Thien Type Dust Collector
Not quite last minute, and I’m surprised one of these hasn’t been submitted yet, I thought I might as well write this up in the hopes it’ll help someone breathe less dust.
A dust collector was my second serious project using the ShapeOko after a couple of work holding clamps. After watching many excellent videos and reading multiple reviews, I decided that a Thien type dust would be the type I would build.
There are many designs out there, but I was after something on the smaller end of the spectrum and with a lesser parts count if possible and would fit on a standard five gallon bucket. This design has a total of 2 parts cut on the Shapeoko and 3 blocks cut on my table saw. In hindsight, I should have cut the plastic on the Shapeoko, but in this case I just scored and snapped with good results.
It was a challenge figuring out the workflow and double sided work holding back then, and being so new at CNC, that I’ve tried to write this description so a beginner would be able to easily grasp the steps.
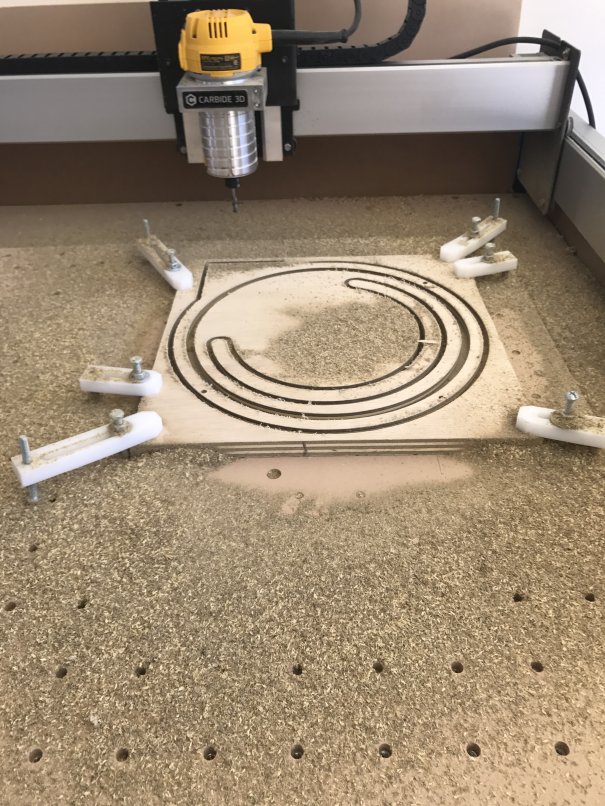
You’ll see in the pics below that cutting without a dust collector makes a real mess.
Step 1: Gather the materials
I used the following for this project:
- 1 - 2’ X 4’ X 3/4” ACX ply from your local purveyor, about $22 in my area. Or a similar size less expensive piece, I just happened to have the ACX on hand.
- 1 piece clear (If you want to see the chips being collected) acrylic sheet 7” X 36”. The design will accommodate up to 1/8” thick, but my Saturday night CAD supply store only had .093” X 20” X 36” which worked perfectly, about $18. Using something thinner and thus more flexible is a workable option.
- 1 – 36” X ¼”-20 all thread rod, $2. Cut 3 pieces 7.25”
- 6 – ¼”-20 nuts, $0.36
- 6 – ¼” washers $0.30
