Clocks have always fascinated me, so with early lessons learned on the ShapeOKO XL, I set myself a challenge;
- Make a wooden clock, every single piece
- Make it as accurate as possible
- Introduce some electronics to see if more accuracy is possible
I started off with a design from Brian Law and tried cutting a few parts to see what I needed to learn, what the wood would do in practice, and to find any elements I wanted to improve. Quite a few mods and, for me at least, improvements later, I had a folder of design files that represented the clock I wanted…
Given the complex shapes and profiles, particularly on the gears, I wanted to avoid excessive hand finishing so experimented with various woods, speeds and feeds to get the best cuts I could. The next step was to cut some gears and look at the mesh and tightness, and to subtly adjust the gears and the spindle positions to achieve a free-running gear train…

I had to trade off backlash performance for free-running, and after reading up on historical clock makers journals, concluded that this was what they had done too. I also found that the wood flexed too much if the body was cut away for fine ‘spokes’ on the higher torque gears, so opted for more solid gears where the clock winder puts in most force.

I made the winder pulley as two halves, both on the ShapeOKO, pinned and glued them to make a bobbin. This might have been easier on a lathe, but it was satisfying to work out how to make it.
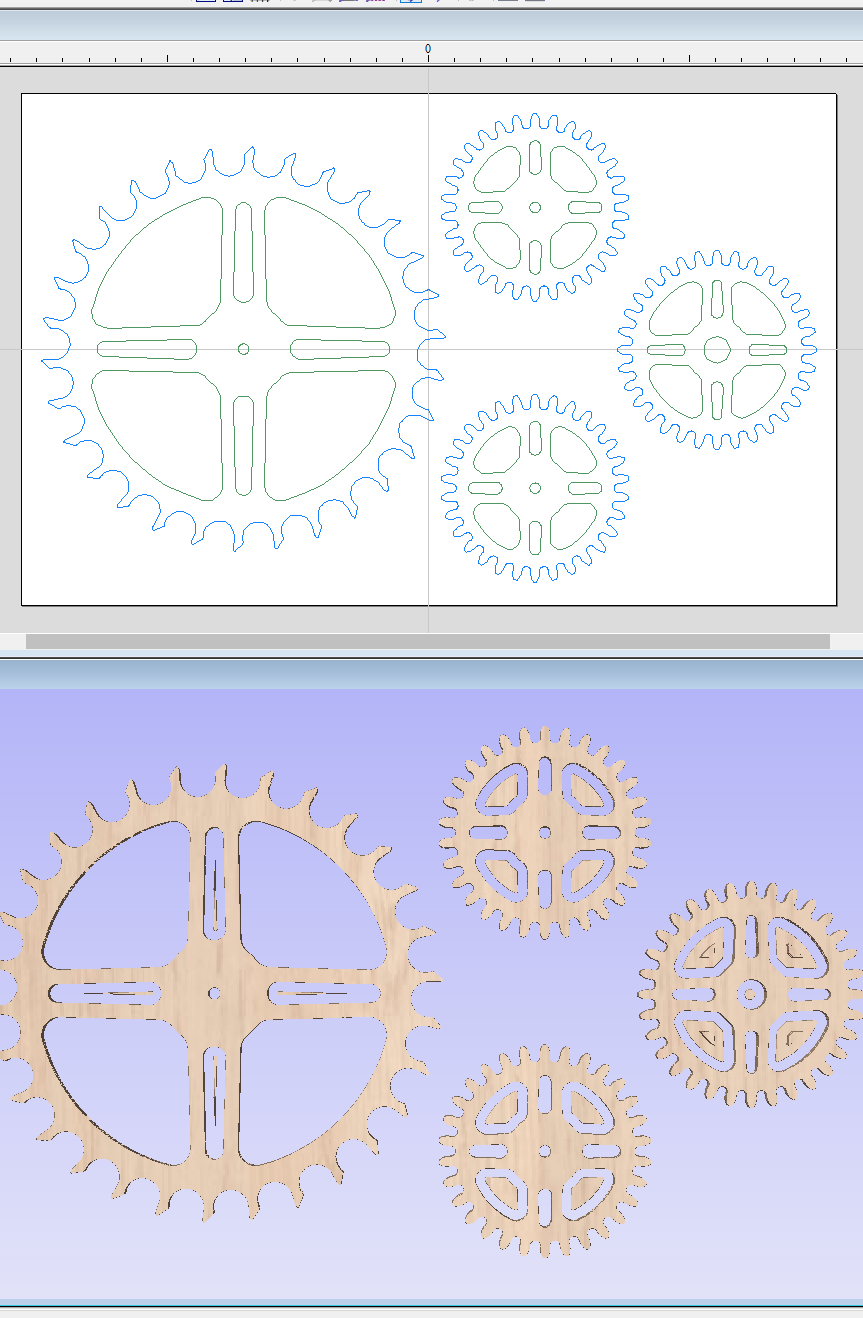
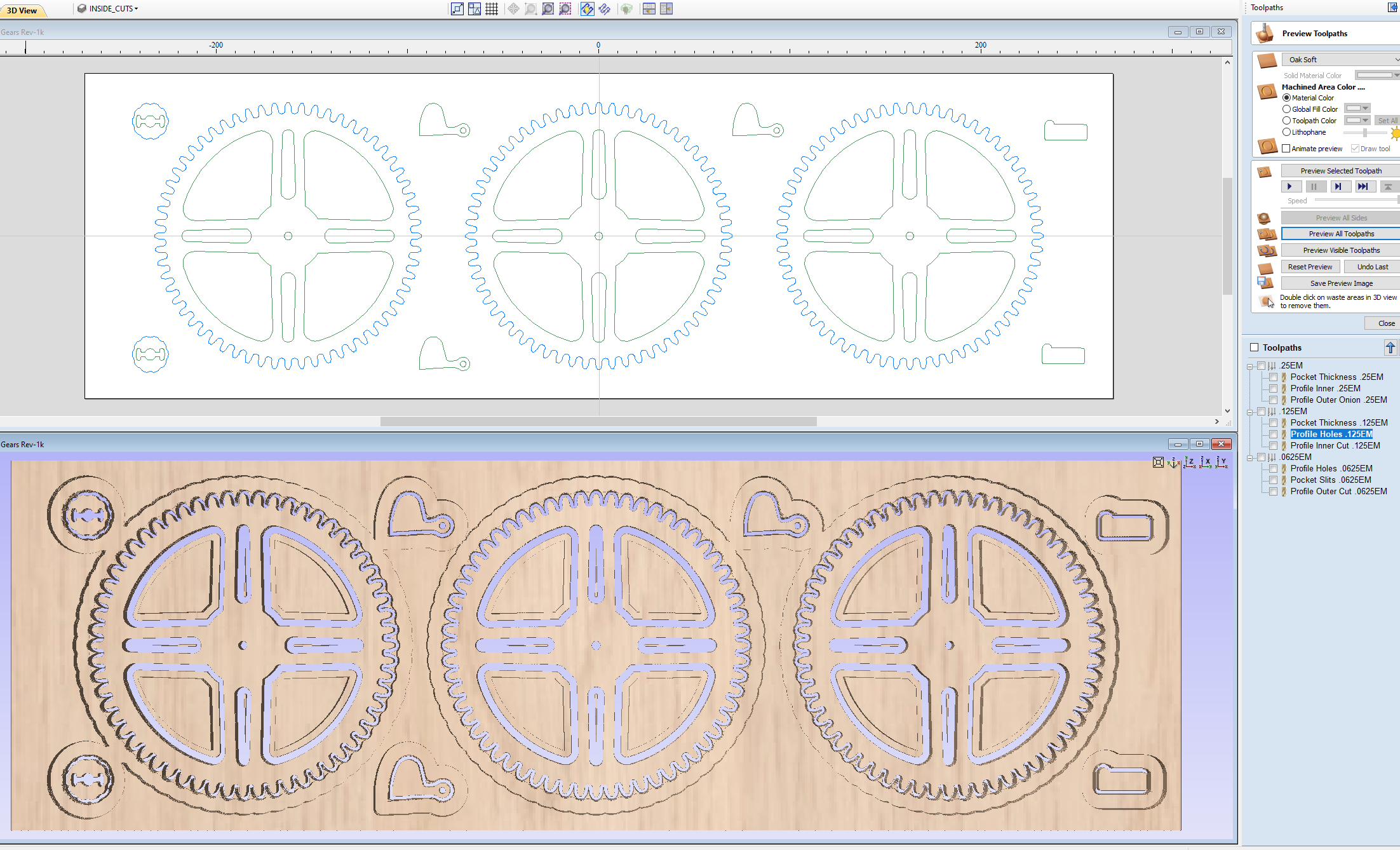
Cutting the main ‘going gears’ required removal of a considerable amount of material, but wanting the stock to be as rigid as possible for cutting the tooth profiles with a 1/16" end mill, so I opted for cutting down to