Are you ready for a new community challenge ? This month’s challenge will bring back memories for those of you who were around in late 2017, when Edward launched a contest and a guy named @Luke won a probe
The theme for challenge #15 is: Make a workshop accessory.
Anything CNCed and custom that makes your life easier in the shop counts.
Rules for this 15th challenge:
submit your entry in this thread:
the project must made on a Shapeoko or Nomad.
you must include pics of the finished piece (and of how you use it)
you must include the design file
tell us about your mistakes, tips and tricks, etc…
posting your project to CutRocket will get you a +2 bonus on the vote tally.
you can post multiple entries if you want.
timeline:
Deadline is set to Nov 29th, midnight PST
there will then be 7 days for voting.
voting will be open to legit community members only, and the jury reserves the right to remove votes from “outsiders”, and will also break any tie.
To spice things up a bit, some of the prizes for this challenge will be revealed later, but let me just say that you would the first to get your hands on them.
EDIT: now that the cat is out of the bag (is that the saying?), mystery item #1 revealed to be a BitZero v2 !
First place: BitZero v2 + [Mystery item #2]
Second place: [Mystery item #2] + a proximity switches kit
Jury’s prize: [Mystery item #2] + a proximity switches kit
You’ll also get Carbide3D swag, it’s a tradition now:
Can I count the wood chips as something that useful around the shop, yard, and garden?..in the shop I use as oil dry, the yard I use it with loose dog scat, and composting material in the garden. All untreated wood of course.
I just made this part last week, talk about good timing for the community challenge.
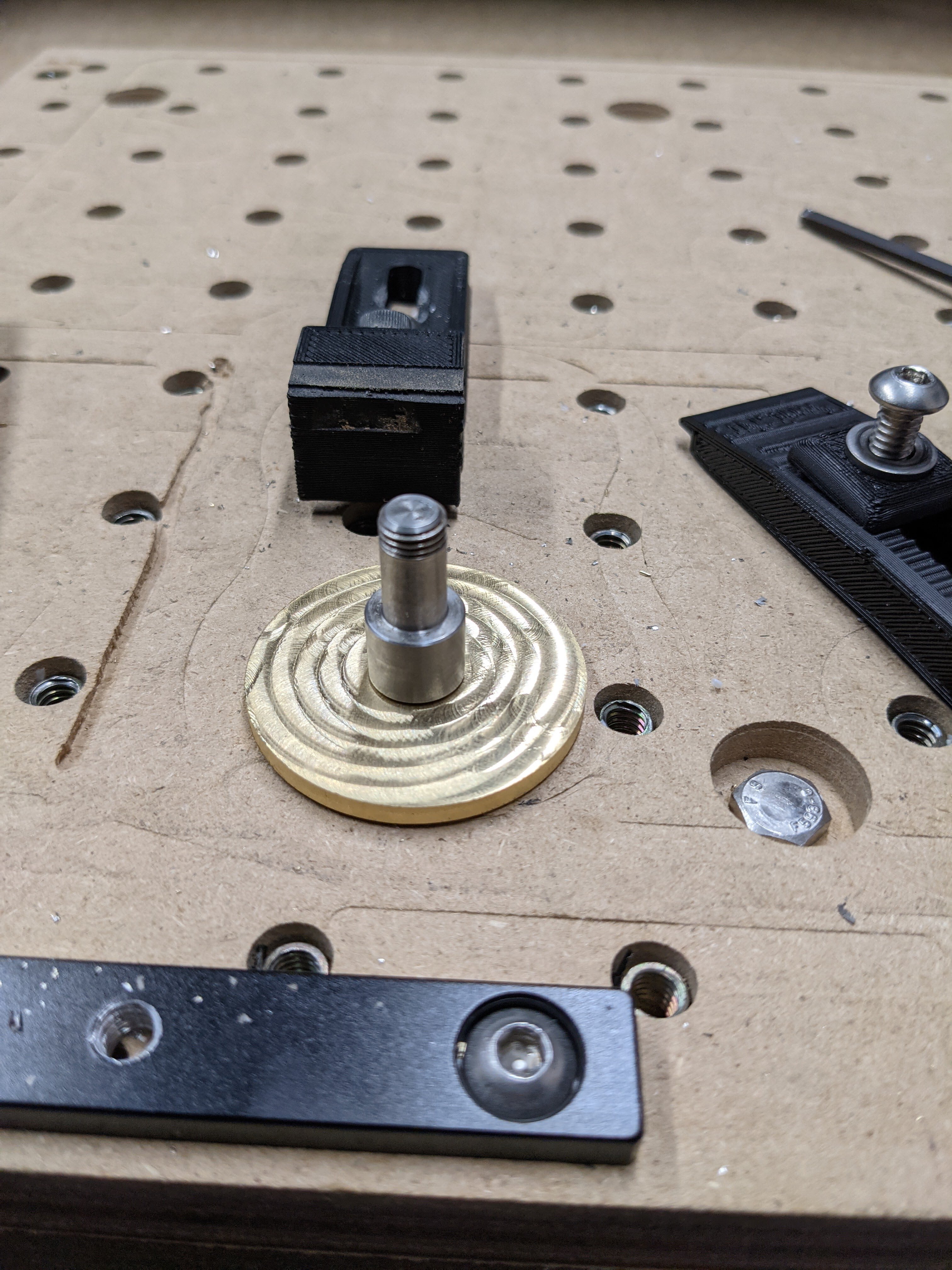
Let me start off by saying I love the Bitsetter, it saves a bunch of time and hassle by automating the z offsets when changing bits. However, I have always wanted to use it with larger bits, like the Whiteside 6210 surfacing bit in my case. The geometry of most of these bits have some sort of open/recessed centers, this would give you an incorrect offset with the Bitsetter as is. So my simple solution was to make a larger diameter head/disc that would thread into the existing plunger. At least until I get a lathe that could make it as a single piece. But since I could make this on the Shapeoko right now with some leftover brass I had on hand, I figured I would see if the concept works.
The most difficult part about this part was figuring out how to cut the threads. I referenced the NYC CNC videos about threadmilling to figure out the PDO. Once I had the figured out and tested the fitment on some scrap stock, it was pretty straight forward to make. The only downside is it now blocks the indicator light on the top, I may move that to the front of the module by drilling a small hole and then using a small piece of plastic that bends and acts as a fiber optic.
After doing some initial testing and having used it a few time since installing it, the accuracy and consistency still seems to be within a thousandth (.001). So for me this is a win. This will definitely come in handy when making this years xmas gifts for various family members on the CNC.
Now I just need work on what was next on my list of improvements, making some tool organizers like @WillAdams linked to.