- 1 - 5 gallon bucket. I had a paint bucket on-hand, but a Homer bucket or similar should work. All the buckets I checked had the same diameter and lip size at the top.
- Here are the Carbide Create .c2d files:
- And here are the DXF files if you’re using a CAD program other than Carbide Create.
The Carbide Create Steps
Step 2: Collector Lid
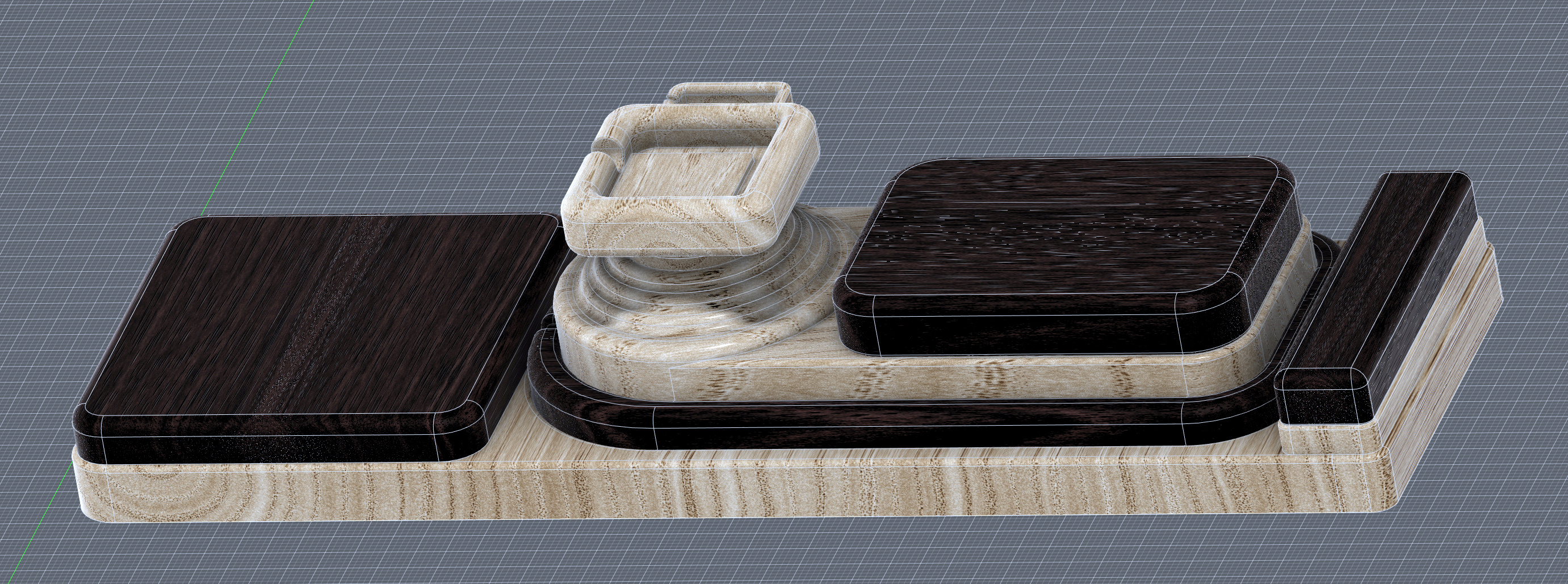
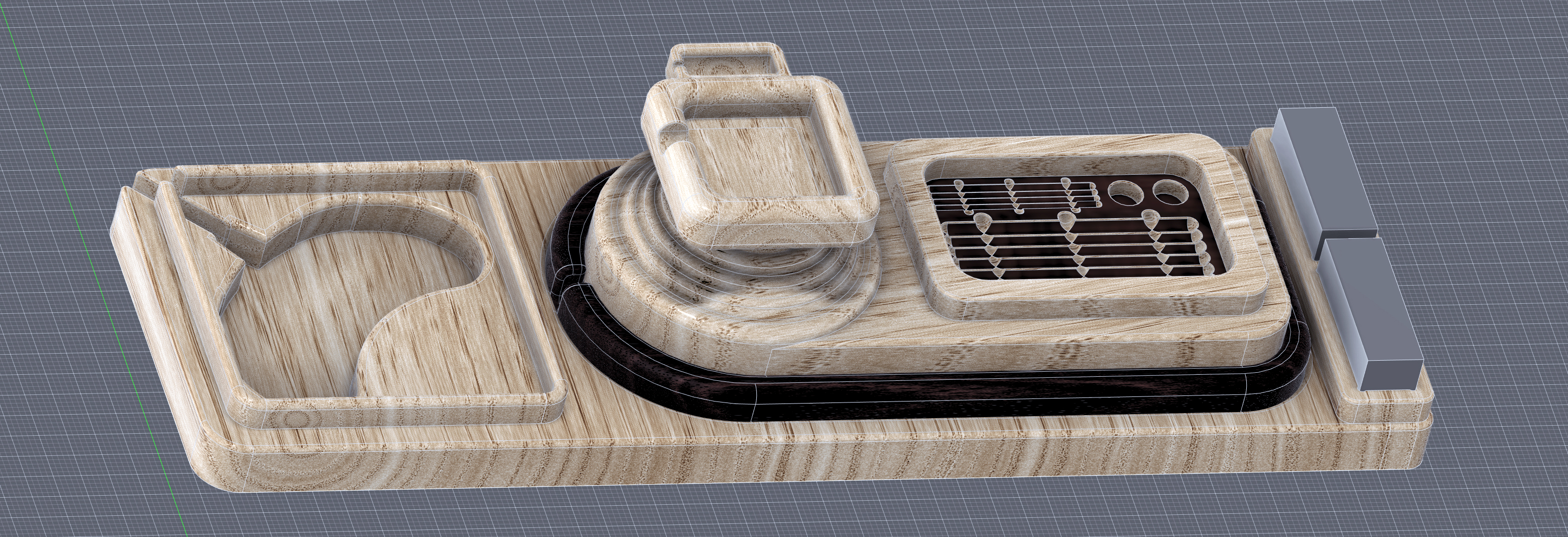
- Open the Dust_Separator_Lid.c2d in Carbide Create. Don’t worry about the letter ‘B’ you’ll see, I only used this as my reference to know I was working on the bottom of the top piece.
- Check the stock thickness from the Job Setup page. These files are set to 0.720” but most plywood varies in thickness and you should reset this to accommodate your material.
- In Design mode, check and confirm the width of the cuts for the inlet blocks and adjust as necessary for the material you’ll be using. For help with checking the dimensions in Carbide Create, check this video:
https://youtu.be/QwtRf-x3vLQ
Thank you @WillAdams for pointing me to this.
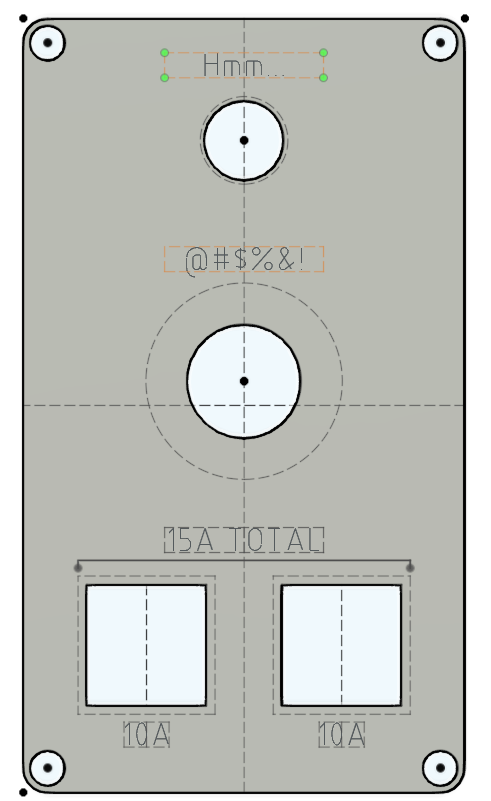
- Still in Design mode, check radius/ diameter for your center vacuum hole. I’m using and old house vacuum which accounts for the small size in this drawing, but you’ll want to adjust the size for your vacuum hose or the adapter that you’ve already made on your 3D printer ;-).
- In the Toolpath mode, check the toolpath depths for the Through Bolt Holes, Vacuum Hose Center Hole and Outside Cutout. You’ll want them a couple of thousandths less than your material thickness unless you don’t mind cutting into your wasteboard, but that what it’s there for, right? I just sanded the few thousandths that were left over from the reverse side and it turned out great.