leave a 2mm ‘onion skin’ to hold the roughed-out gears in place whilst cutting the teeth, then running a final pass to release the gears from the stock.
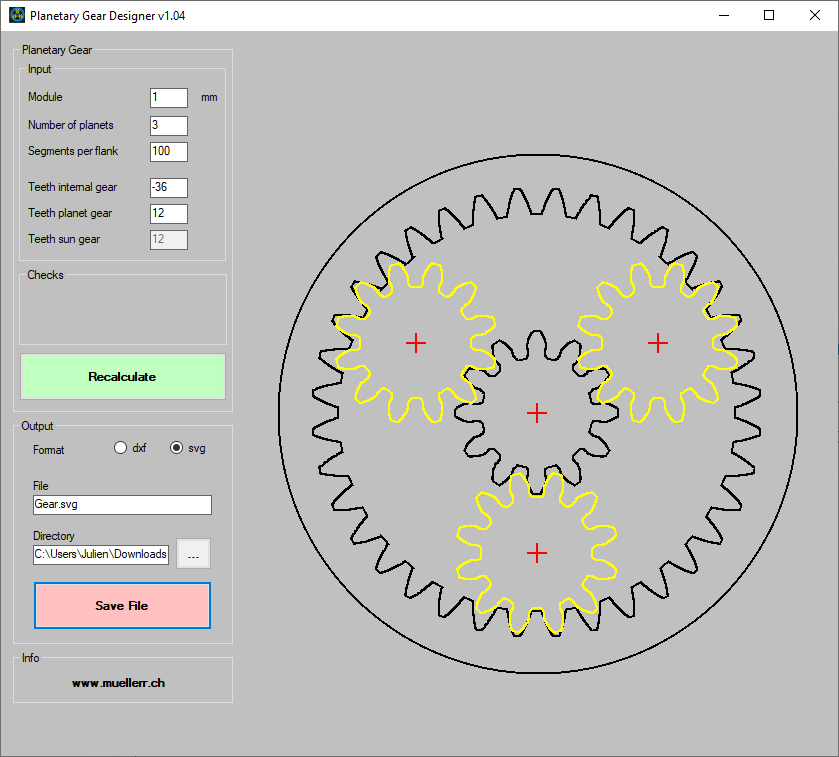
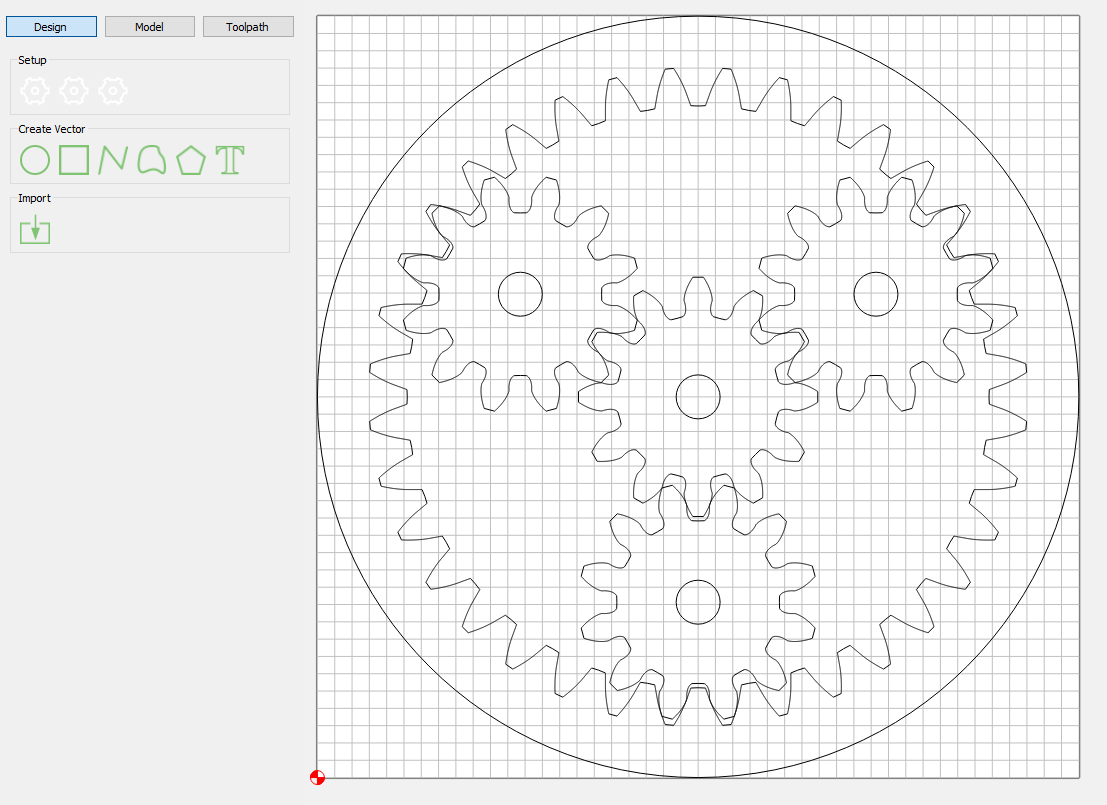
Screen-grabs from VCarve showing each of the sets of gears as finally ready for cutting…
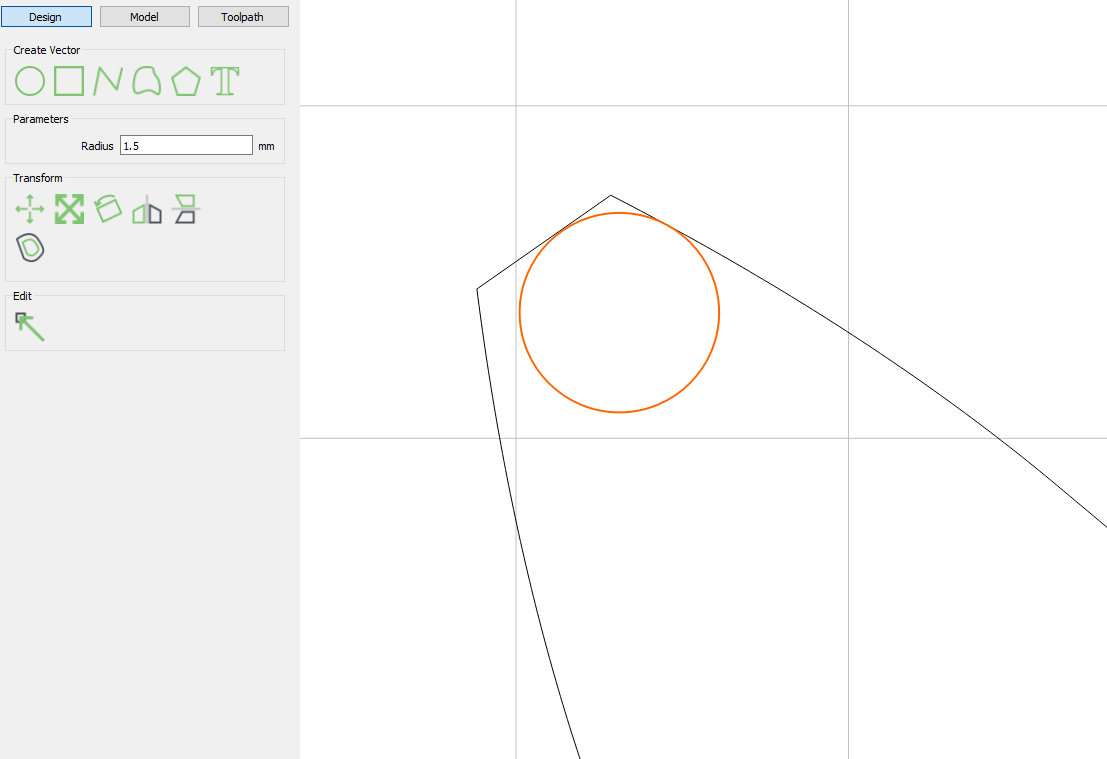
I used the ‘shaped cutter’ feature in VCarve to create a rounded-over profile to match a cutter I bought, so I could cut the clock front and back frames including rounded over edges in one session, also avoiding too much hand finishing once cut.
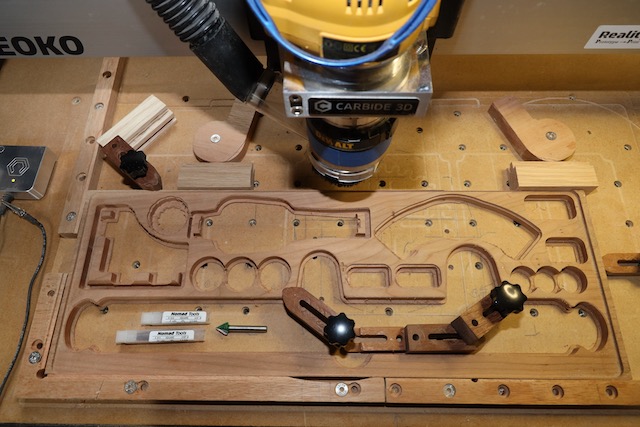
Removing so much material, learned from test cuts in MDF, showed me that I needed to cut the main frame and remove it, then clamp the now weakened stock in extra positions to complete the finer parts set out on the same piece of wood.