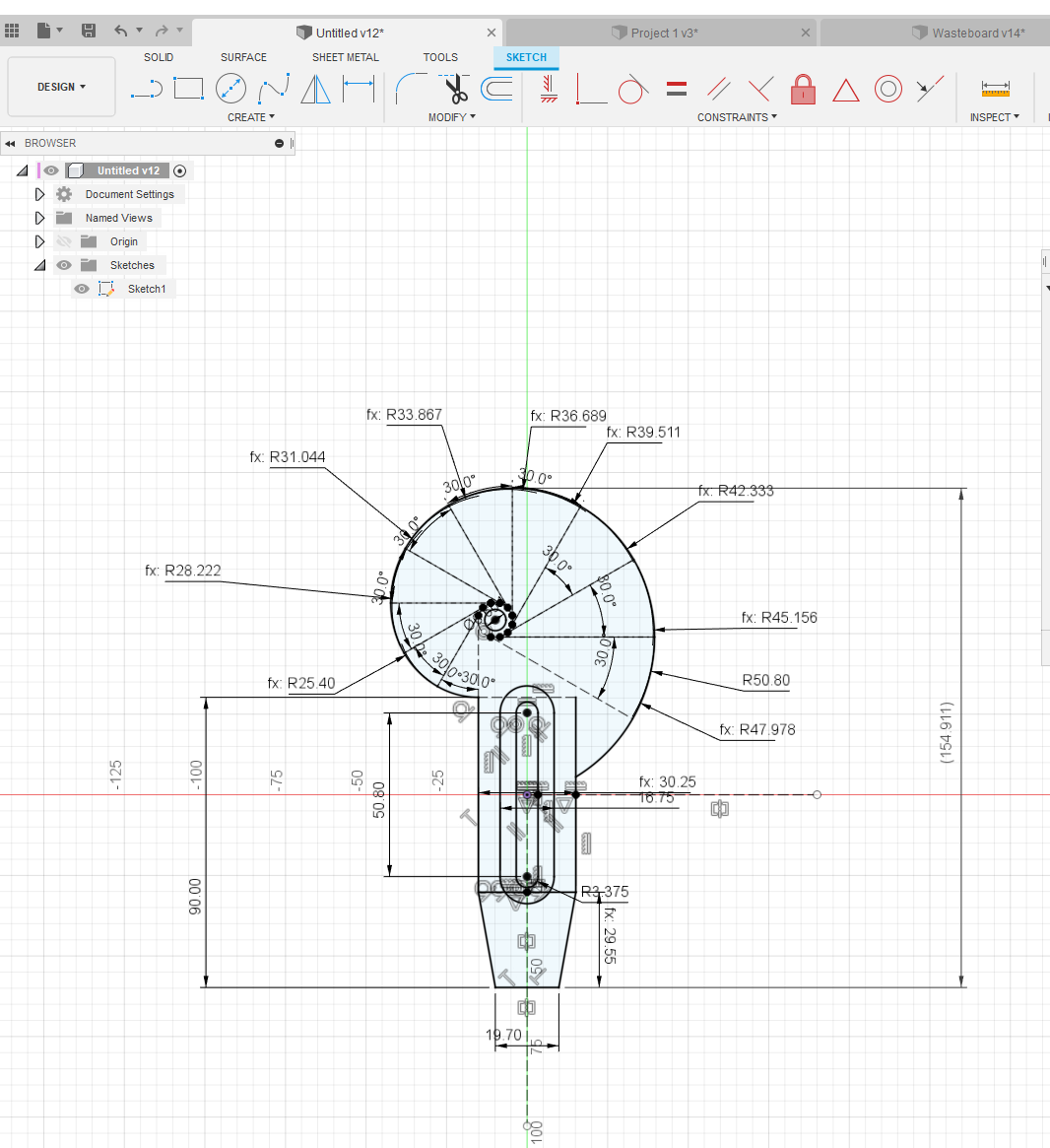
One of the first things I made on my Shapeoko3 were some cam style clamps to evolve past tape and superglue workholding. Looking at the usual suspects for ready-made designs, I wasn’t able to find anything meeting my needs.
I decided to increase the utility of the clamps by combining a cam style clamp and an toe style clamp. The design of the to clamp was designed to accept 1/4-20 bolts and washers. The cam clamp design was butted up to the back of the toe clamp, but was trickier to implement. Some cam clamp designs online are over simplified in their design and use an offset oval or circle to generate the cam surface. This method is insufficient since the load path as the cam is closed is off axis