V-carving is easy and rewarding, but getting great V-carve results takes a little experience, a properly tuned machine, and possibly a few toolpath tricks.
So the point of this challenge is twofold:
make something v-carved that looks great
AND show us details, like, close-up. Showcase the precision of your v-carve, and tell us what you did to get a sharp/clean result.
This could be the opportunity for some of you to test the “advanced V-carve toolpaths” that were recently added in Carbide Create.
The rules for this fifth challenge are:
use your Shapeoko or Nomad to make a piece that mostly involves V-carving toolpaths
submit your entry in this thread:
you MUST post at least one picture of the overall piece, AND a couple of close-up pics of details.
you may submit v-carved inlay work (wood or epoxy), however we want to see pics of the part BEFORE filling/inserting the inlay.
include the associated design file(s) and tell us about the steps you followed to create it.
you can post multiple entries if you want.
timeline:
you have 15 days to submit your project, deadline is set to March 8th, midnight PST
there will then be 7 days for voting.
voting will be open to legit community members only, and the jury reserves the right to remove votes from “outsiders”, and will also break any tie.
That rule is mostly just a way to make sure anyone can have access to the toolpath strategy/settings and feeds and speeds details, in the spirit of keeping this challenge about sharing ideas and tips and helping each other out (as opposed to “just” showcasing superb work, gallery style).
If you want to protect the vector design itself by not sharing the file, but are willing to provide LOTS of details and pics about how you created that project artwork, include screenshots, provide info on the settings you used etc…, I’ll certainly consider making an exception and validating the entry (but then you accept the implicit rule that I get to make that call )
Does it have to be a new project? I made a bunch of Advent Wreaths for christmas that would fit this project well. The other caveat is that was designed and created in V-carve.
No it does not have to be a new project (as long as you can post pics, more pics, and share info about the design/setup/settings). Having used V-carve is fine too.
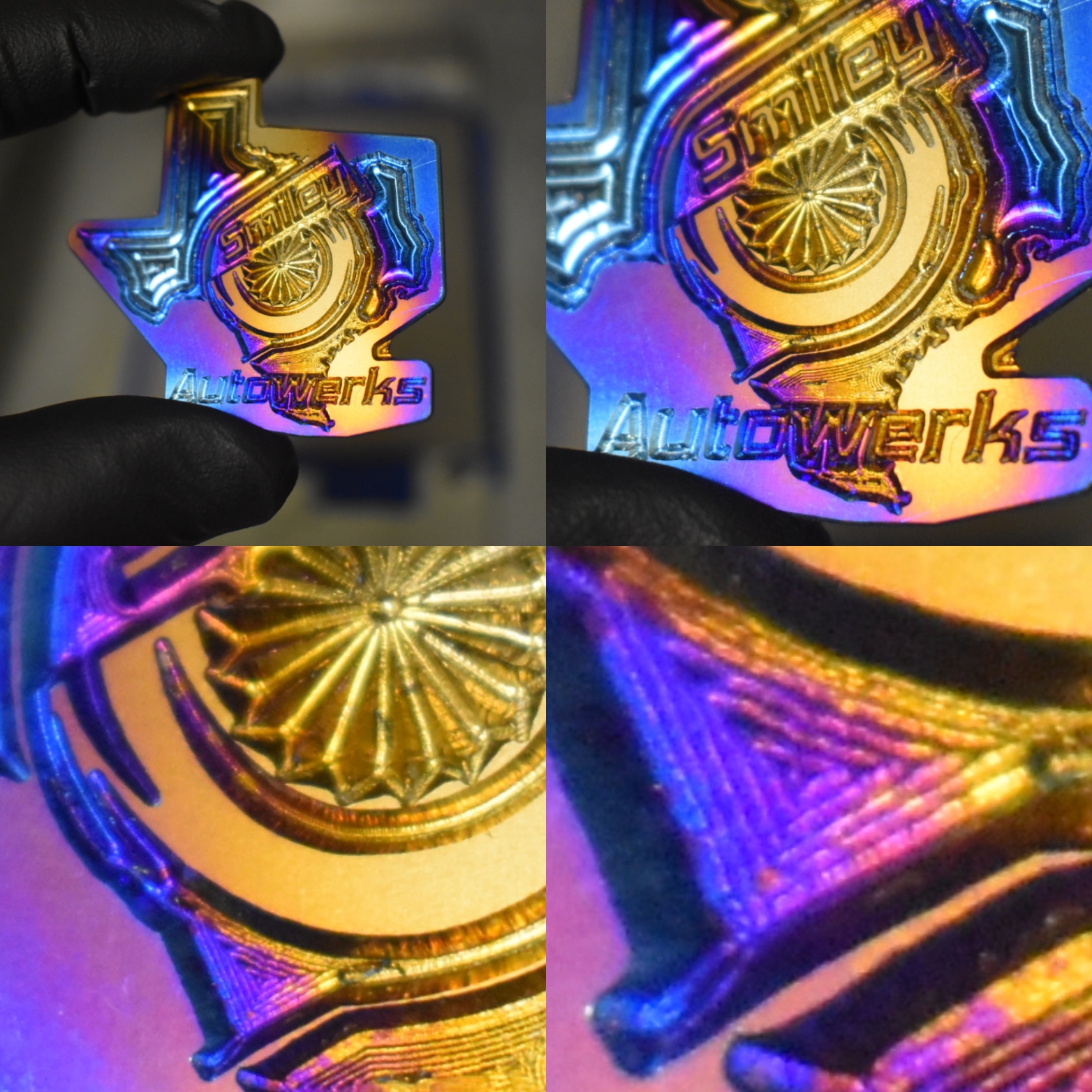
Been looking into machining titanium business cards and keychains after the success with the race car parts. Sheet is 0.035 CP1 Titanium and endmills used were a gross amazon 0.125 single (surprisingly resilient in this material), 0.125 double flute ball for the pocket, and a Kyocera 0.250 double flute 90 degree V bit. Carbide Motion functioned flawlessly with the bitsetter and one post.