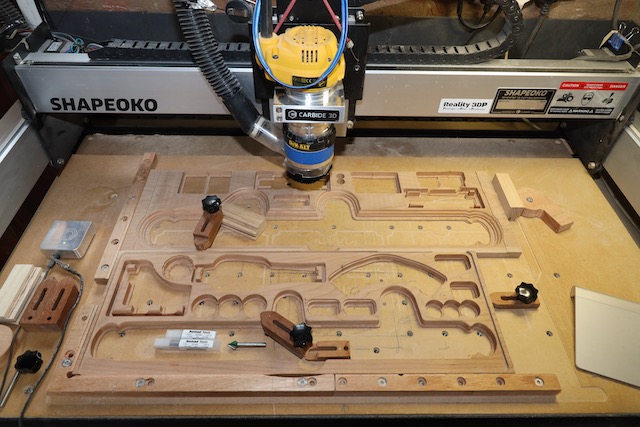
Both pieces shown laid side by side on the machine, but were cut individually (bed size on the XL). Each of these took about 6hrs cutting time to get the finish wanted, using Carbide supplied 1/4", 1/8" and 1/16" end mills, and the round-over cutter bought from a UK profile specialist.
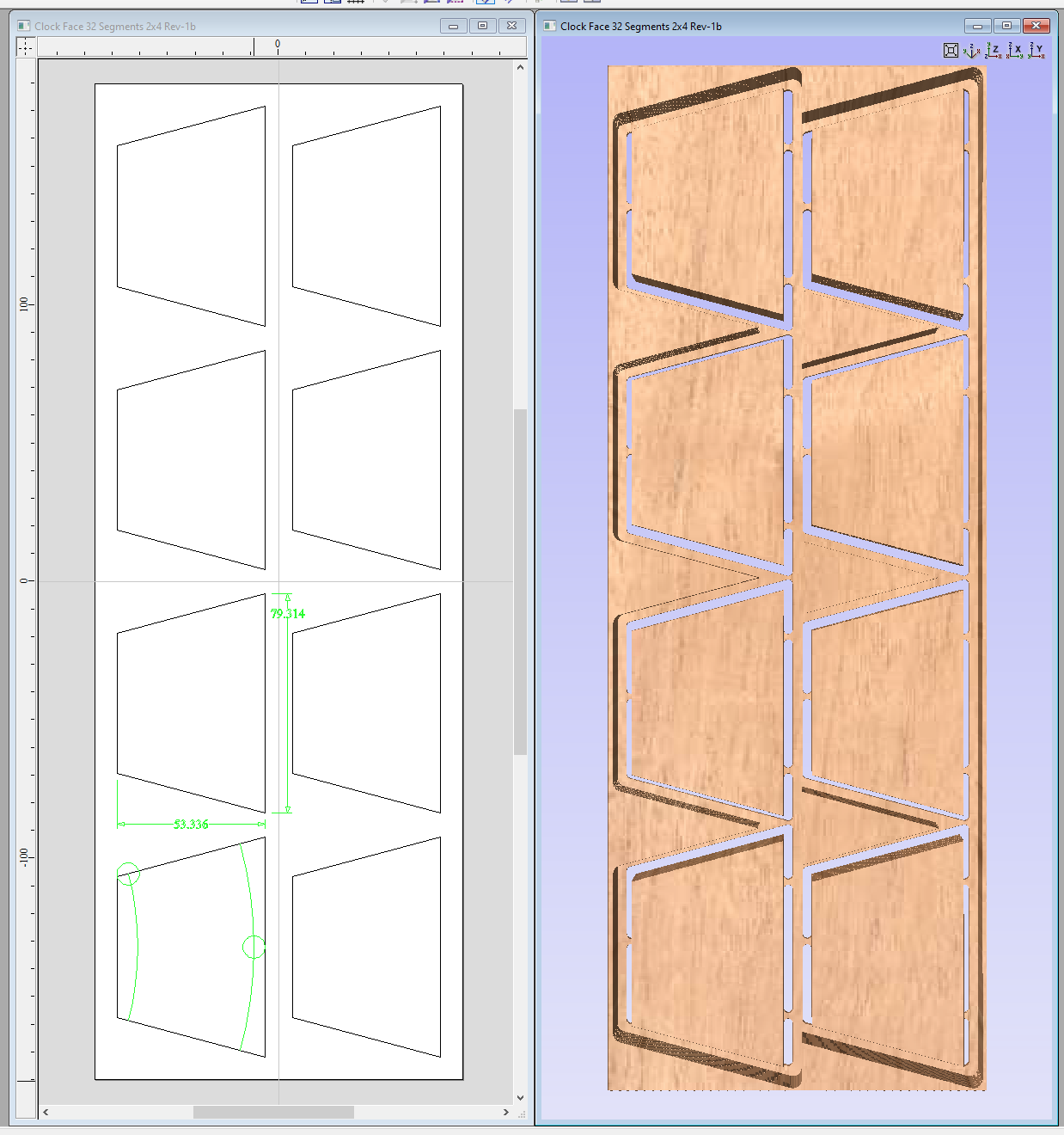
Wanting to avoid the clock face warping, I cut 12 wedges along the same grain direction, glued and clamped them into a circle ready for flattening and cutting.
This turned out really well, and has remained as straight as a die.
A mandatory workshop picture. It’s a compact space, with the bench-top lathe just off to the right. Overnight the motorcycles wheel down the centre - those toys are precious too!!

My lathe then arrived, and I turned the steel and brass spindles and matched them to the hidden roller bearings (recessed into the frames). I tried to think of ways to clamp a round shaft in the ShapeOKO to cut flats every 90deg for the winder key, but couldn’t, so I held the #201 cutter in the lathe chuck and improvised an extra slider on the cross-slide for the lathe - good result.