- Still in Toolpath mode, disable all of the jobs except the Cylinder Wall Slot by right clicking on each and selecting ‘Disable.’
- Save the Gcode for the Cylinder Wall Slot cut with an appropriate name, I used ‘1 -Top Cyl Wall Slot’. Using a ‘1’ at the file name start helps me remember which job I’ll be running first at machining time. I used the Carbide Create default tool cutting values for the entire project and they worked fine. You can see these values by double-clicking each of the toolpaths to open the dialog box.
- Now disable the Cylinder Wall Slot and enable the remaining four toolpaths by right clicking on each. Save the Gcode with an appropriate name. I used ‘Dust Separator Lid’.
Note: The reason for two separate jobs is a required bit change after the cylinder wall slot is cut using a 0.125 end mill. More on tool changes here: http://docs.carbide3d.com/tutorials/tool-change/
Step 3: Collector Base – Top Side
- Open the Dust_Separator_Base_Bottom.c2d. The text “Top” is here just to verify which side of the piece is being worked on.
- Check the stock thickness from the Job Setup page. These files are set to 0.720” but most plywood varies. Also note that the Toolpath zero point is set to the center of the piece. We’ll be using this to help with recentering when we flip the piece to machine the other side.
- In Design mode, check and confirm the width of the cuts for the inlet blocks and adjust as necessary for the material you’ll be using. See step 2, item 3 for a refresher if needed.
- In the Toolpath mode, check the toolpath depth for the Centering hole. You’ll want this at or a couple of thousandths less than your material thickness.
- Still in Toolpath mode, disable all of the jobs except the Cylinder Wall Slot by right clicking on each and selecting ‘Disable.’
- Save the Gcode for the Cylinder Wall Slot cut with an appropriate name, such as ‘Collector Base Cylinder Wall Slot’. Again, I used the Carbide Create default tool speed values for the entire project and they worked fine.
- Now disable the Cylinder Wall Slot and enable the remaining toolpaths. Save the Gcode with an appropriate name.
Step 3A: Collector Base – Bottom Side
- Open the Dust_Separator_Base_Top.c2d file
- Check the stock thickness from the Job Setup page.
- In the toolpath mode, you’ll be able to enable all f the toolpaths to create one single cut file since the same bit is used for all operations. Save the Gcode with an appropriate name.
Machining the Parts
I cut the 2’ X 4’ plywood down to 2 - 14” X 14” pieces on the table saw to make them easier to set square on the Shapeoko table. Not knowing about all of the two-sided machining tricks like doweling made this ahem, trickier for the bottom piece that required cuts to both sides.
Step 4: Lid
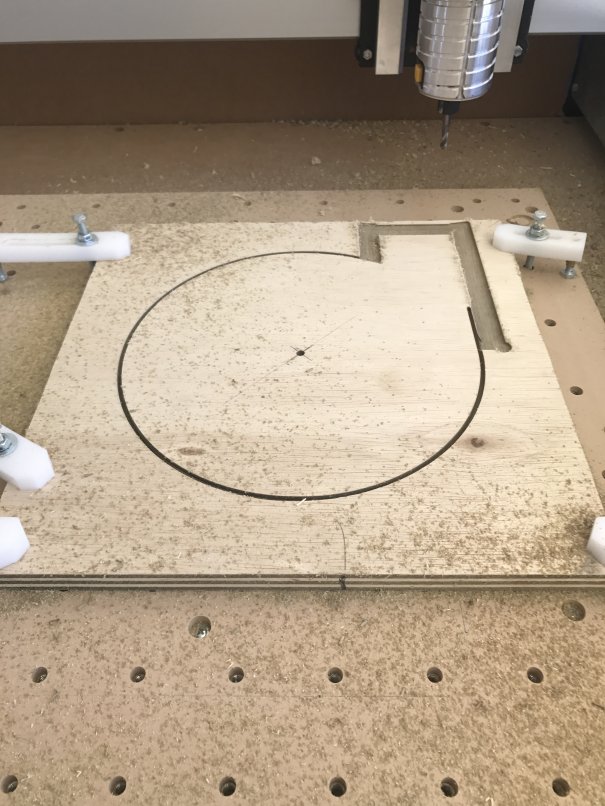
- I started with the Collector lid since it was a single sided machining operation. To get the plywood center to match the toolpath zero point, I carefully drew a line from each corner, which turned out good enough for this project. As seen in the photo below.
- Line the plywood edge that is closest to you along the X axis. I had previously engraved .010” lines on both the X and Y every 4” using a 90 v-bit, so this was an easy alignment.
- To get the exact toolpath XY zero, I inserted a v-bit and centered this on the marks in step one.
- Change to the bit used in your first toolpath and zero Z to the material surface.
- Run the toolpaths saved in step 2 above.
Step 5: Collector Base Bottom Side
-
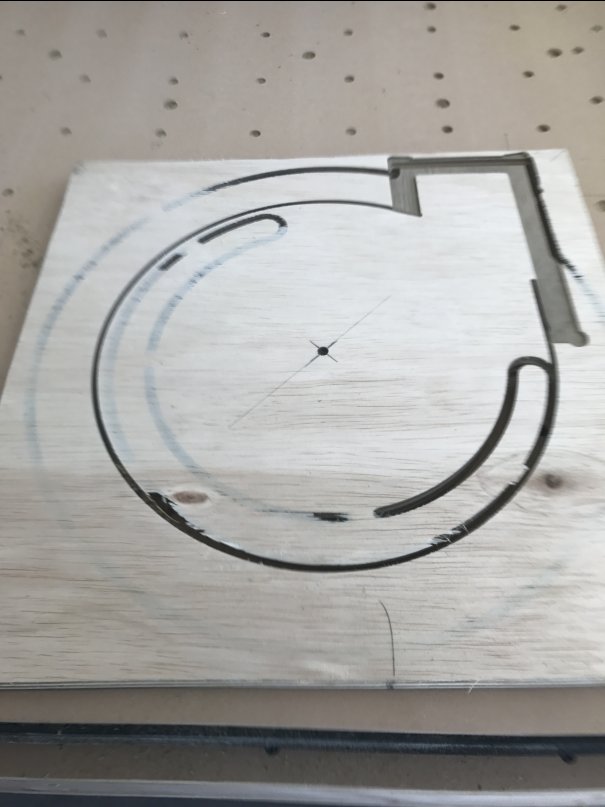
For the base, which requires two sided machining, I again drew a line from each corner, on both sides, to find the material center.
