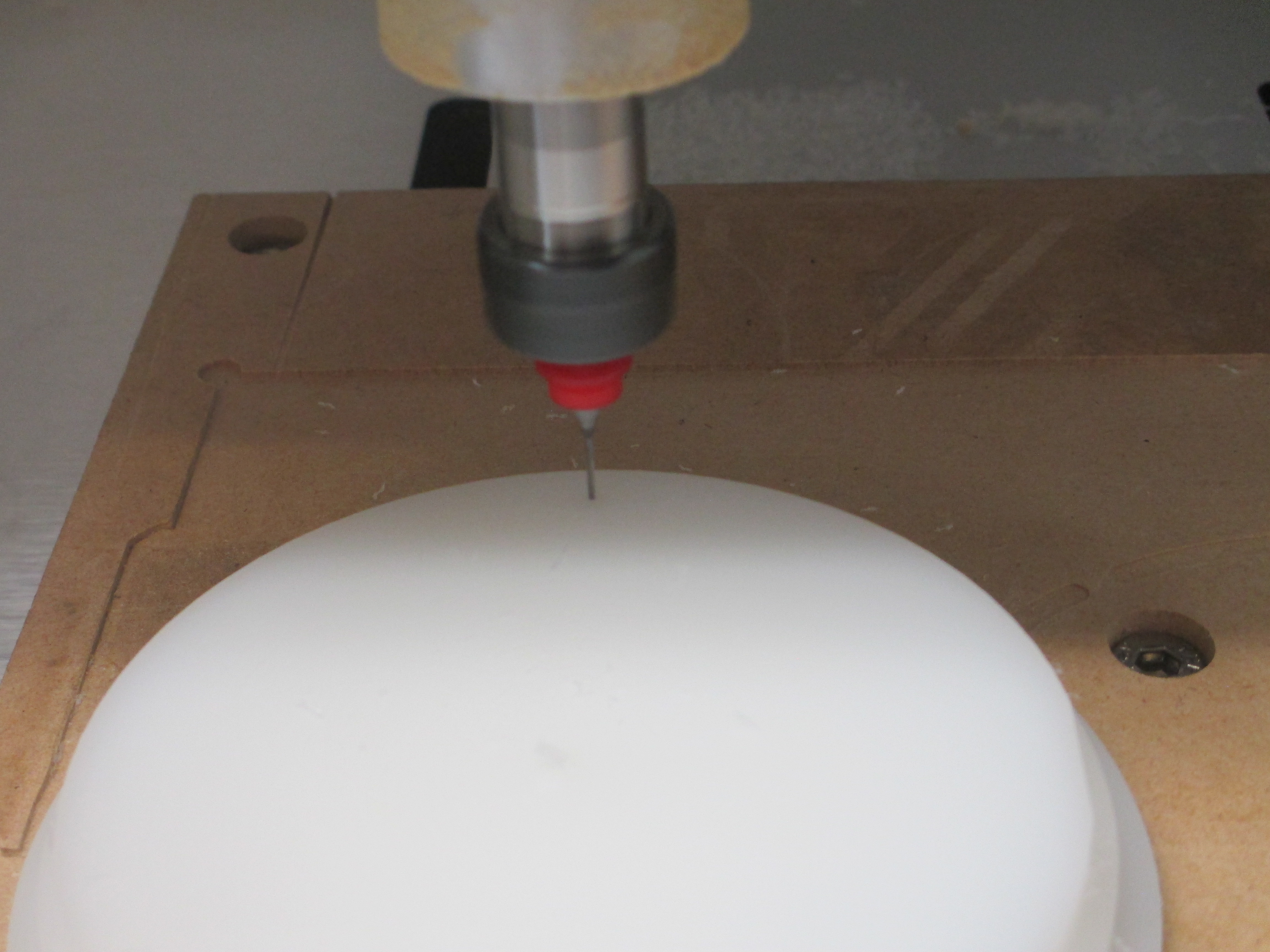
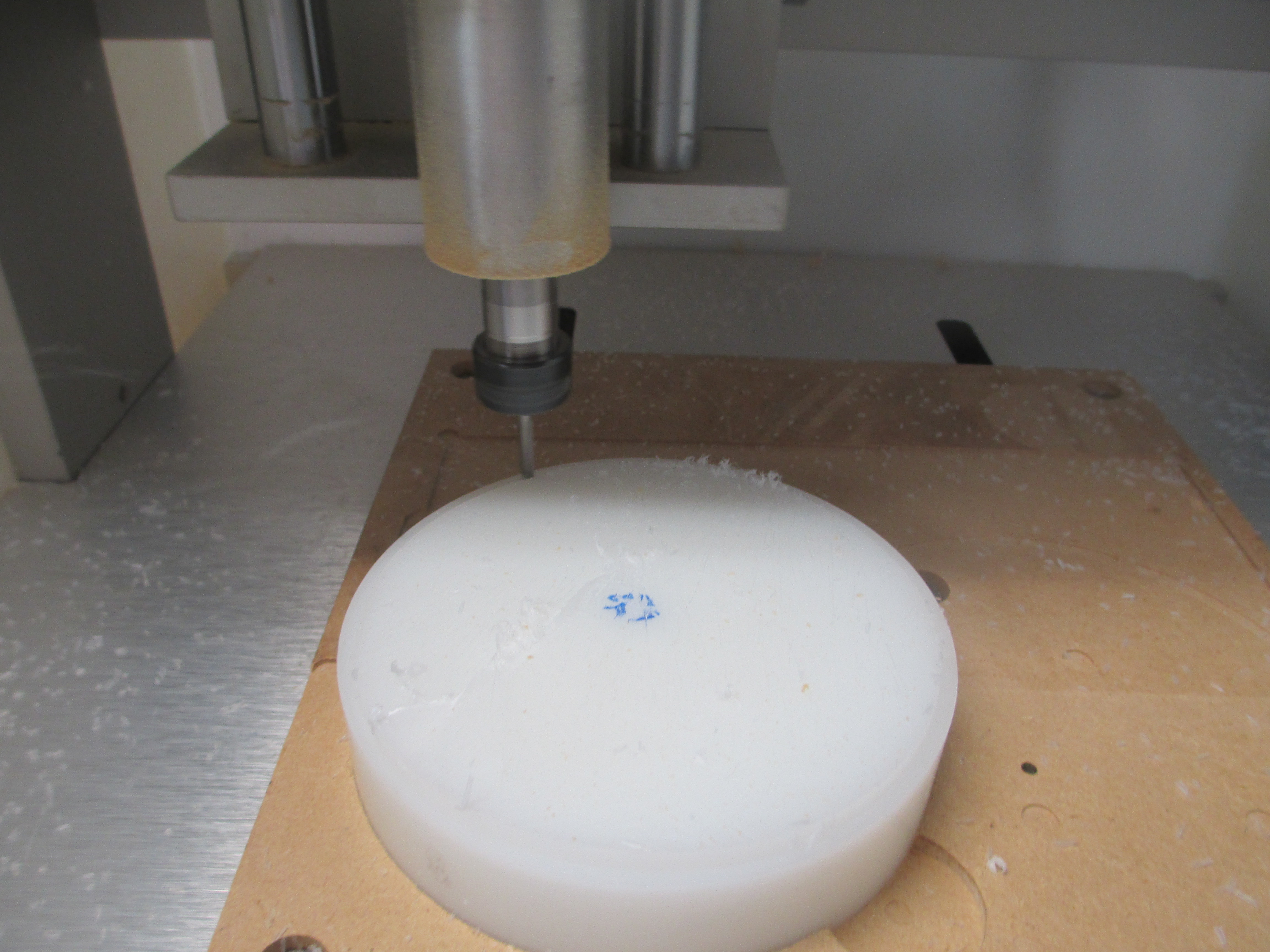
The dowel holes were piolted with a small drill to provide clearance for the endmill to cylindrical bore. Technically not needed since the bore is less than about 1.8 times the endmill size and it will essentially be a helical entry, but the bore is so small relative to the endmill that the center may not clear properly, so a pilot reduced tool lossage and work lossage. The time for all of this is seconds.
And then chamfers
Do the dowels fit?
Yup.
