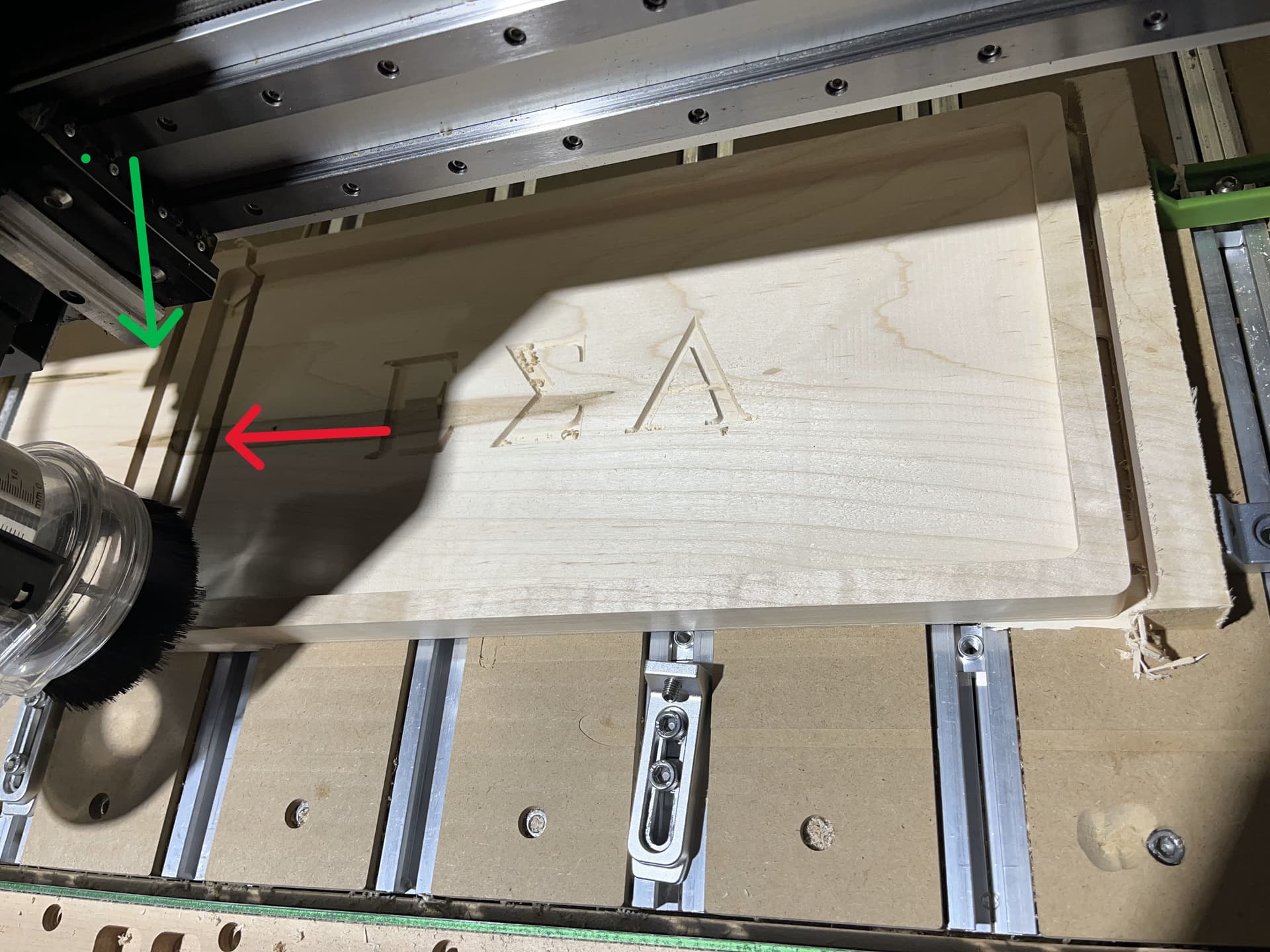
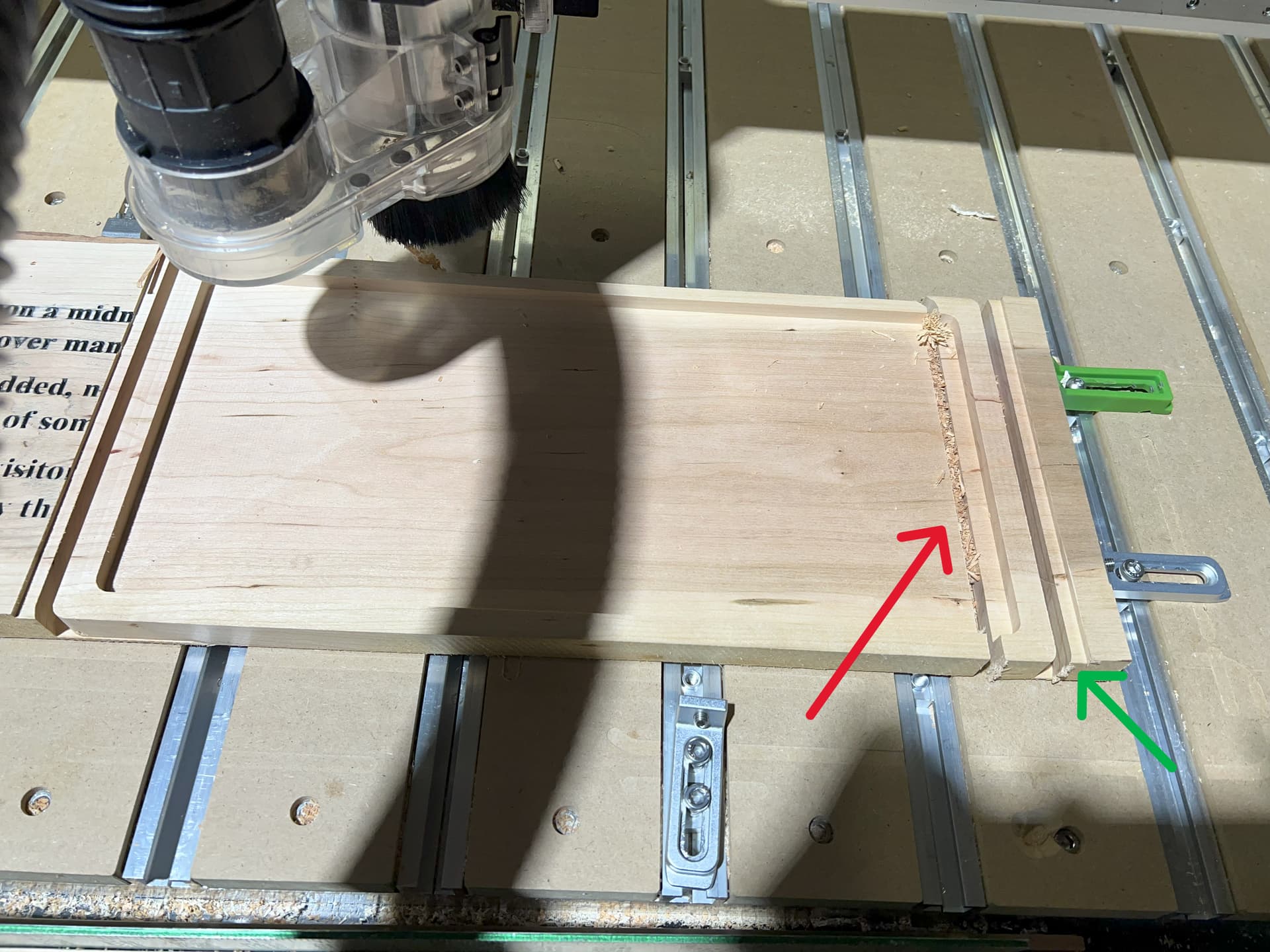
I’m making some simple charcuterie boards and at the end of the toolpaths the machine is slicing through my almost finished pieces. I put a few pictures below to show both failures with green arrows pointing out the good cuts and red arrows highlighting the failure occurring during the final toolpath. The weird thing is that I recreated the toolpath from scratch the second time and the error still occurred but on the opposite side of the part this time. The simulation view doesn’t show anything. It’s exactly 1.25" inset from the actual location where the contour should be. I really need help because I can’t find anything that would cause this.