-
Repeat steps 2 and 3 from the previous step 4 to find XY zero.
-
Change to the bit used in your first toolpath and zero Z to the material surface.
-
Run the toolpaths created for the base bottom from step 3.
-
Now the tricky part setting up for the second side. Leave the bit in the router and move the router clear of the work area.
-
Flip the plywood, and place it close to the X baseline you just used.
-
Bring the router back to the current XY zero.
-
Carefully lower the bit moving the plywood until the bit is below the surface in the center hole cut when you ran the toolpaths on the base bottom.
-
Make certain that the plywood edge facing you is running parallel along the X baseline, very important to get the alignment needed for the top cuts.
-
Run the toolpath for the block recesses created in step 3.7.
-
Change to a 1/8” end mill and run the toolpath created in step 3.5.
Step 6: The 3 Blocks
-
I cut the three blocks from scrap left over from the above operations using a table saw. Three blocks are required, all 5.25” tall and 2”, 4” and 6” long.
-
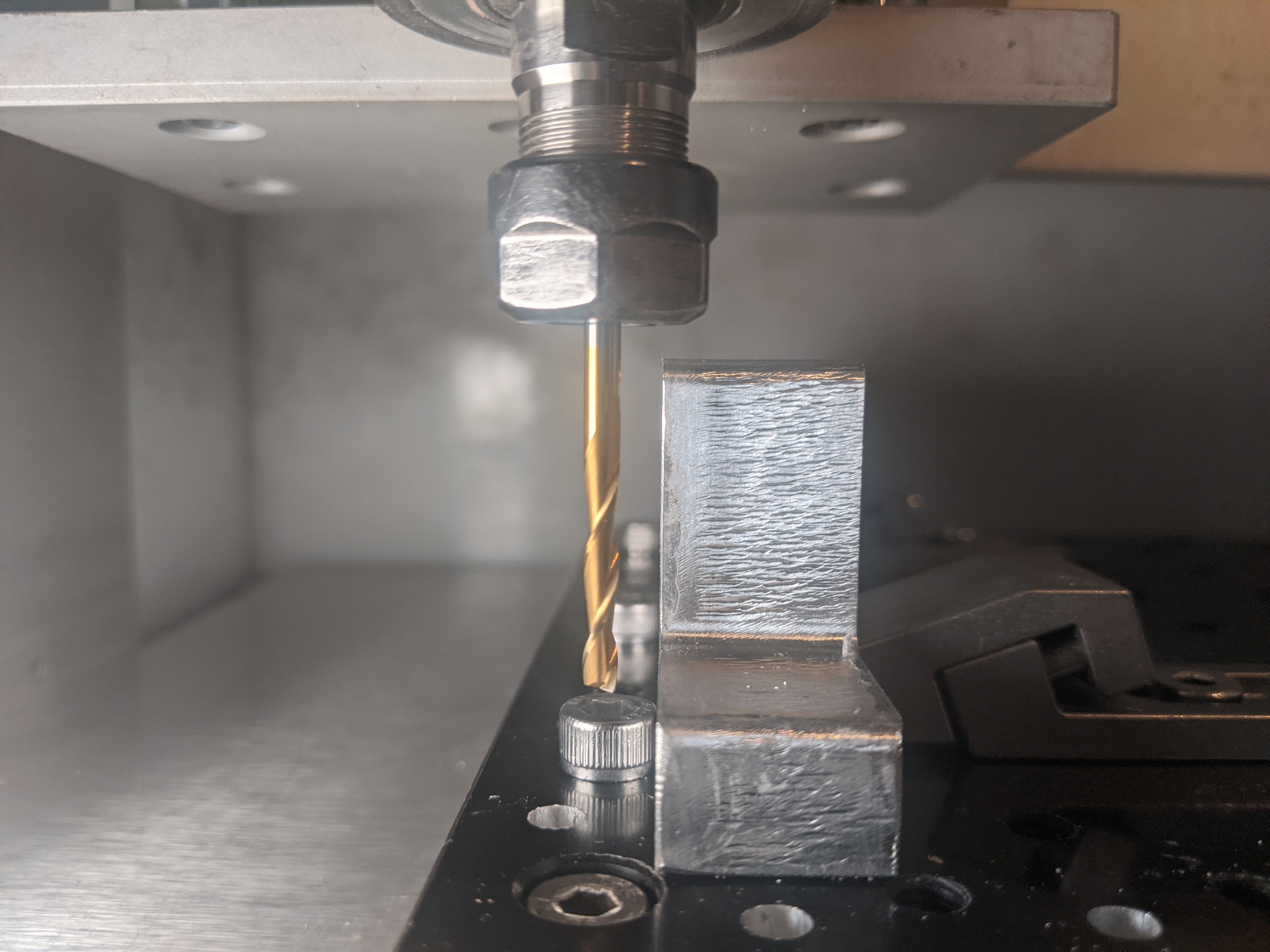
Make a center point in the 2.5” X 5.25” piece and drill an inlet hole the size of the vacuum adaptor that connects to your Sweepy or other dust collector.