Now machine fixture points for the second setup
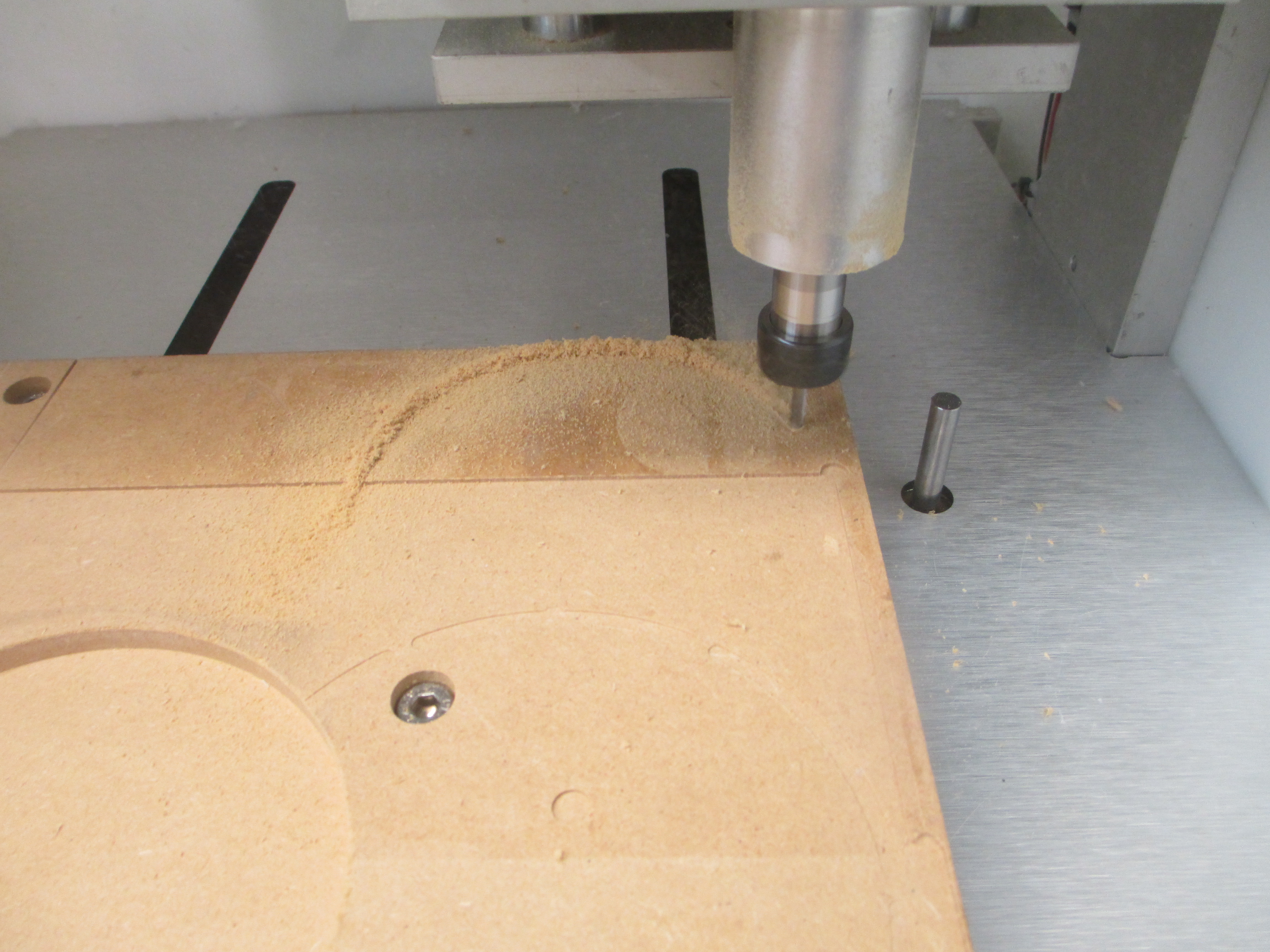
The setup for this is the third setup in the main model. I copied the operations from the first setup for surfacing and the dowel holes, and made the origin match the origin for the second setup (the bottom center of the part)
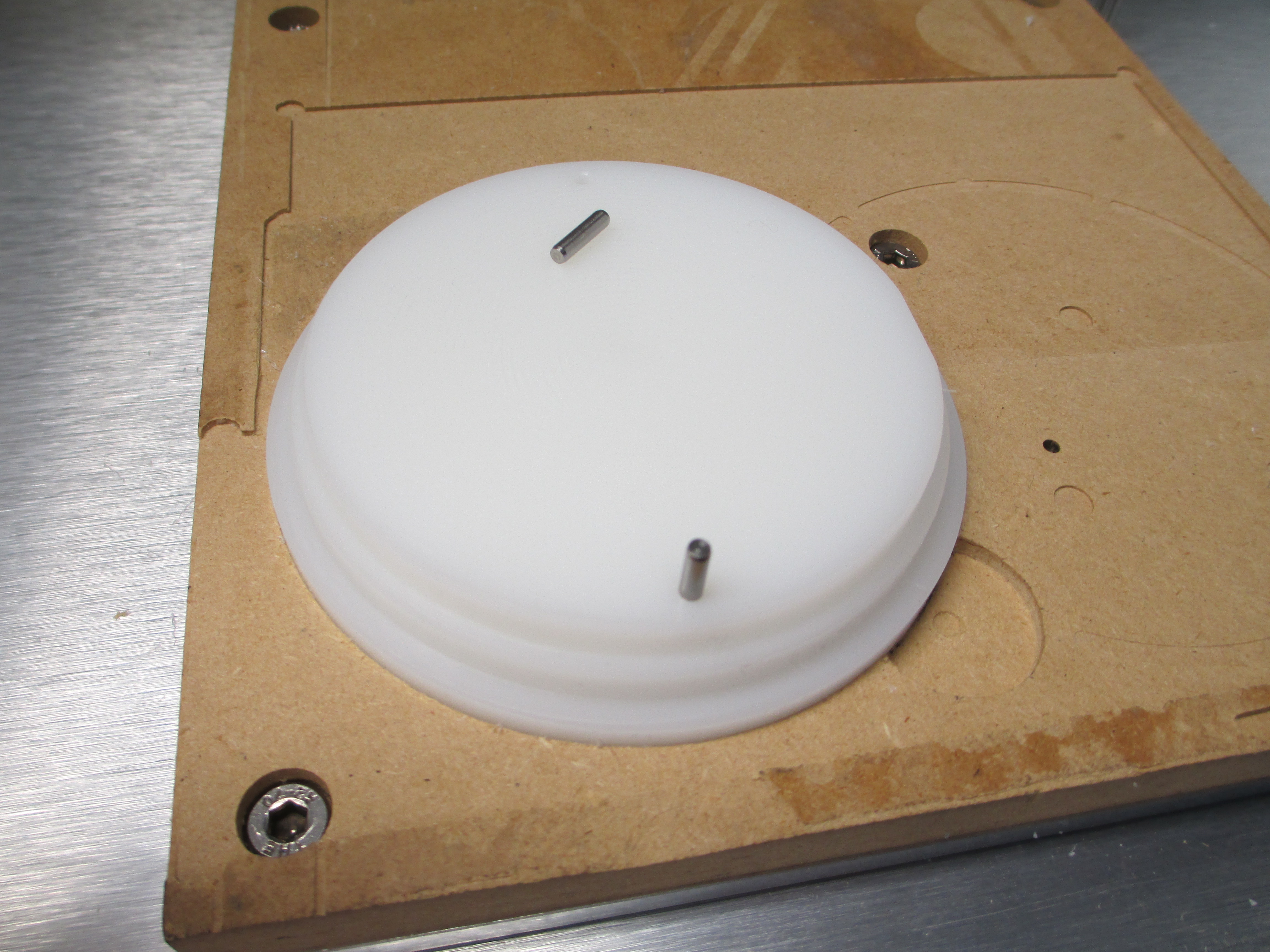
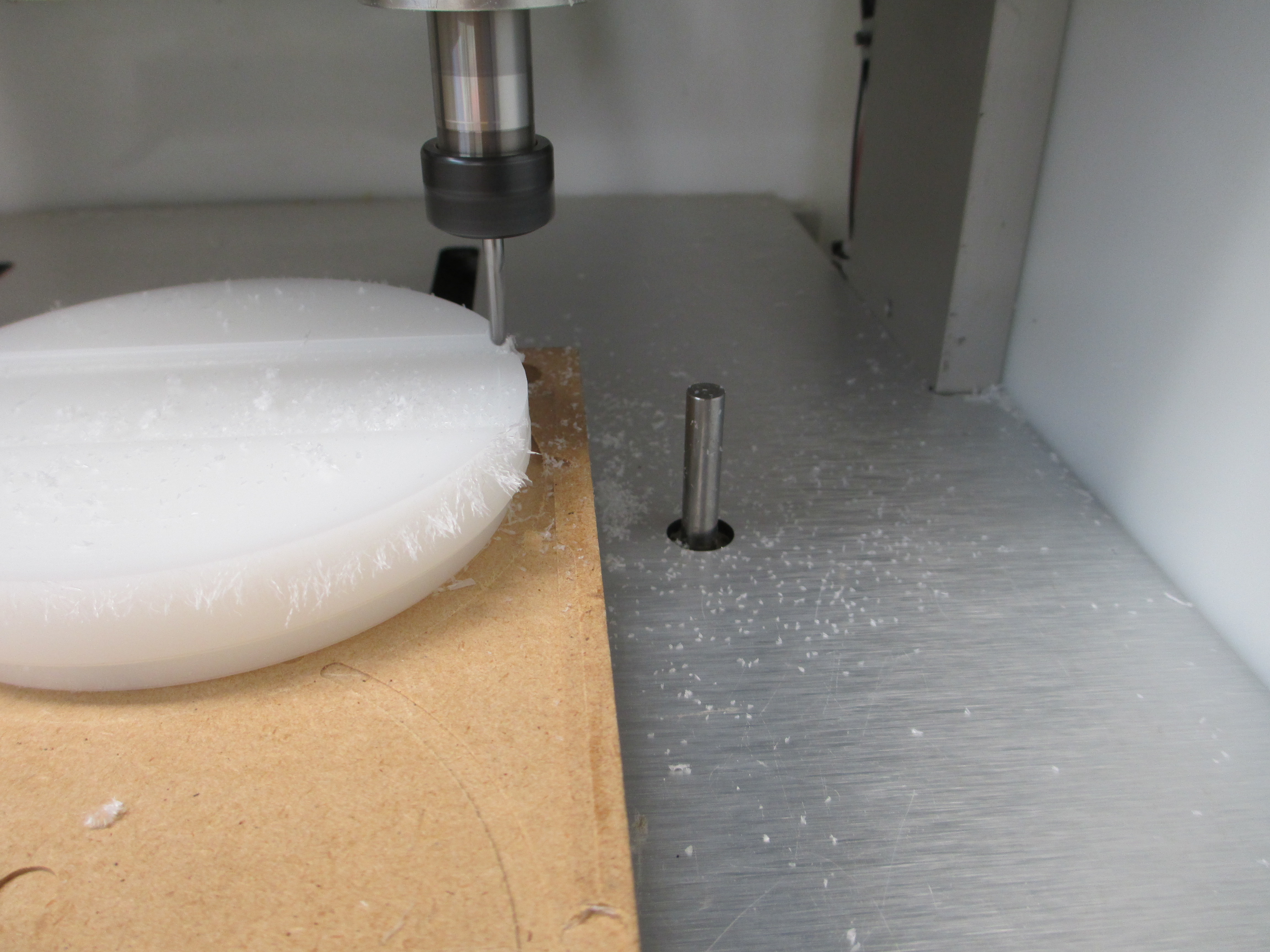
put in dowel pins

and mount it

using a strip of 3M 467MP. The dowels are tight, but there isn’t sufficient surface area to prevent the part from lifting.
Machine the top (nothing to say here. Much the same, except for the relief grooves)
Final chamfer being put on
And test fit the vee block after a stiff toothbrush cleanup
As I had already run a test part, the side play is <0.05mm, which is what I wanted. The block is free to slide endwise, but has a little drag. The first test piece took two or three shots to get it sized right.
The model is attached. [riser-with-CAM-inventor.zip|attachment] should anyone want it. (upload://q2TYe0P4NEAyRR5jMWMxSTUMCj7.zip) (1.9 MB) The tools used were 3.18mm flat end, 3.18mm ball end, 1.59dia ball ens, 2.38 flat end for the dowel bores, and a 1mm dia drill for piloting for the bores.
The most time consuming part was the initial pocket fit for the rough stock. The supplier cut was cocked and rough, and my cut for the blank wasn’t any better using a handheld power hacksaw. I’ll shut up and top revising now. My shop manager just jumped in my lap (a 9YO black cat) and wants fusses.