from the pivot. This introduces a loosening torque to the clamp. A better design is to combine many different radii of circle arc segments centered on a common pivot. This directs the reaction force closer to the pivot and prevents loosening.
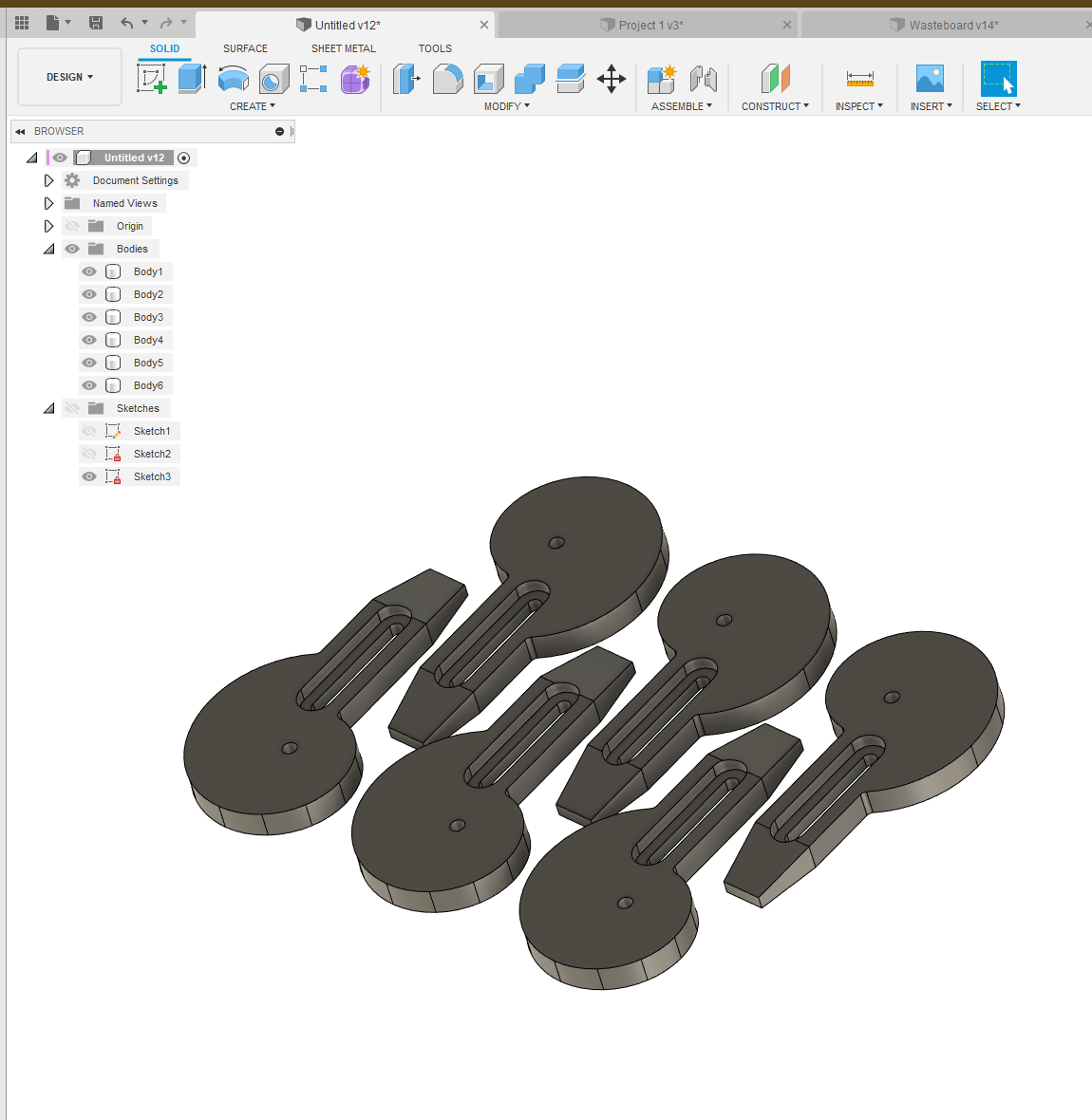
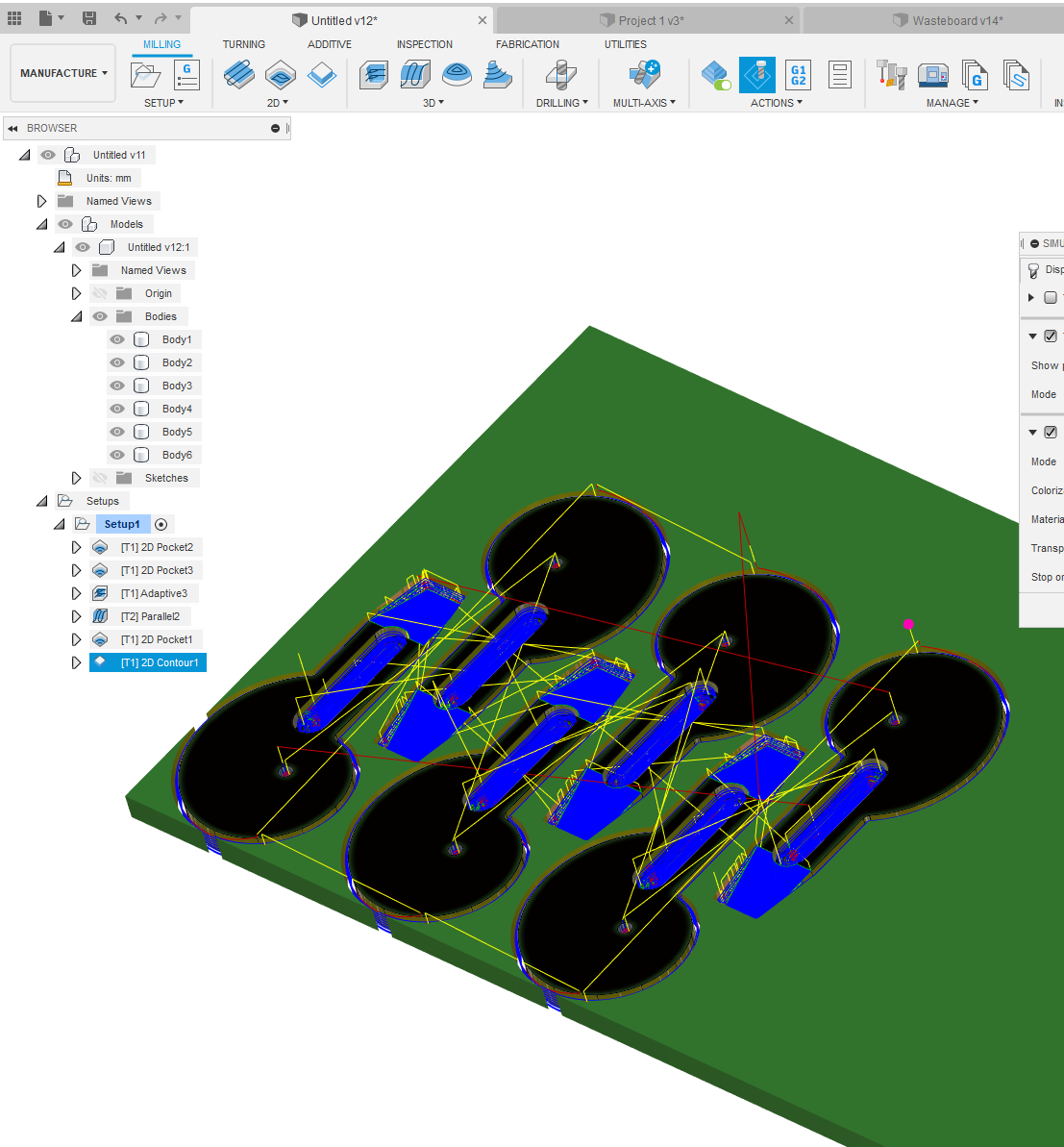
CAM was simple enough, the pivot holes, bolt slot, and toe feature roughing were complete using 2D pocket and adaptive toolpaths done with a #102 1/8" flat cutter. Tool change to a #101 1/8" ballnose cutter to do a parallel toolpath to smooth out the toe feature. Tool change back to the #101 to then 2D profile cut the part out of the stock. Finish was good enough to not need any sanding, likely at the expense of time.