-
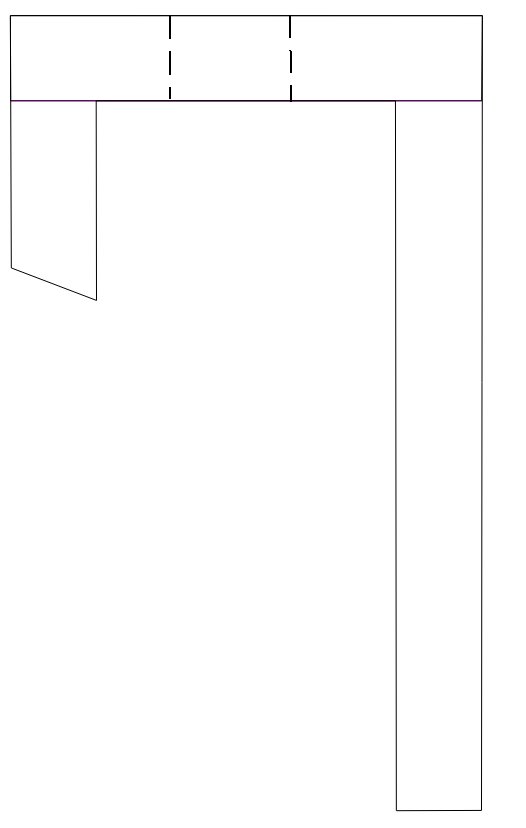
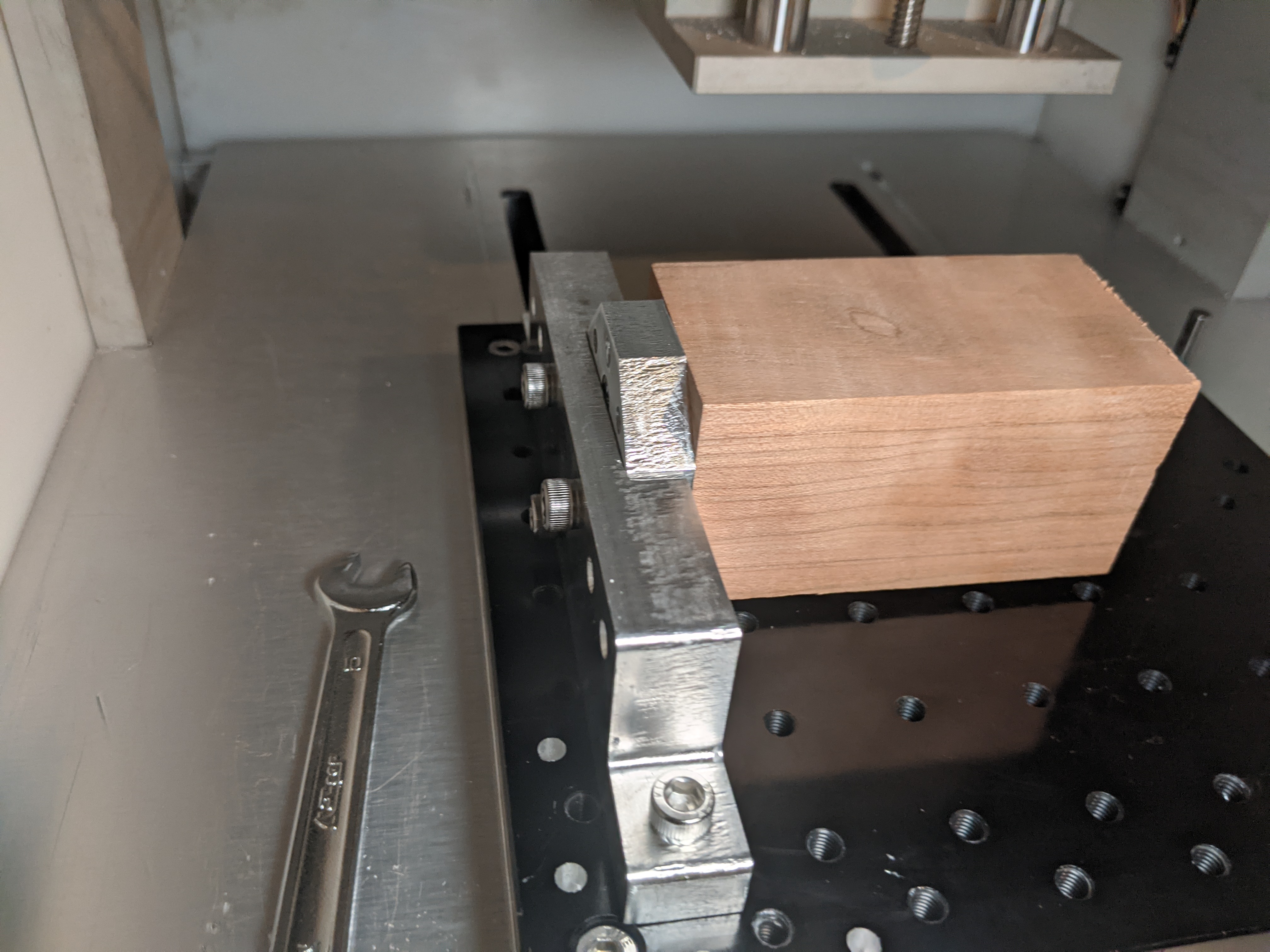
The 2” X 5.25 block will need a 20 degree angle on the edge that abuts the plastic piece, which is visible in the Dust_Separator_Lid.c2d and Dust_Separtator_Base_Top.c2d files.