The design of the hands I wanted involved very tight internal radii, so I ended up spending hours shaping the hour hand with a file and fine sanding paper - the minute hand design was even more intricate, but as you can see for now is a simple Perspex hand… One day I will come back to this, maybe a laser head on the ShapeOKO - so now I’ve talked myself into buying another toy 
The clock was built and the critical Escapement teeth polished and refined and balanced (held the gear wheel in the lathe to ensure roundness, and equal pressure from a Dremel buffing wheel held on the cross slide to ensure all 60 teeth remained the same shape).
I will add a video once I can find a suitable host location/service. It’s mesmerising and soporific…
Video link here: Video of the clock running
After a period of fine tuning, the clock holds an accuracy of about +/- 5% over the full 18hr running time, having found that the escapement arm is not equally weighted on either side despite being of identical dimensions!! I wrapped a slither of lead wire around one side and adjusted its position to get it balanced.
Then came adding the Raspberry Pi ‘Zero’ which is smaller than the frame’s width. I cut a slender frame to hold the RPiZ but allow it to be removed if needed. Designed a small interface PCB (a Pi ‘HAT’) to hook up to Opto and Inductive sensors and to run a lightweight web-server so I can time the clock accurately and capture the timing data per-second.
If you look in some of the clock pictures you can see the RpiZ hiding towards the bottom, with just the sensor wires and LEDs visible.
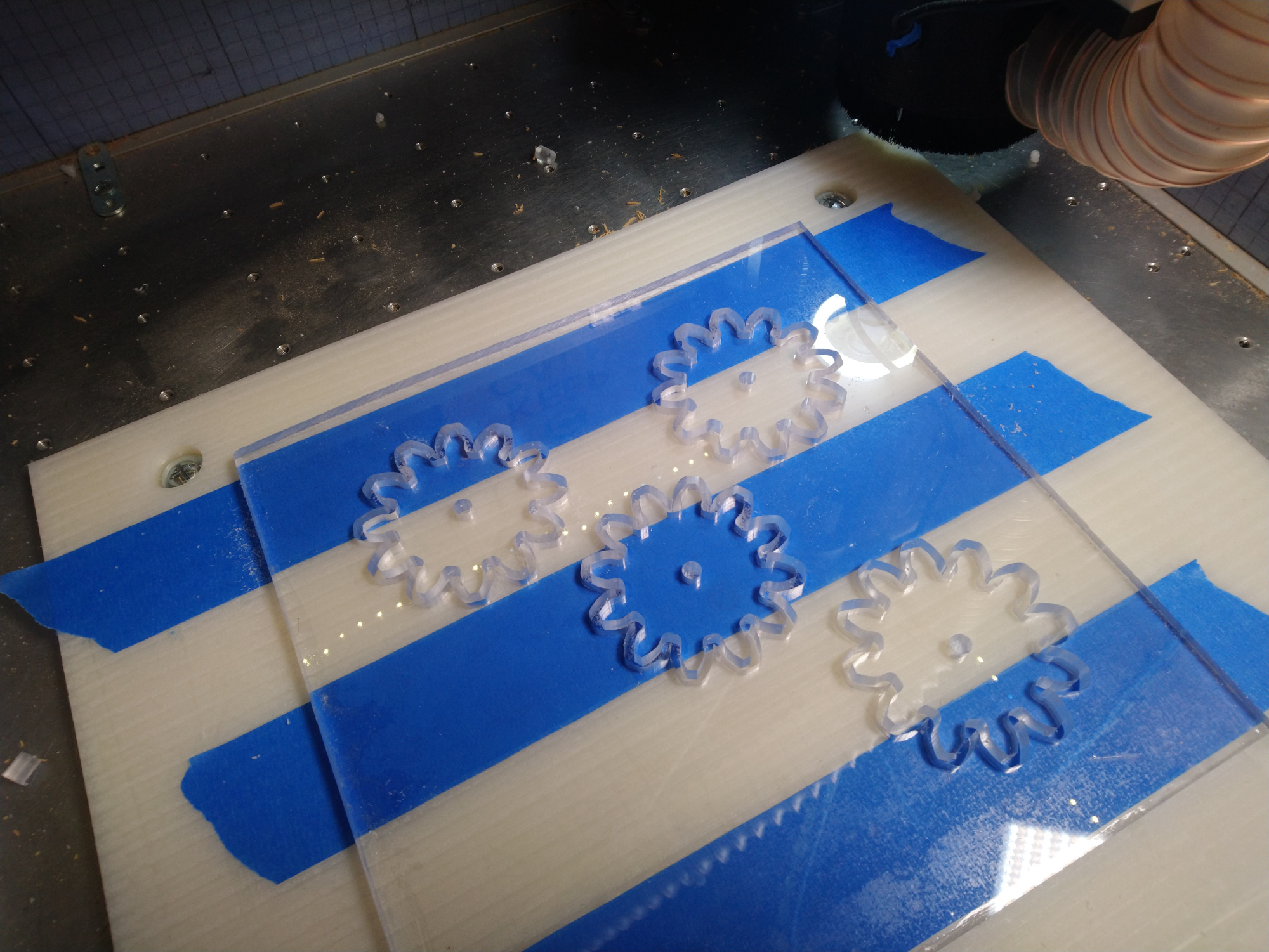
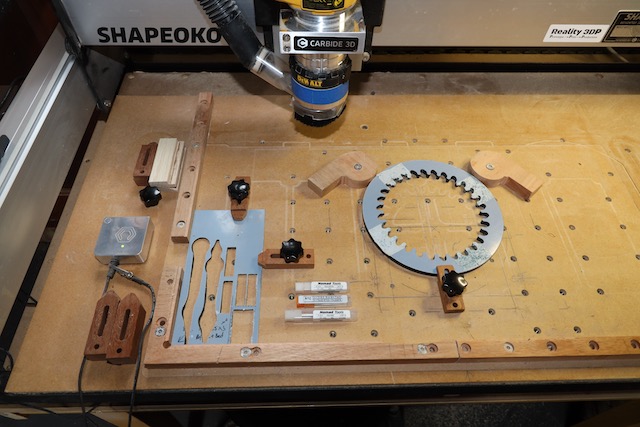
This showed me through Fourier Analysis of the per-second timing data that the Escapement wheel was the main source of the timing errors being seen, coming from roundness error and unequal friction on the teeth - so I sacrificed my ‘made entirely from wood’ ideal and re-made the Escapement wheel and paddles in Perspex, with a view to perhaps using Brass if this wasn’t good enough.