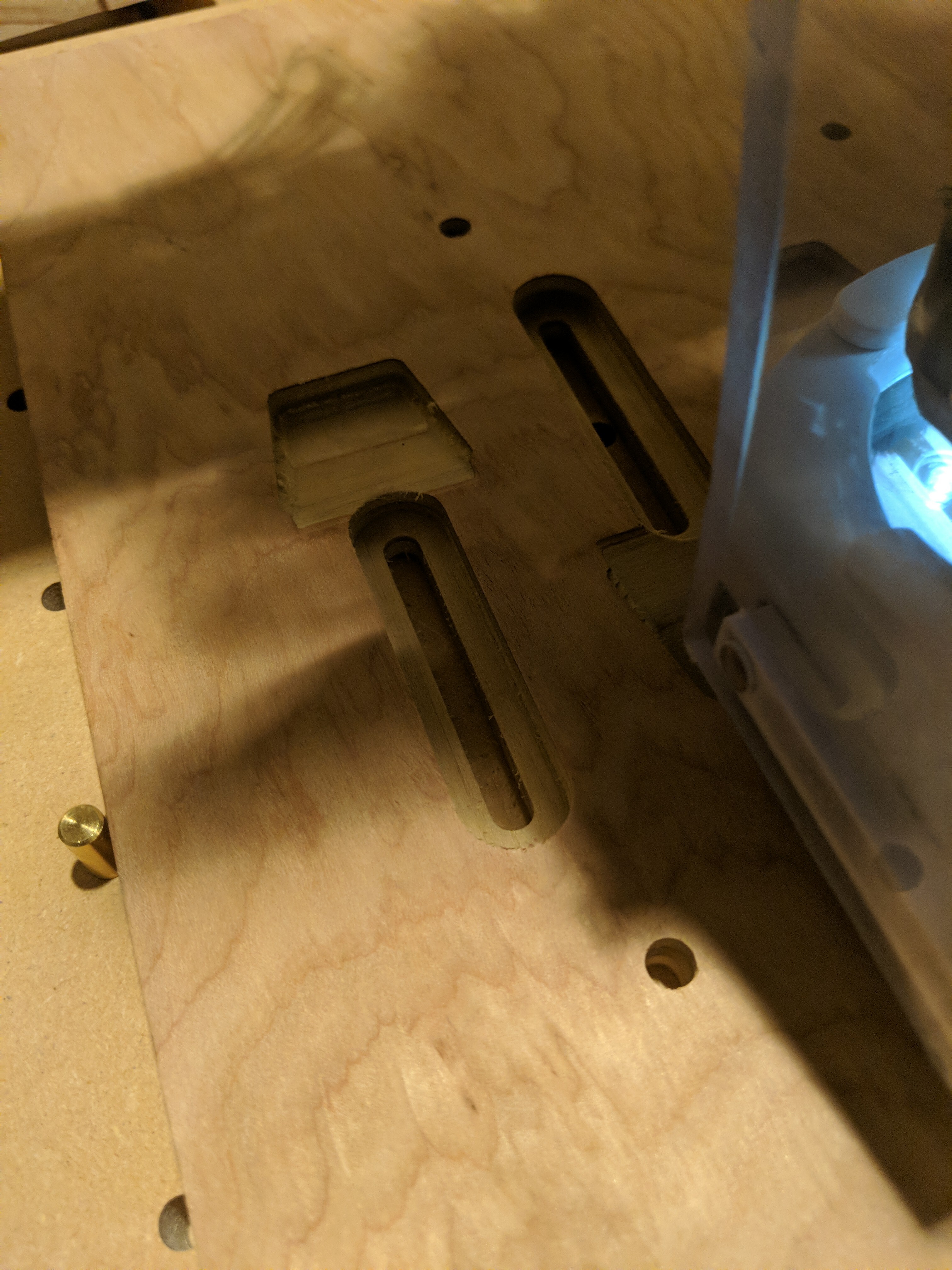
I’ve incorporated into my wasteboard 1/4-20 threaded inserts and 1/4" bores for dowel pins. I use these along with these clamps now to aide with workholding. The size of the clamp allows for most configurations of stock to be held with the pattern used on my wasteboard. I’ve included the project files for the wasteboard as well, but your mileage may vary and it may require some TLC to work with other setups. I had to get creative to work within the travel limits of the XL.
Attached are the Fusion360 design files and an STL for anyone that wants to try @fenrus STLtoPNG method to do 3D in CC. I couldn’t figure a good way to profile the part to cut it out.
Obligatory CutRocket Link (files to be added when allowed)
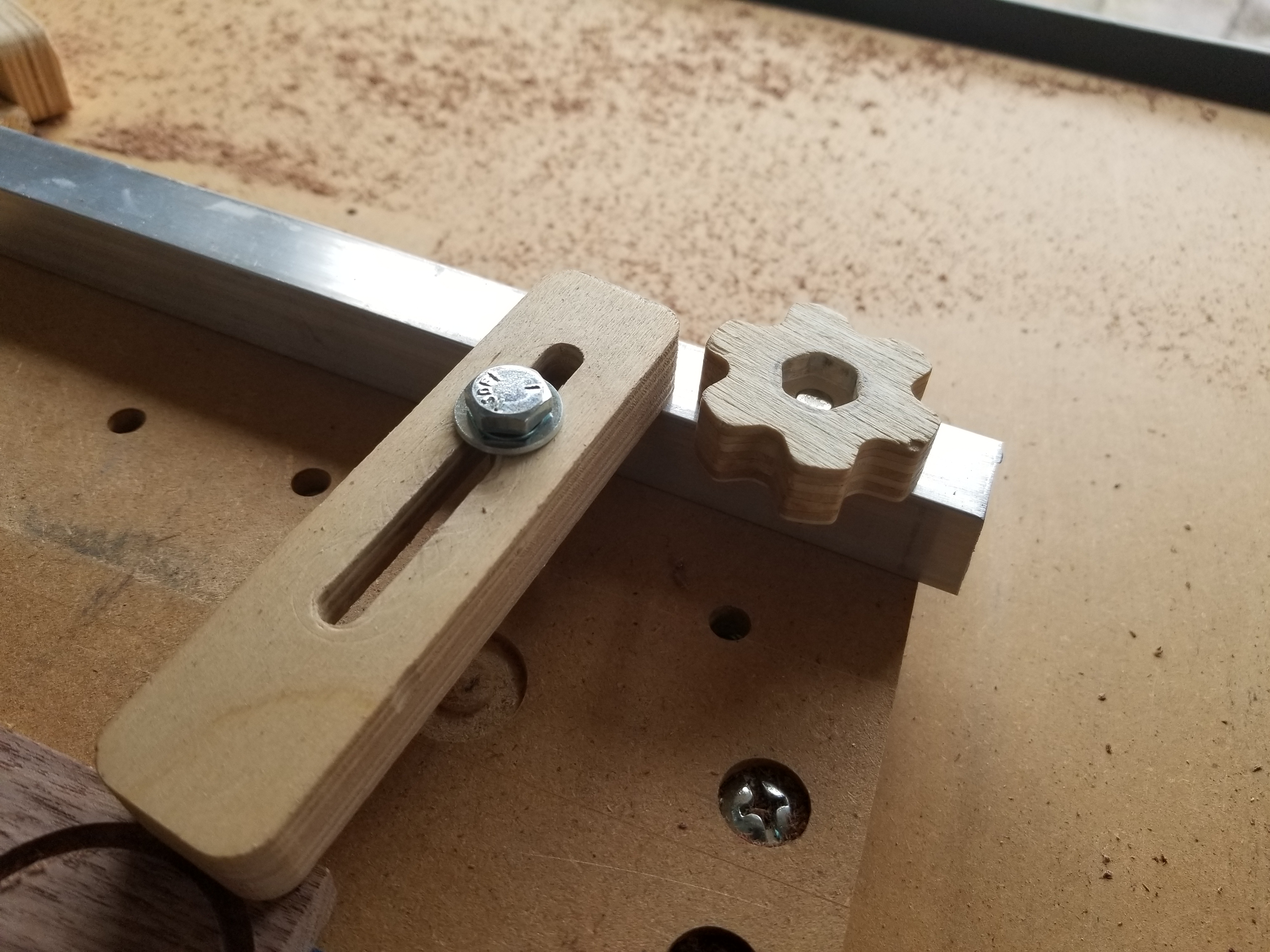
I made this a while ago when I switched from t-track to a threaded insert wasteboard. The t-track came with thumb screw nuts, but in re-using the hex bolts and now screwing in from above, I didn’t want to use a wrench all the time so I made this knob. It’s compact, sufficiently grippy, provides enough force for anything I’ve done, and has a little magnet in the underside to keep it on the hex bolts when you’re re-gripping for the next turn.