Carbide Create Beta 460 was downloaded and used. Advanced VCarve was used with the ball mill at a 50% stepover for the pocket. SFM was kept in check on each tool and the Kyocera just ripped like normal. The advanced tool paths were really nice! Lubrication was used, no air blast, and a superglue/tape setup. Spindle running 8,000 most of the time and 0.001 chipload was targeted for a reliable cut with some load.
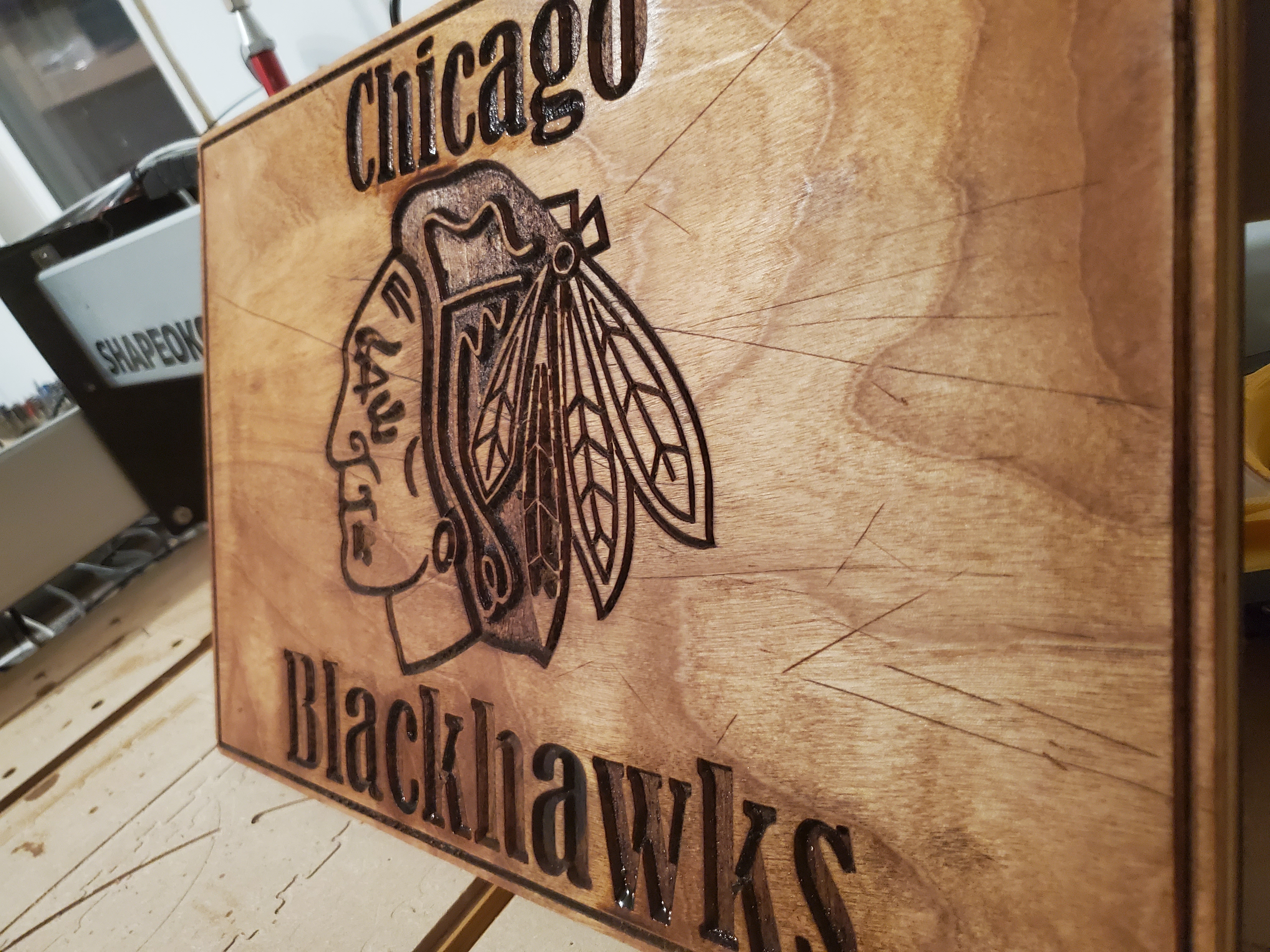
Just ran this yesterday to test out Winston’s new shapeoko parameters (faster settings). I programmed at 300ipm, and ended up running about 150% in motion…drawn in Lightburn actually due to its user friendly bitmap tracing IMO. Then programmed in Carbide Create
1/2 inch diameter x 60 deg v bit (Whiteside 1550)
300IPM
.125 depth of cut
Sign is 10.5"x15.5" Baltic Birch ply .75 thick
Profile was cutout with a 1/2 compression bit (Whiteside UD2102).
200 IPM
.125 depth of cut (With tabs)
Hence why the carve didnt come out as clean as it could have, this was more of a test to see how fast in could push the machine and not skip steps… I was impressed!
 )
)