Immediately the timing improved to about 2%. Now using the inductive sensor driven backwards to give a magnetic pulse (a tiny neodymium magnet is hidden in the pendulum shaft), I can add a tiny amount of energy to the pendulum to slow down the swing (too little energy results in the escapement paddles letting go of the wheel without a good swing happening on the pendulum, resulting in the swing losing travel and speeding up). With this, and some experimentation, I now see about 0.5% timing. The RPi sensors don’t “touch” the clock per-se, they all sit in recesses or slender ‘fences’ that hold them in place. The old and the new working together but still a wooden clock at the heart of it.
But of course, there’s always the next thing to see if I can improve…
I wasn’t sure what sort of capability or accuracy to expect from the ShapeOKO XL when I bought it (March this year), but it has proven to be an immensely capable machine, accurate - and given countless hours of productive fun using it.
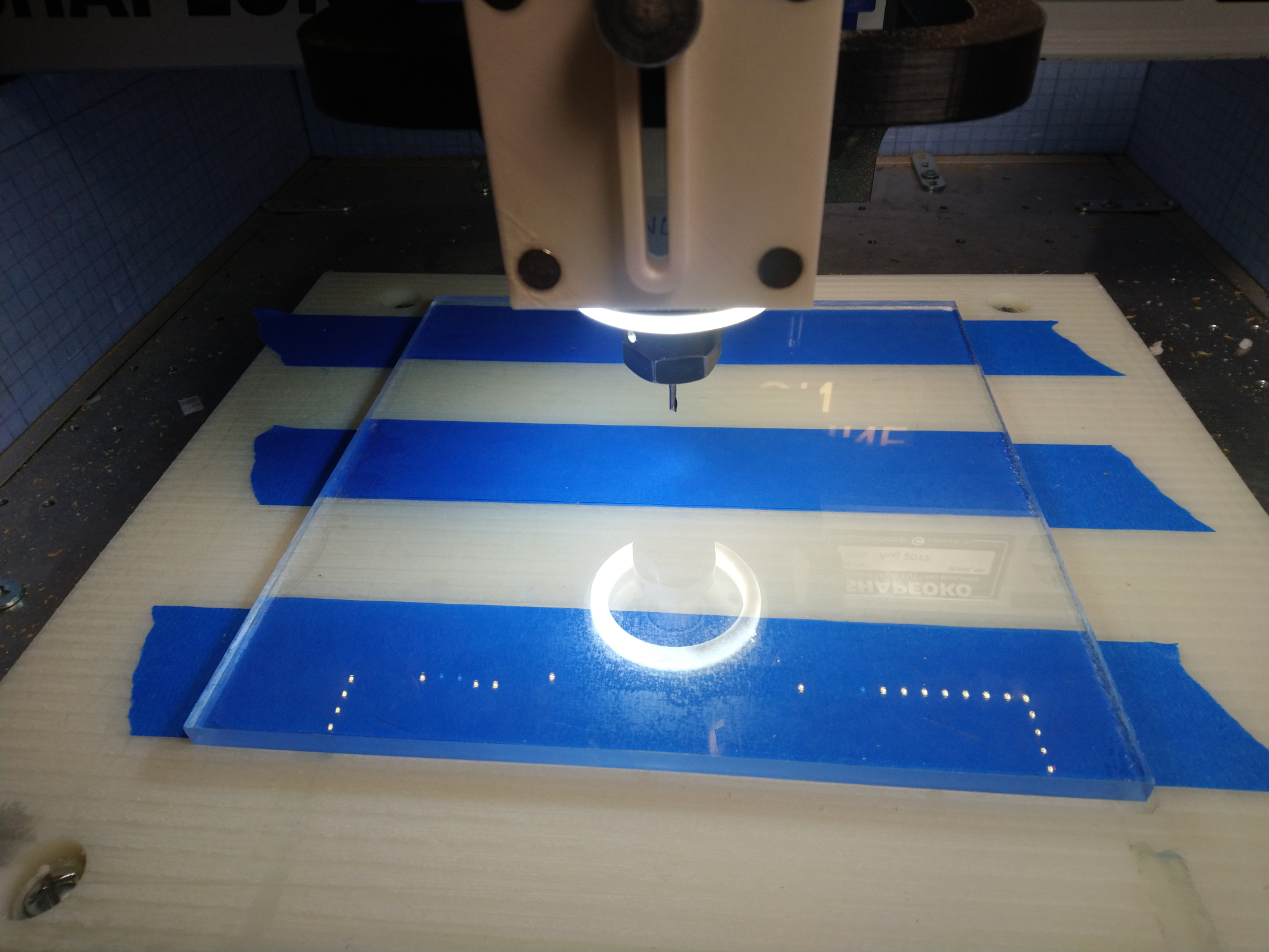
During this project, I ran in to a number of ‘learning opportunities’… I hadn’t tensioned the left and right X-axis belts the same, and ended up with some dimensional errors until I realised… Carbide support were great (and this forum) for helping work through that. I had a special ‘opportunity’ when I noticed the Z-axis belt was starting to fail, so I read up various threads on here and opted for a steel cored belt and an in-line clamp rather than the cut belt original design (Vince Fab idea, I think). Realising that the belts are somewhat a consumable is the lesson in all this, so I have a spool of 9mm steel belted GT2 equivalent ready for when X and Y need attention. Oh, and sharp cutters. I tried a down spiral cutter for the Perspex, run with a very high feed rate to ensure good chip clearance and to avoid melting the local surface.