I’m running parts for it right now, but might as well make a post.
I’ve been running a few multi sided parts, and I’ve made a few attempts at 4 sided parts. The biggest challenge I have with 4 sided parts are how much stock prep work needs to go into the process. I was trying to do a swole pikachu a few months ago (made out of Ash wood), and I think either my zero was off, or the stock was slightly off. This led to the model not lining up during machining:
I’ve been thinking since that project that a jig would make things way easier. At first I was going to do a 4 sided jig, because I’m not quite sure how to machine on other angles/orientations in fusion. But seeing how @Vince.Fab made the 12 sided jig for the, and also just thinking about things, I figured an 8 sided jig would give me enough future capacity to have a thing I can use regularly without needing (super soon) to upgrade to something else.
Thread for those interested: Community challenge #11, 2019-2020 edition
Anyways, plan is to make this guy (edit: looks like that’s an older picture. I’ve reduced the height and removed the top flair outs of the octagon to make removal more easy) :
Holes to the left and right of the octagon recess are for the tiger clamps. Since I’ve been making things at various sizes, the tiger clamps should give me a bit more stability to the stock (but may not be required). I likely could’ve gone a bit larger with the jig, but right now it gets me the ability to do up to 50mm tall parts. I think I’d like to play with it before making a different one, that might be larger.
The plate that stock will secure to will have threaded holes at the outer ring to match the through holes on the recess, and also have holes for securing stock material to. I may make a few different versions if I find any limitations. I hope to have this finished by midweek and run a part or 2 with it to see how it works, if my assumptions are correct. Again my hope is that it helps with reducing the stock prep time.
More to follow.
@Radiation
When I did my submission for Community Challenge #7, I ran into a similar issue. A few things I learned were that stock starting dimensions were critical. I milled my stock to dimension on all sides since it was reference surface to align the part in the Z axis. Any way to remove the stock dimensions from the alignment of the material will go a long way. Second, I made sure to go past “halfway” through the stock in the Z axis to prevent cutting thin wafers of material as much as possible on the third and fourth sides. I didn’t do this then, but zeroing from a fixture or the wasteboard may also improve accuracy too.
I just got lazy with stock prep on the swole pikachu. Also it’s just a lot of work beforehand and also seems like there’s some wasted stock. I’m hoping to use the larger pen blanks (turning blanks?) from the exotic wood store near me for random stuff, and square-ish stock doesn’t have to be a huge amount of prep work before hand.
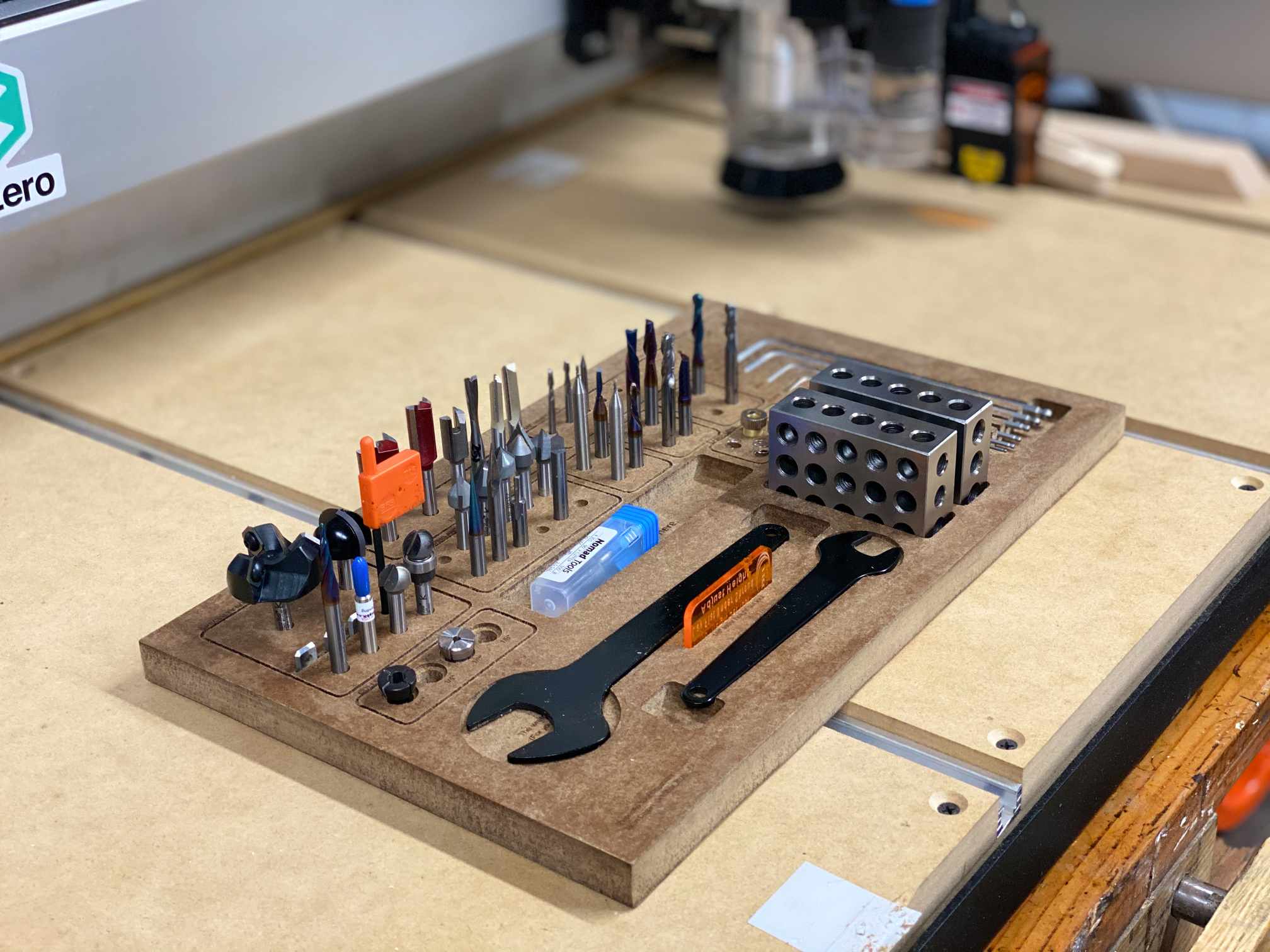
Here’s my submission for the community challenge: I created a tool holder for all my Shapeoko tools, designed in Carbide Create and made on the XL. I modified, produced and repeated until I could get the wrenches dialed in, and all the new bits I kept on getting as I got excited about my obsessive (OCD) organization platform…By the way, my 12 year old son quickly got a grasp of Carbide Create and made several changes himself - so proud!