-
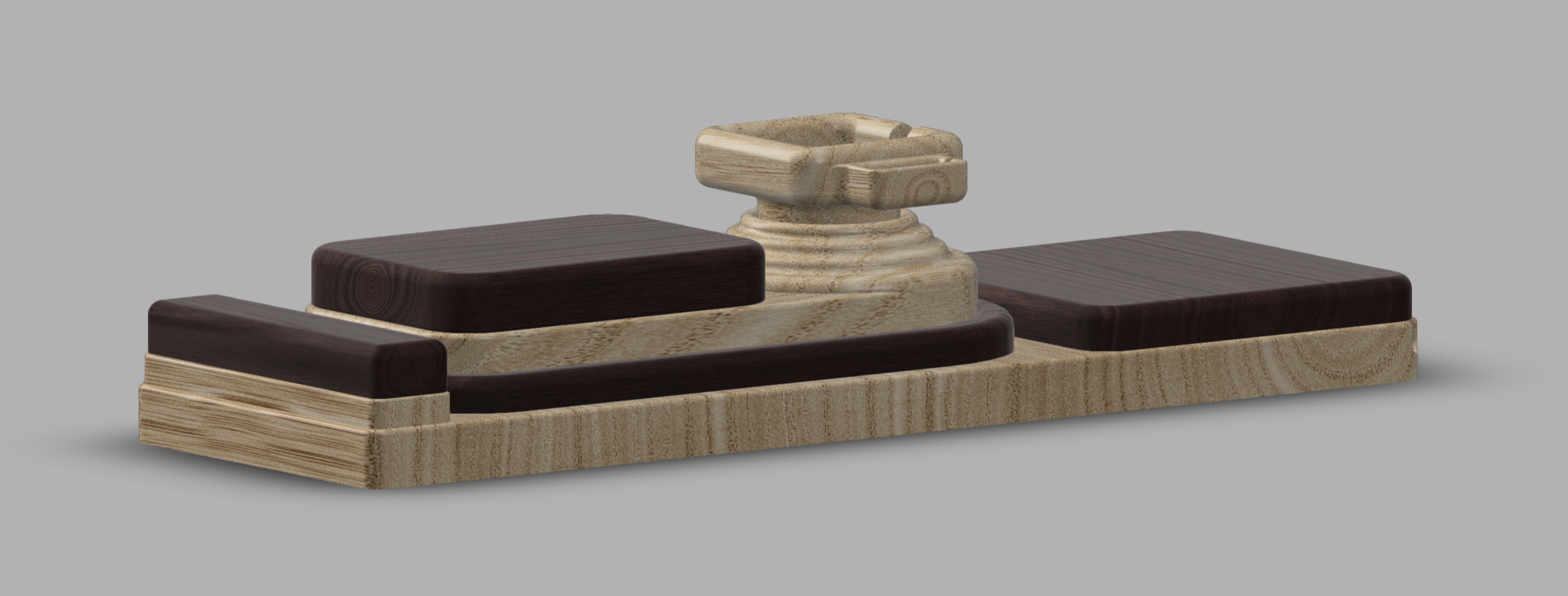
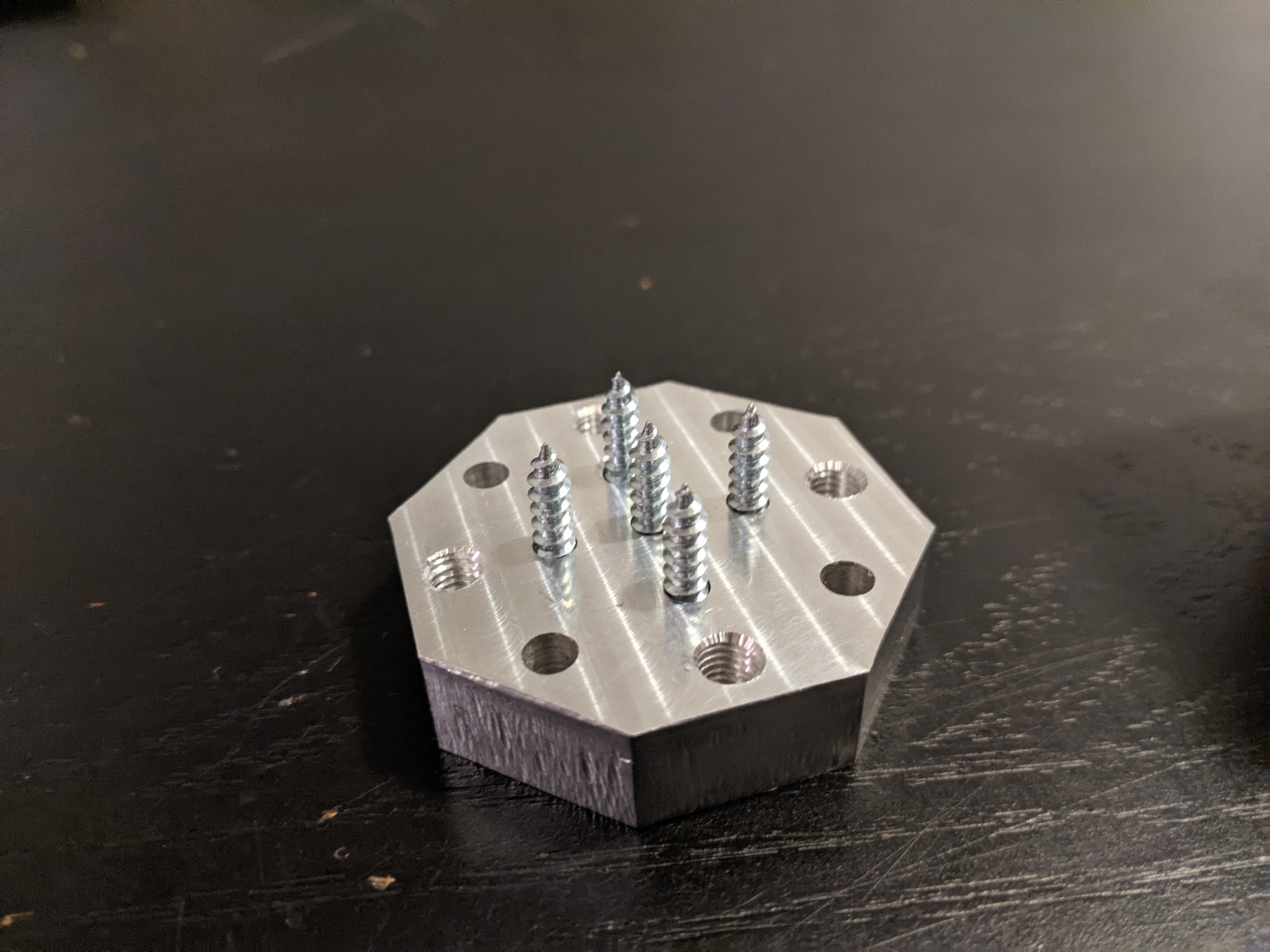
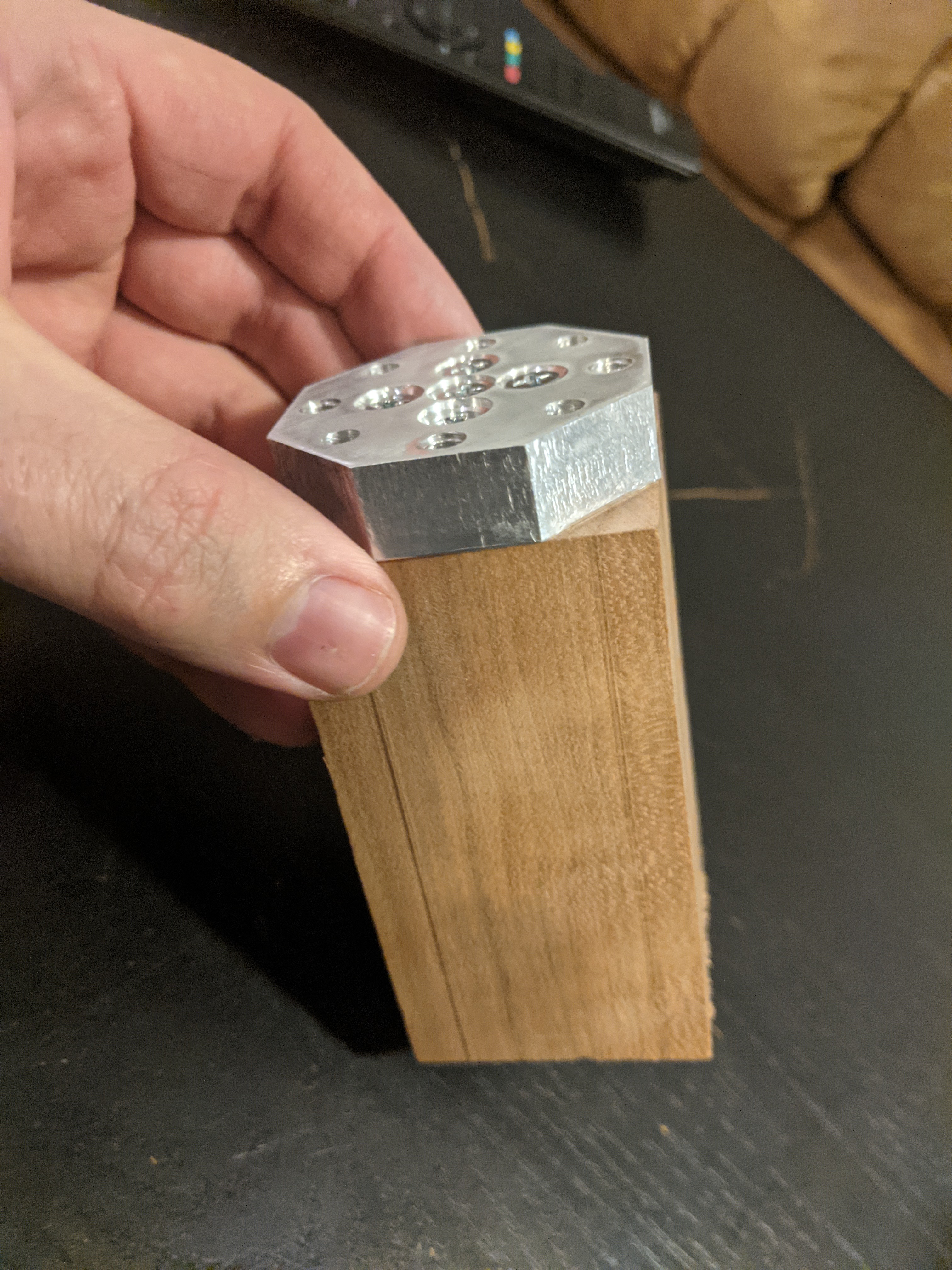
Assemble the blocks as shown. I glued and screwed this together.
-
Attach the block assembly to the top piece with screws. I didn’t use glue as I might need to replace the plastic someday.
-
Cut the plastic 5.625” high and overcut the length. I measured just over 29” so I cut 30”
-
Insert the plastic into the slot in the top with the blocks bending carefully. Check, mark and cut the final length.