I don’t think slotting or using the wrong tool is causing the problem. I’ve successfuly used the same tool and cut these parts before without issue. I actually have a pocketing toolpath in the file to remove material before the final contour cut path to extend the tool and machine life. There’s more than enough gap to allow the 1/4" downcut bit to pass through without slotting.
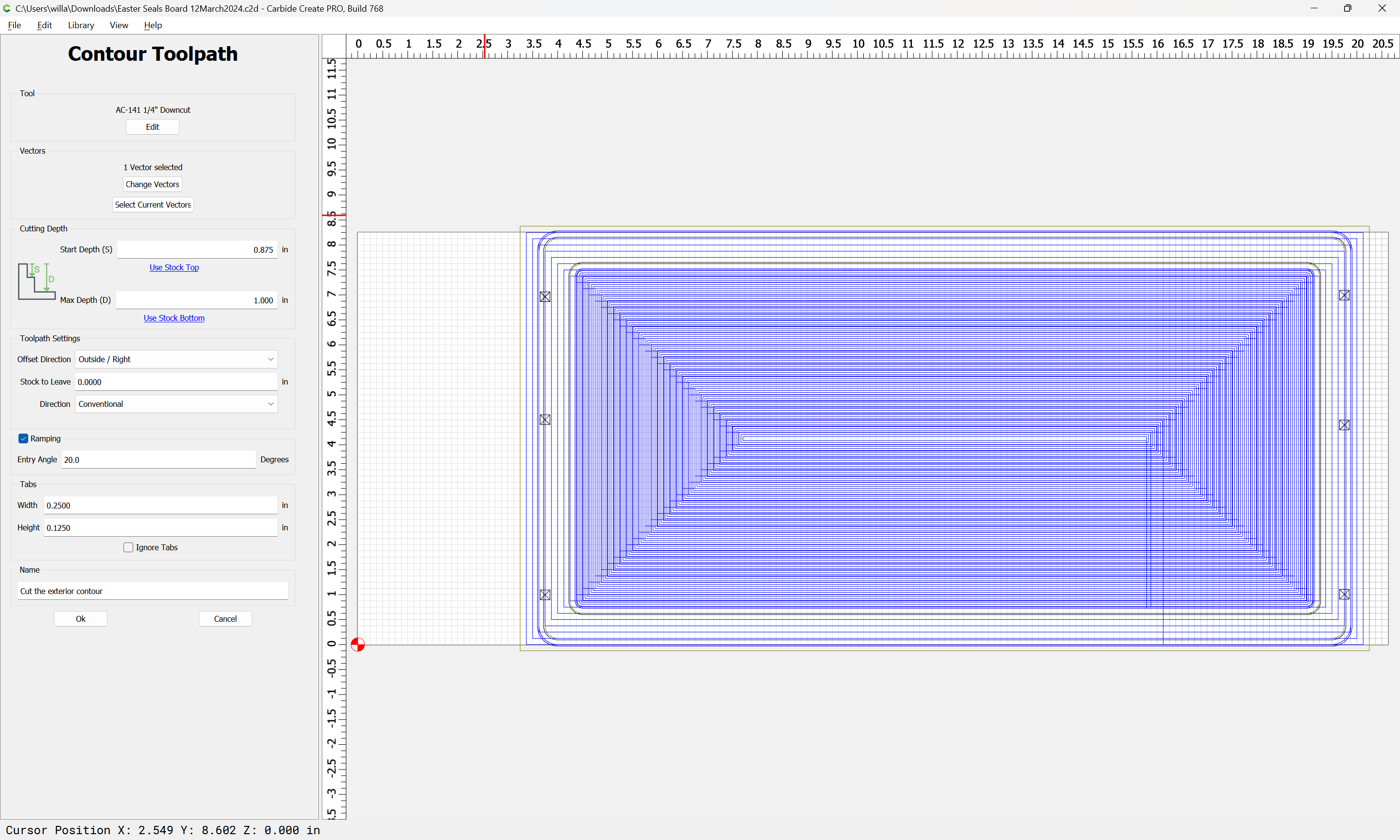
The final step, and where the problem occurs, the tool should increment inward 0.125" but instead it moved 1.25" which is why I believe there’s a bug.
To see if the cut matches the GCode, export the GCode from CM, then load it into a GCode viewer like ncview.
If there is a bug in the GCode creation, you’ll be able to see it in the viewer. If you don’t see it in ncviewer, then it’s a mechanical or electrical/wiring problem.
Another thing to try if this happens again - once the machine is powered back on and initialized, use the Jog screen Rapids to go to your X,Y zero. If that is now out of place, you lost steps somehow.
EDIT - nevermind, of course the initialization procedure will fix things up so you can’t see if you lost steps.
It looks like something hindered movement in X. Like the machine hit a brick wall. When the machine turns from X to Y on the bad cuts, the cut doesnt even show a radius on the turn. This implies movement in X was stopped.
Not a bug…cutting force is way too much and shifting x and pulling Z down. You are taking 1/4 depth at 80 ipm. No way!!
I machine oak exclusively .05 depth at 60 ipm max. No hobby machine is going to cut the way you have programmed.
A lot of force but it looks like the toolpaths were successfully completed except for the final pass. The final pass was a contour shaving 0.03 inch off the vertical edge while clearing the remaining 0.125 inch from the bottom.
The stock width looks very close to the final width (not much to remove along X). If that is correct, the X movements may only be shaving 0.03 inch off the edge. If so, I dont think that would be enough force to lose steps in X.
Y would have more force in this case but I would not expect excessive force in Y to cause lost steps in X and none lost in Y. (Y appears fine based on the radius on the top of the bad cut’s corner).
John may also be adjusting the override up or down, making the actual feedrate unknown to us.
Bozo T Clown is correct on his first paragraph statements. The previous clearing path successfully completed to prevent a deep slot. The final contour with tabs is where the failure occurs and it’s significantly less aggressive in terms of chipload than previous work I’ve done; it’s barely shaving off material because it’s a finish pass. I’ve got about a dozen completed pieces from a similar design that used identical feeds and speeds with no issue. Zero override btw on the feedrate for both of the parts shown here. Running the machine or cutter too hard also wouldn’t account for the mirroring of the failure between part 1 and part 2.
Michael Hotchin brings up a good idea. I’ll try exporting the machine code and seeing if I can find something in the G-Code. I’m not good at reading G-Code, but I’m learning and will post it here.
Seems like you are getting a sudden loss of X-axis steps vs. incremental - I would check the X-axis motor connections. Jog the X-axis back & forth while flexing the conductors a bit around the connectors to see if it stutters. An intermittent connector can look fine most of the time except for the odd occurrence when it gets strained or flexed by a vac hose or cable guide - then it causes a seemingly random issue.
Gcode was fine, but I am on old versions of CM (622) and CC (757). I would not expect the gcode to change much between versions but I am always concerned when I come to a conclusion with software versions others may not be using (so I try to limit what I say) . Cheers.
Dust shoe caught that clamp bottom center of photo? Zooming in on the pic, the cut looks rough, like it was struggling at the bottom of the board right there along the area of the clamp.
Lower the spindle so the bit is at the waistboard and manually jog the it past the clamp, checking for clearance.
I looked as well and nothing looks out of place to me. I ran it again and noticed that there was a small offset so I’m wondering if the machine needs maintenance. I’m going to try tightening all of the belts and checking the tightness with a frequency tuning app on my phone.
The only thing I can’t make sense of is the fact that both failures occurred approx 1.25" inset (x-direction) from where the direction change should have been and that they were mirrored between the two failures.