Neat! I like the highly specific pocket in the middle
don’t forget to upload your design file to validate your entry (and upload it on CutRocket for bonus points too)
I also have a surfacing bit that suffers from this problem, I have to loosen the set-screw on the bitsetter and slide it over to catch the edge of the bit. So I am very interested in your solution.
I’m assuming the thichness of the part has to be perfect, to thick and the tool appears shorter, too thin and the tool appears longer… or is there some voodoo happening here that I don’t understand (regarding the tool measurement)?
The specific thickness isn’t crucial, because it’s a relative adjustment from the initial probe on startup. You just have to make sure the top is flat/planar.
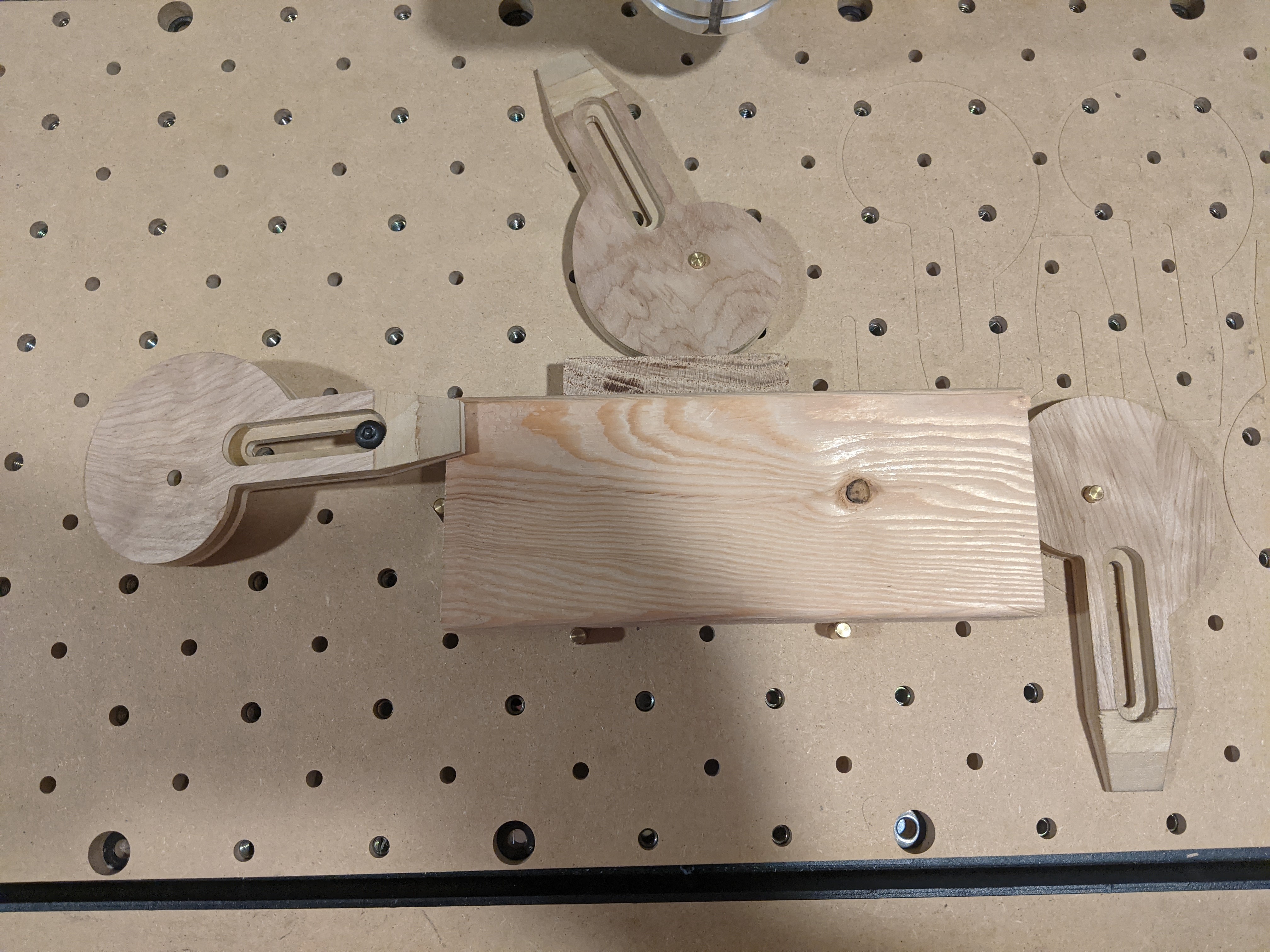
Somehow I managed to damage one of my Y belts, so got a roll of steel core GT2 9mm replacement and read up on belt tensioning techniques. During this, and whilst it may be only a minor hassle, the process of creeping the belt one tooth more or less in the clamps, holding it all still whilst tightening the lock screw bugged me.