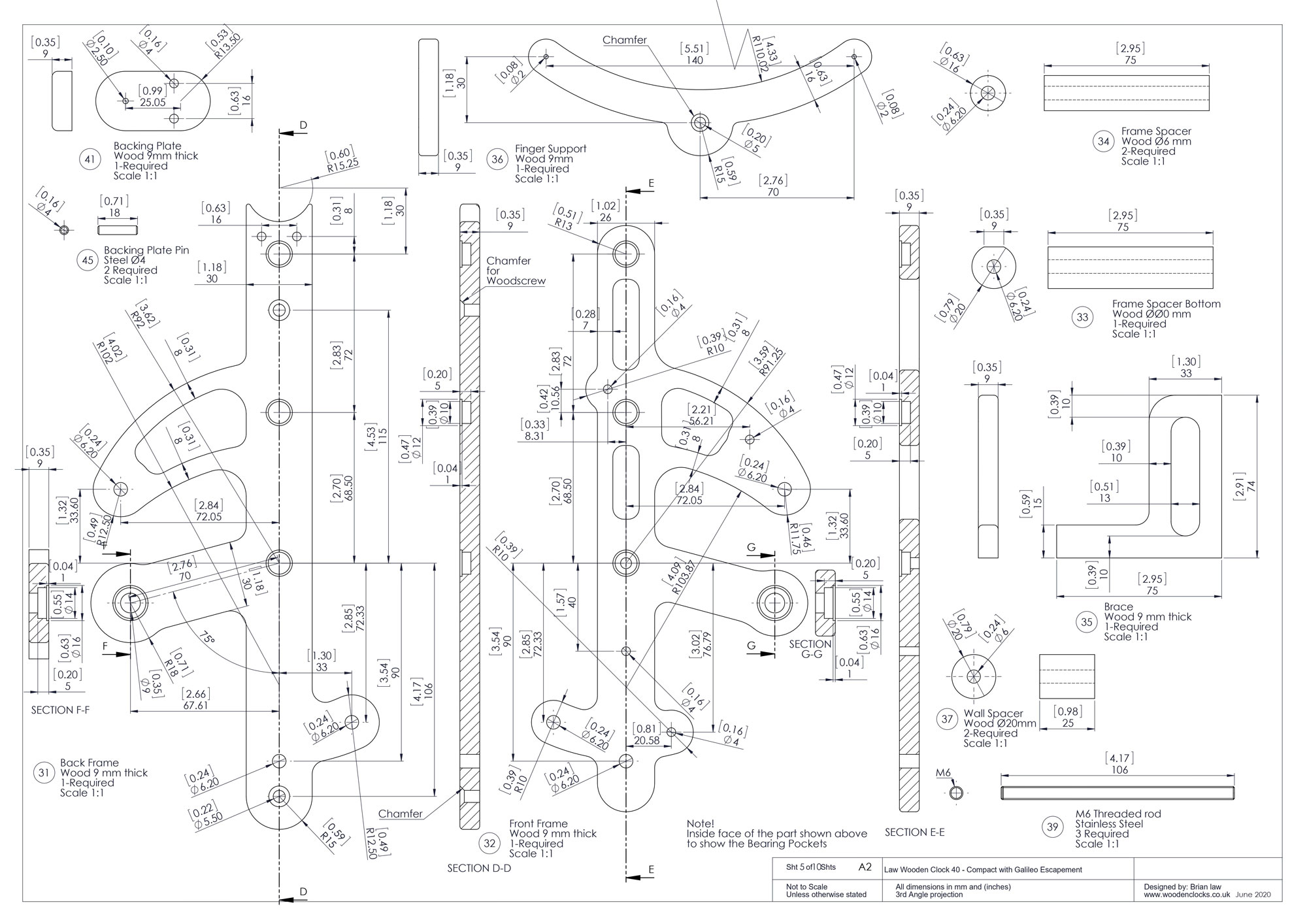
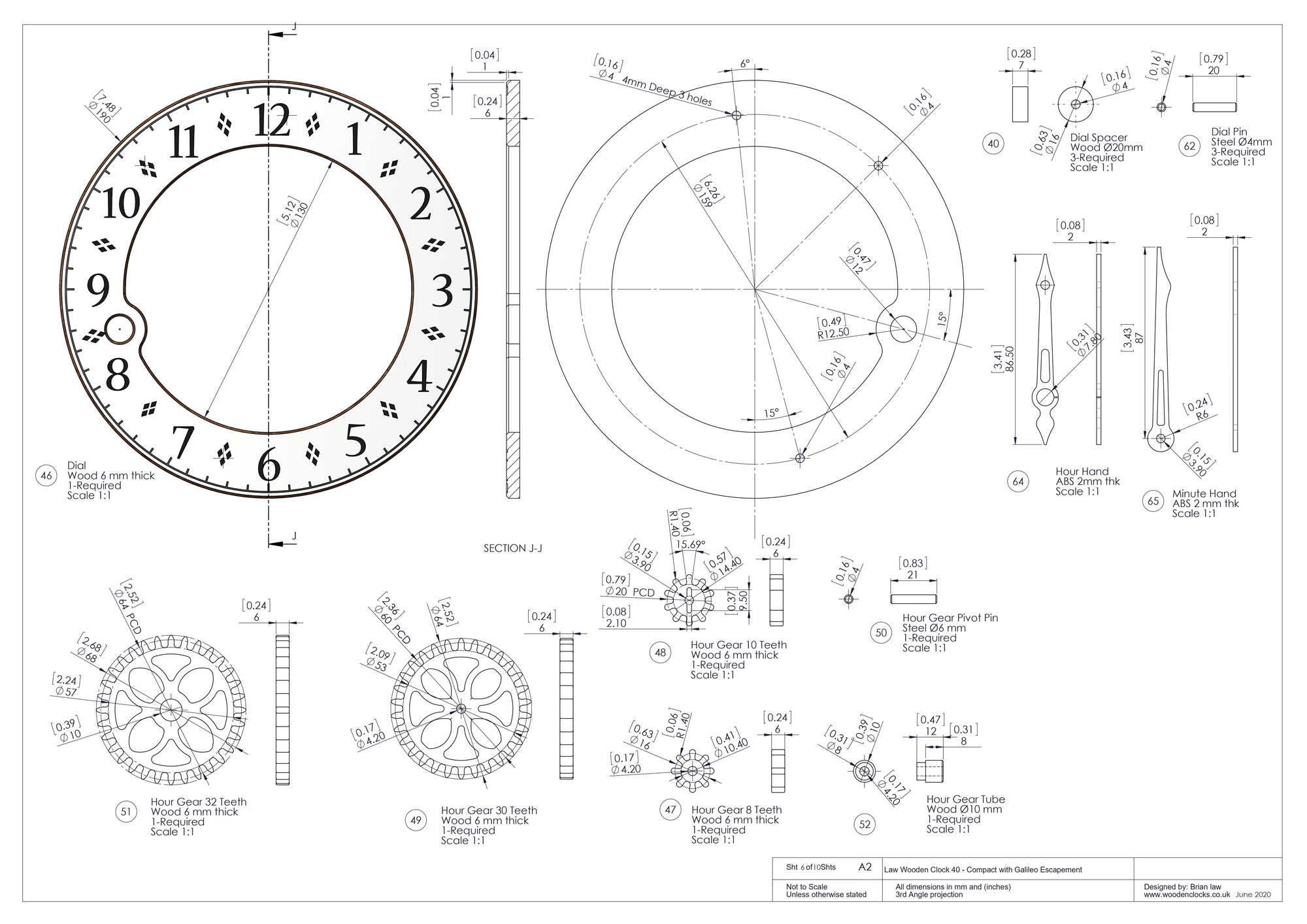
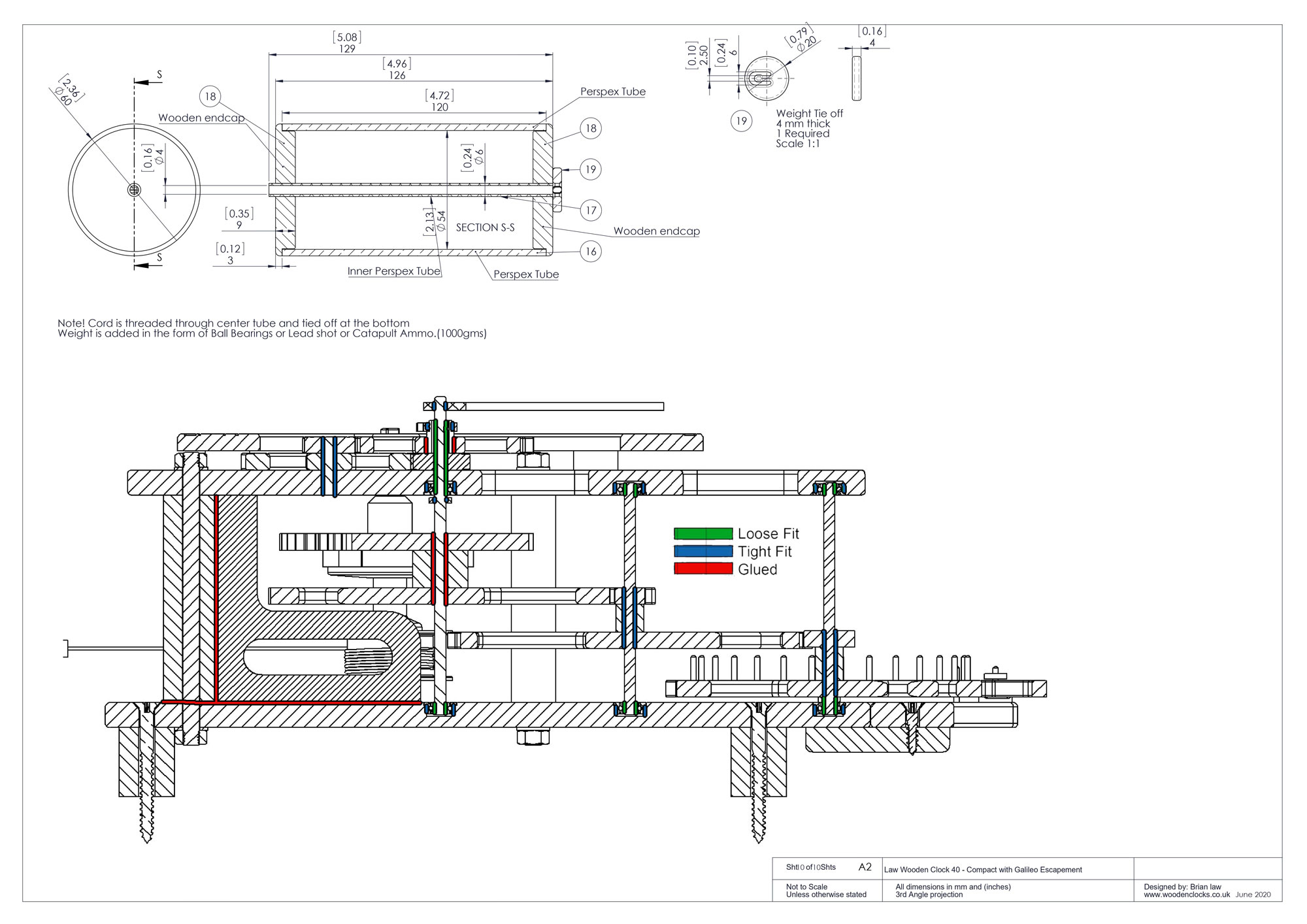
I have been given permission by the original, raw drawings designer to post JPGs of his drawings that were the starting point for this clock. There was a huge amount of fiddling with nuances of the design to please my eye, gap gear distances and refine teeth cutting. Reading engineering drawings and drawing the parts suitable for CNC work was a lot of this early work, only a few vectors were usable just ‘imported’. JPGs follow to give a flavour;
It’s all a country mile away from my work life in electronics and high speed video systems, but thoroughly enriching for the effort spent learning how it, and the wood really works…
CutRocket Link: