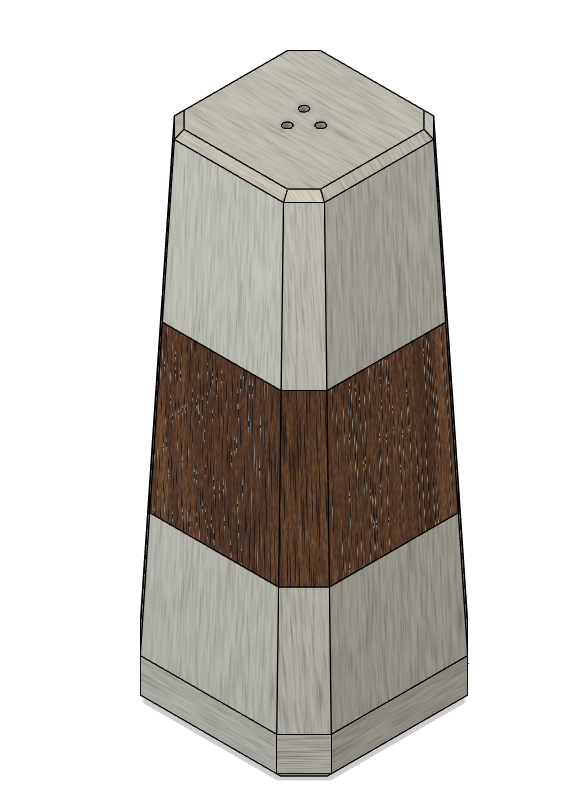
Here are my sapele and aluminum salt and pepper shakers. Each one has 3 parts with 2 operations on each one. The second op required a dedicated fixture for work holding.

Everything was designed in Fusion 360:
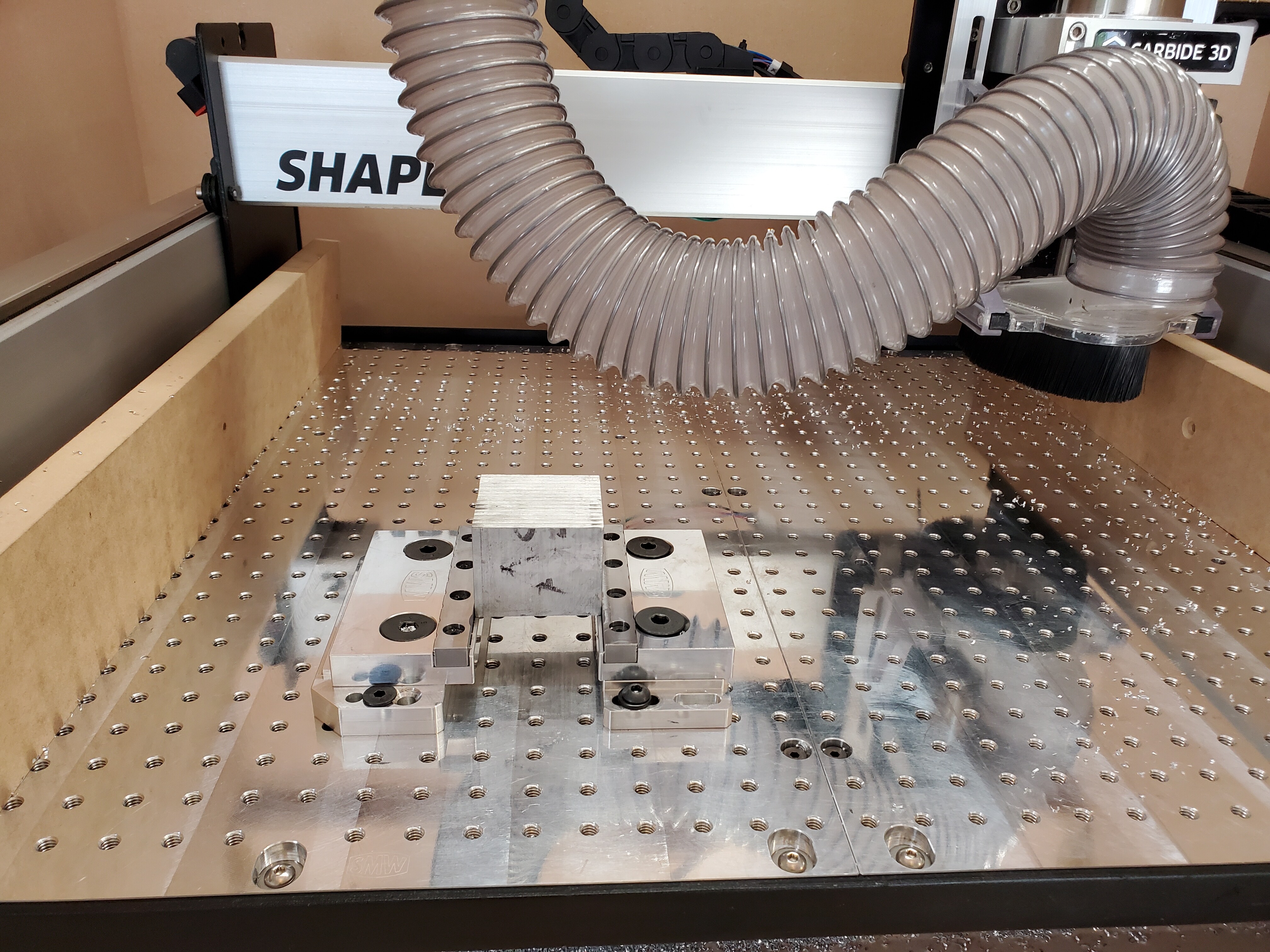
All the aluminum parts are cut from 2" bar stock held in a SMW mod vise (I can’t recommend this setup enough to people who cut metals):
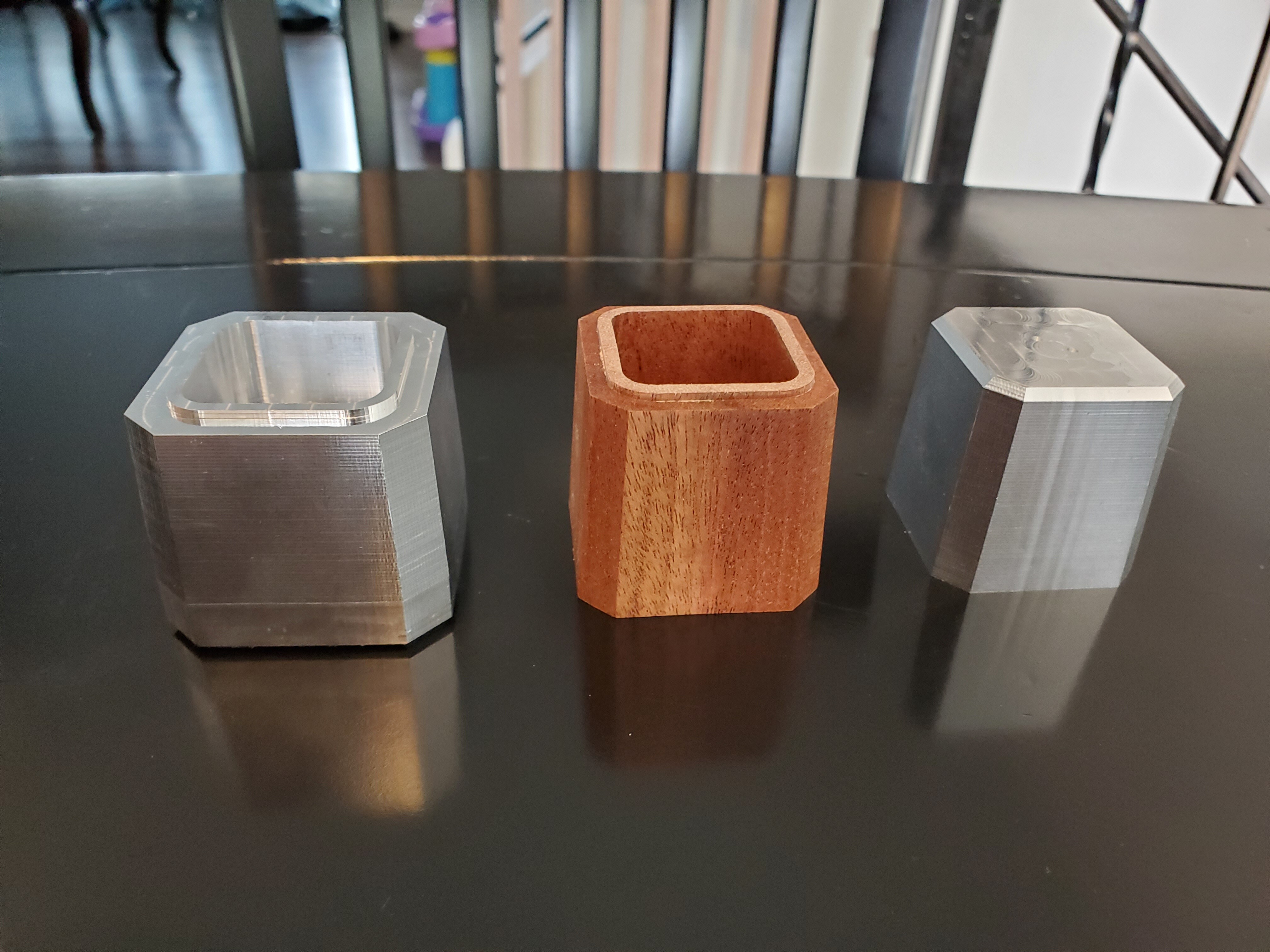
The tapered design necessitates that the inside is cut first and then use a fixture to hold it for the second op. Here is what the top looked like after the first op:

The fixture for the second op is designed to hold each piece from the inside using some mitee bite fixture clamps access from underneath. I was able to make this a very good fit. Pulling the part off would cause suction followed by a very satisfying pop when it came off.

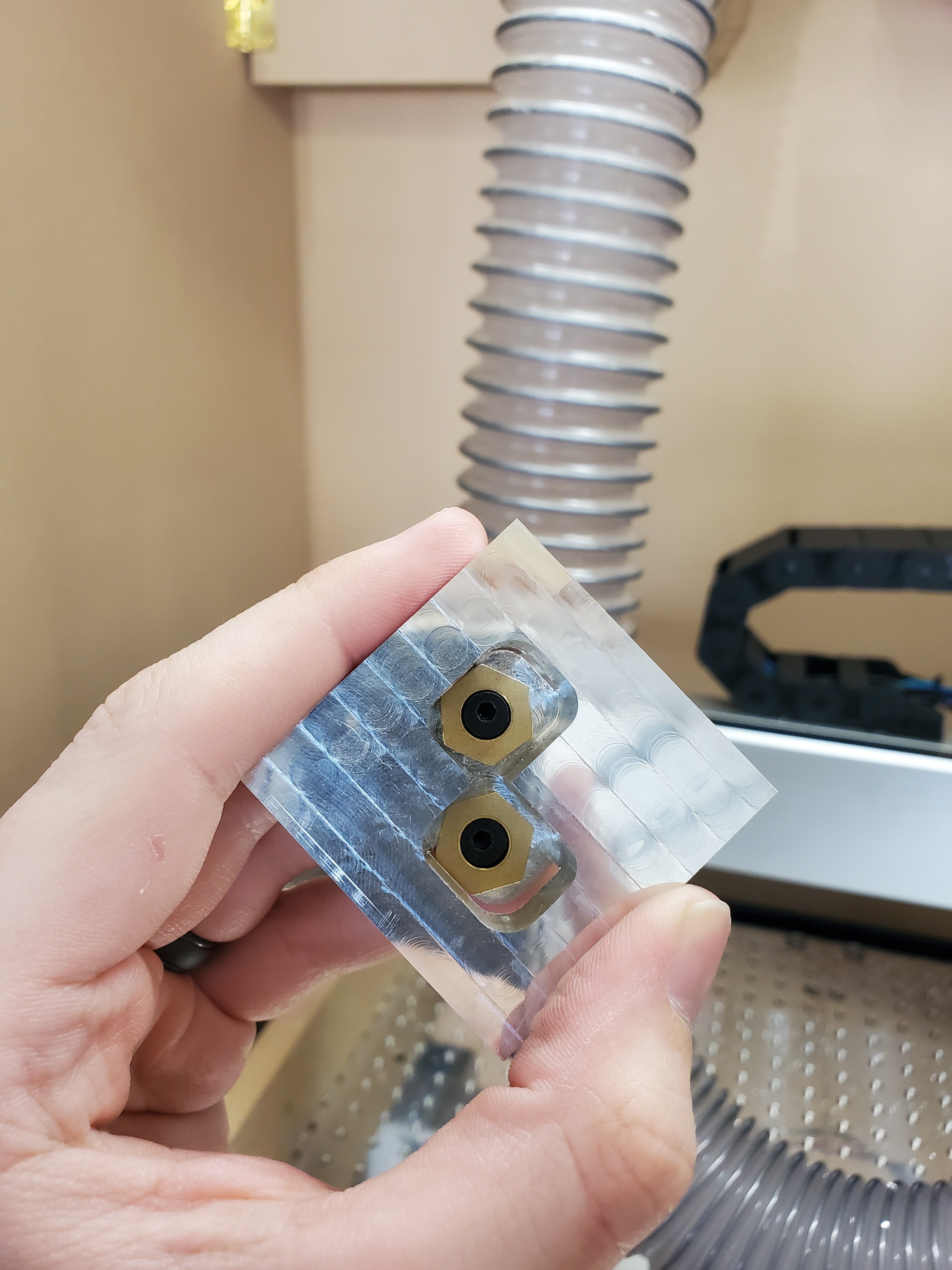
The fixture was made using the same 2" bar stock as the parts. In the future I will be making my fixtures from stock that is larger that the stock used for the parts. The part before the second op overhangs the fixture on all sides and it must be attached before putting the whole assembly in the vise. This makes it difficult to set zero off the fixture. Here is a view midway through the second op on one of the top pieces:

I haven’t cut wood on my machine in a very long time and I had forgotten how forgiving it is when compared to aluminum. I use a 2 flute square and a 2 flute ball end mill to cut both ops. I still don’t like cutting wood because of the dust but I did enjoy how well the sapele machined. It required very little post processing to get it ready for the clear coat. Sapele is a beautiful wood that has a little bit of a shimmer to it when you clear coat it.
To rough out all the aluminum parts, I used mostly adaptive strategies with a 6 and 8mm single flute from Datron. I highly recommend the 4 in 1 single flutes from them for anyone cutting metals. They are very well balanced unlike most single flutes and therefore I can run them at my max RPM of 24000. They also leave an excellent floor finish compared to other single flutes. They are pretty spendy though. My 24/7 reliable roughing recipe for my 8mm tool is 0.03" DOC, 70% stepover, 24000 RPM and 72 IPM (0.003" chipload). For the tapered sides I used an 8mm single flute ball end mill from Datron. I did not like this tool. It is not balanced like the rest of my Datron tools and since it is so large, it cause a lot of vibration. I was able to get it work alright by reducing my RPM to 16000. I will probably go with a 2 flute ball in the future. For the holes in the top I used the smallest end mill I have ever used. A 2 flute 3/64" made by some random company that I found on Amazon. I was worried about breaking it so I used the recommended feeds & speeds from a similar tool made by Harvey Tool. It ended up working just fine. Still gave me the butterflies when I pushed resume after changing to it.
I am really happy how this turned out. The clear coated sapele looks great with the shiny aluminum. They feel great to hold because of the weight. I bought some rubber plugs from Amazon (https://www.amazon.com/dp/B08QCPDPBP) for the bottom and they work great. The whole project was a total of around 10 hours of machining. Here is a view of all the parts and a closer view of one of the shakers:

Here is the CutRocket link:
I can’t get CutRocket to save the Fusion 360 link so here is the zip file of the f3d file.
Salt and Peper Shakers v15.zip (632.1 KB)
In fact, I can’t get it to show the description either.