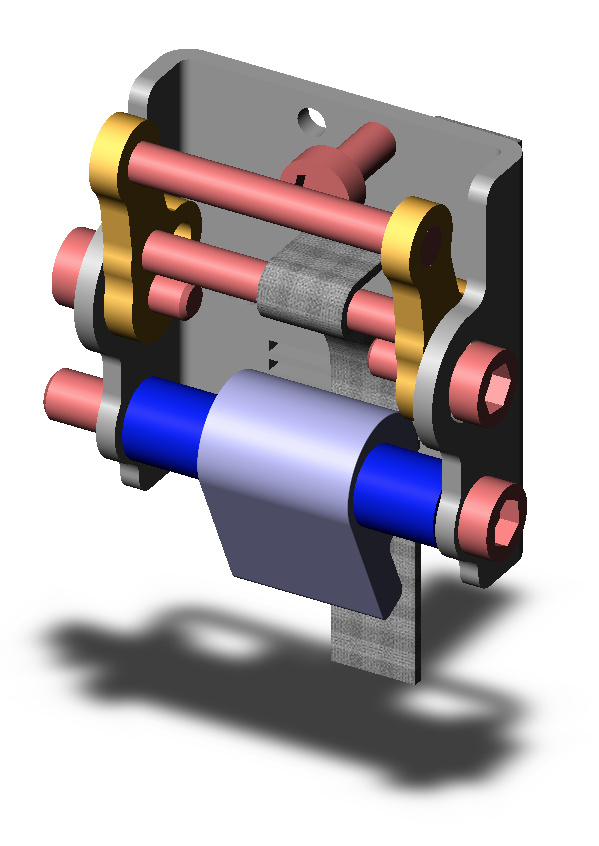
I saw various others had been similarly bugged, so the task was born… Adjustable belt clamps
After exploring and sharing various ideas, and enjoying the banter and humour that accompanied it, I settled on a design. I worked up the rotational geometry first, then designed the parts in CC (and copied them into VC too).
Be unaffected by vibration and debris during operation
Be made on the 3XL
Ideally not turn a whole block of Aluminium into chips - so cutting then bending sheet stock
Cater for 9mm and 15mm belts if possible
The same part for left or right Y fitment, and for X left or right too
But first, I had to take the plunge and cut some aluminium and find out feeds, speeds and clamping that works for me - with the standard Z and Dewalt spindle. Tests run, chips made, noises understood. Now I know I won’t wreck things.
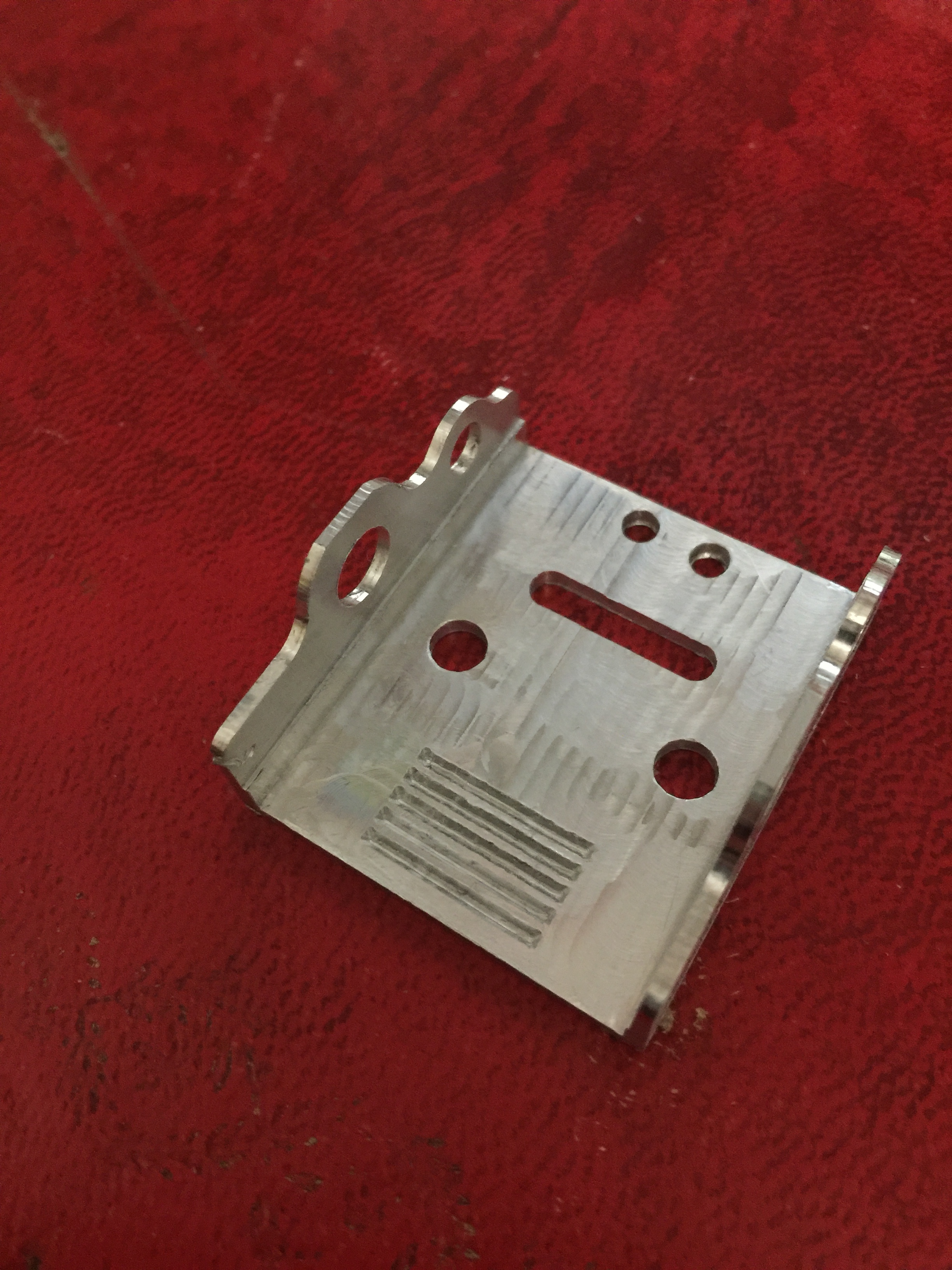
Bought some sheets of 6061 Aluminium, 2mm thick and set about cutting out the profiles (CC files attached, and Vectrics too).
Reading up on Aluminium grades, after snapping a piece whilst test bending, it turns out that 3000 grade might have been easier to work with - however, annealing is also effective on 6061. Using the ‘candle soot’ temperature test (fascinating topic of its own) to hit annealing temperature, then folding the parts using a vice-mounded vee-bender (bought from Warco Tool Supplies in the UK). Happy with the results, given the bend radius achievable wasn’t quite as tight as I ideally wanted. Stainless Steel 1.5mm could have been much tighter, but baby steps…
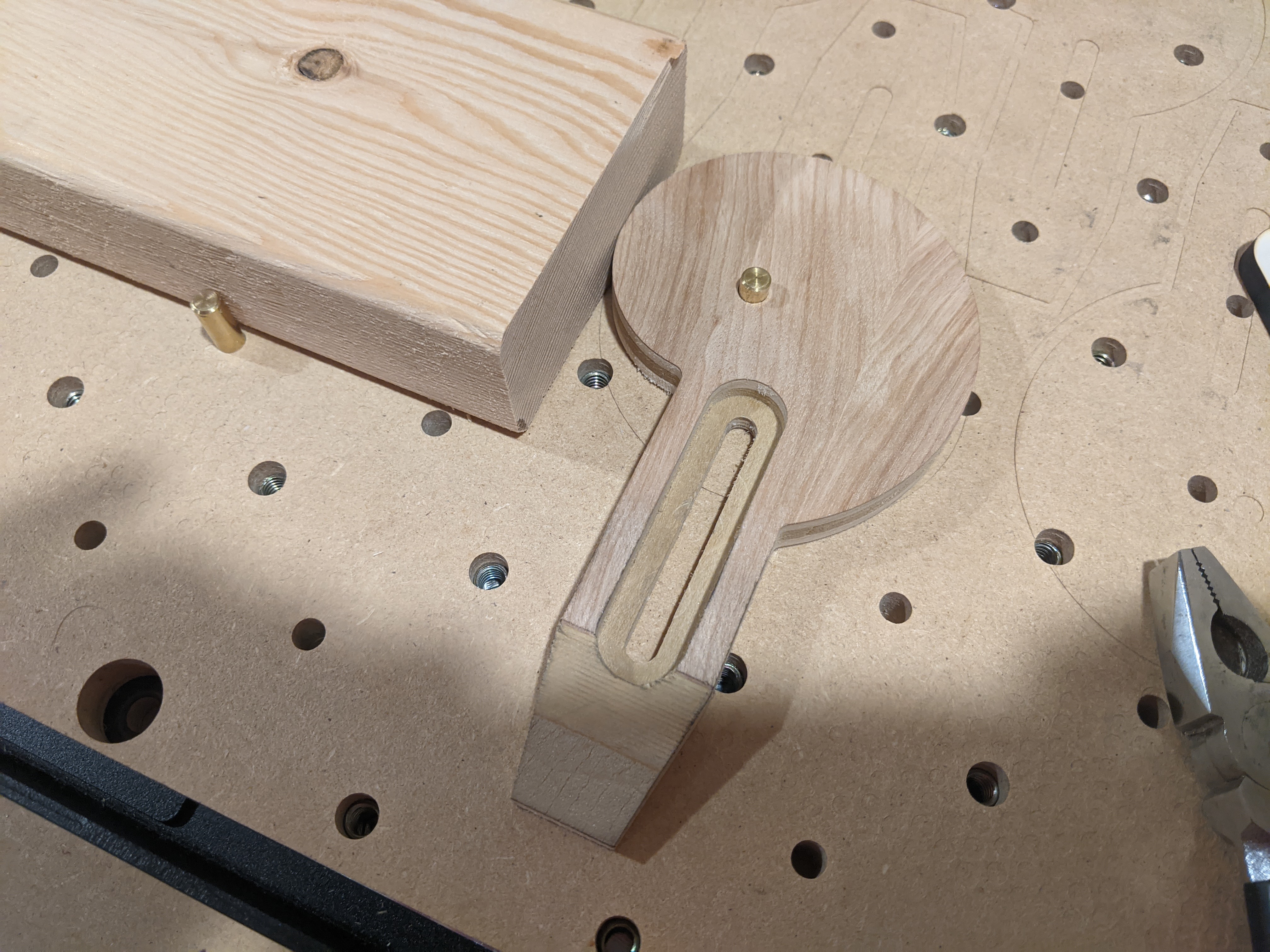
The small ‘arms’ are the adjustment mechanism - more on that later.
The initial threading and clamping of the belt is acheived with an eccentric cam above ‘teeth’ (2mm spaced, 1.2mm/60-deg vee carved grooves 1mm deep in the clamp body) this profile quite closely matches the profile of the GT2 teeth and was simple to cut on the 3XL. The cams were cut from a sheet of HDPE, two layers bonded together with Locitite Ionic Activated Cyanoacrylate adhesive (£6 on Amazon), to achieve 20mm thickness.
The arms are assembled by press-fitting two 4mm ground steel pins, one being the actuator that the adjustment screw pushes against, the other forming an eccentric diameter as the arms rotate, pulling more of the belt through the slot from the 3XL and thus tensioning it. I added a spare pin position just in case I wanted to adjust things later on.
The clamps are simply assembled with 2 cap-head screws to hold the adjuster and eccentric cam in place. The pics show overly long screws, but will fit correct length screws before final mounding on the 3XL. A little adjustment of the cam profile was necessary as hand bending the aluminium didn’t give a precise wall ‘height’ which the cam is dependent upon.
The 3XL frame has to be slotted to allow the belt to pass through, so I drilled and filed a 4mm x 16mm slot taking care not to damage the extrusion surface. My arms look like Popeye’s now, but the result is worth the effort (and sweat). This is the only mod necessary to the 3XL and won’t affect rigidity at all.
Mounting the clamp now only requires removal of one plate/extrusion screw, and the original tensioner screw, then re-using the plate screw to hold this new clamp in place. Pass the tail of the belt through the slot, over the top of the new adjuster arm, and under the eccentric clamp. Pull the belt tight by hand and close the eccentric ‘snail-cam’ clamp. With a longer screw passing through the original adjuster screw hole in the 3XL chassis, tension the belt with it as it pushes the adjuster arm open. Use your preferred method (pencil, ping or sound test) to achieve the right tension and ensure the adjuster screw lock-nut is tight.
I know the holding force of the snail cam is good, I couldn’t move the belts when pulling on a scrap piece with pliers - the GT2 belts are designed to hold by tooth to groove lateral contact, not from compression force. The concern over vibration loosening the adjuster arm was overcome in the final design by using a locked-off screw to move the arm. I did for the final assembly of the clamps add a HDPE sleeve over the arm pivot screw to avoid thread contact damage.
Just finishing off some Christmas promises on the 3XL (inlays and trivets from Bamboo - must have caught @Julien’s bug for these…), then I will finally fit and show these clamps in situ. I can’t wait as overcoming the original ‘fiddly clamp bug’ has resulted in these quite-nifty parts.
What a fantastic machine. And a fantastic forum community too - the initial ideas were critiqued and from that I could make improvements. If you fancy making some, would be happy to share the trials and tribulations as I experienced them - either way the geometry and action works however you choose to actually fabricate the parts. And who knows, someone at Carbide 3D might be watching with interest too for a future product enhancement Would be my gift if adopted.
Files for Carbide Create and Vectrics VCarve attached and on Cut-Rocket.
Edit: Have cut the other belt access slot in the XL frame, fitted and tensioned both Y axis belts. It works!! Tweaked both belts to get the exact same tension ‘ping sound’ (un-scientific, but it proves the principle) by simply a few tweaks on the adjuster screw. Very happy with that. Now to run some of those Christmas promises I still have to finish…
The slot in the frame is the only essential cut. I added a second fixing hole, tapped out to M5 ‘just for comfort’




 I’m assuming not the ones in the yard…
I’m assuming not the ones in the yard…

























 Would be my gift if adopted.
Would be my gift if adopted.