-
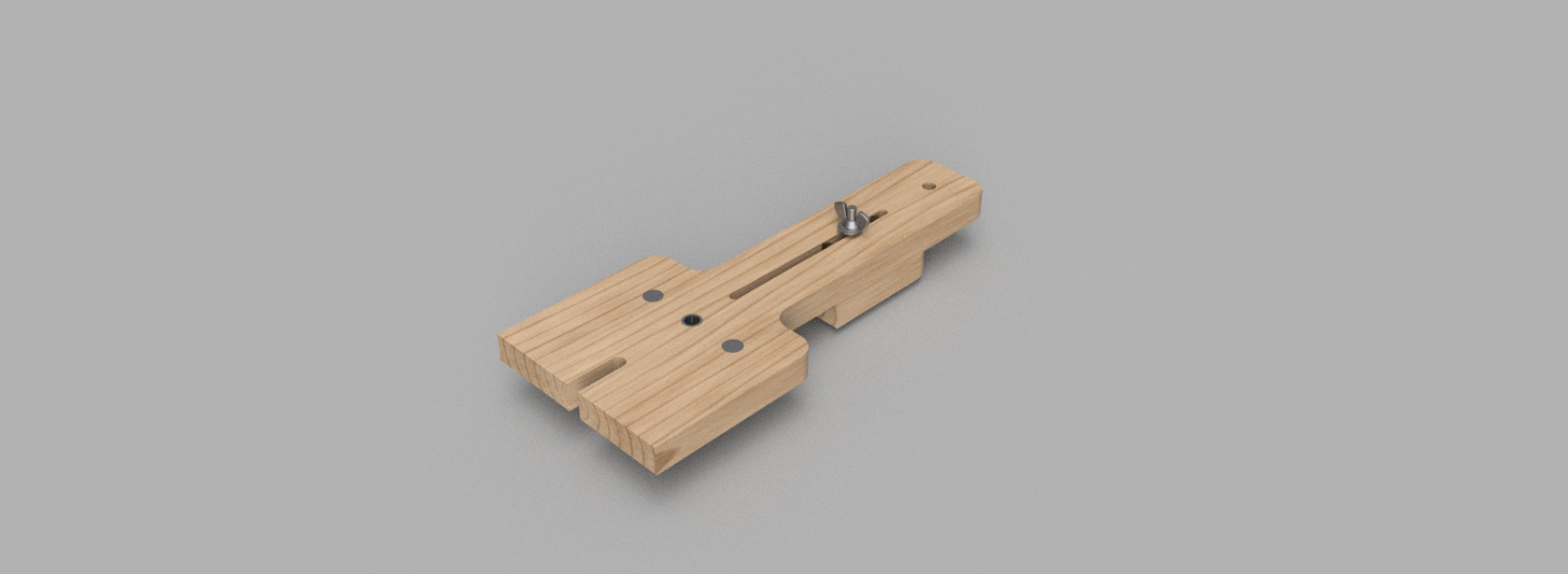
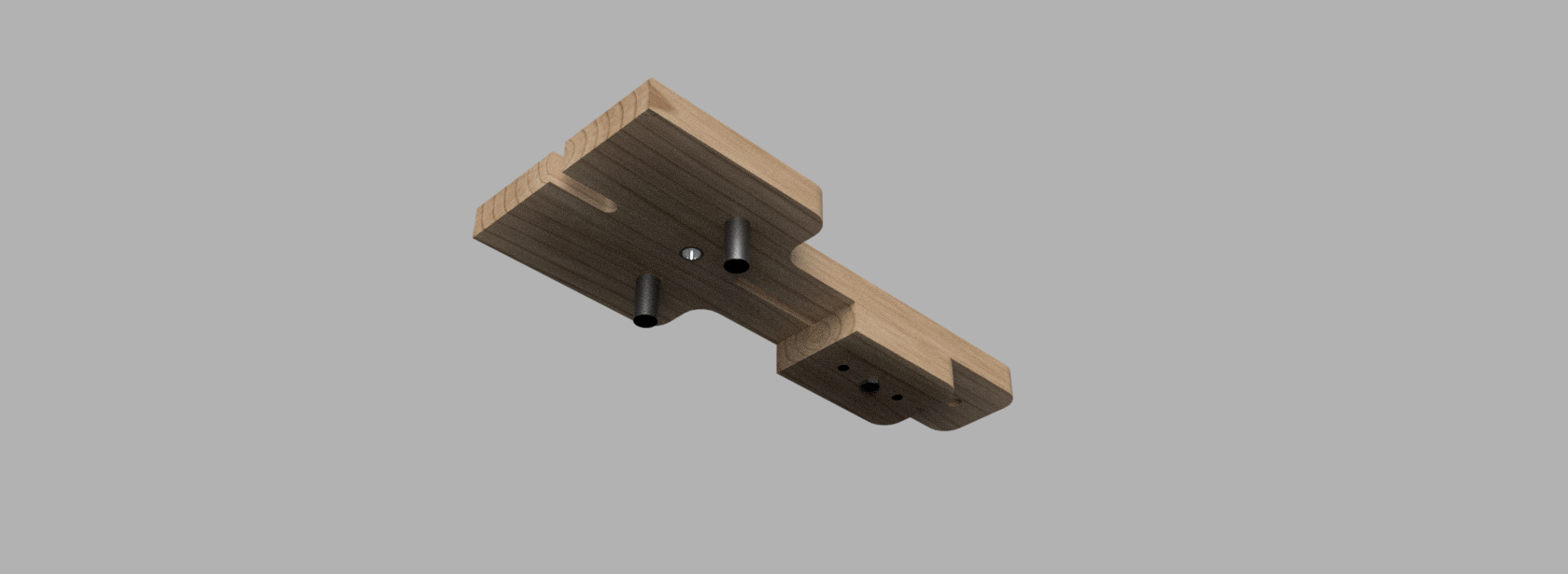
Put nuts and washers on one side of the allthread pieces, reinsert the plastic.
-
Now trap the blocks and plastic with the bottom piece and insert the allthread pieces.
-
Add nuts and washers to secure the assembly. I did not use glue to make disassembly easy should it ever be required. The plastic bending against the cuts it’s trapped in seals really well.
Mistakes and Tips:
Measure the plywood that you acquire from your supplier as thicknesses can vary by several thousandths or more in some cases. This almost caught me thinking the ¾” meant, .750 which is not the case!
I fully expected to see chipping while milling the plywood and wasn’t disappointed. You can limit this chipping with a down cut bit (which I didn’t know existed then) but I was after function rather than form.
Setting the plastic in the sun or other warm spot would make it much easier to bend to the cutout radius.
This works really well even though it’s got a recycled house vacuum power:

Carbide 3D Files
Dust_Separator_Base_Top.c2d (394.3 KB) Dust_Separator_Lid.c2d (682.6 KB) Dust_Separator_Base_Bottom.c2d (305.4 KB)
And finally, the CutRocket link: