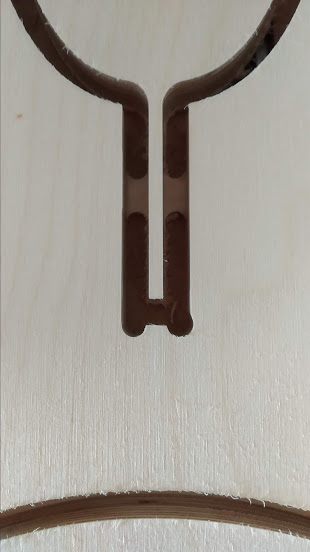
Some times i am getting this weird deflection when cutting the Tee pieces (semi circles) at the end of a rectangle cutout. shown bottom right in the picture.
This only ever happens with the 1/4inch Compression cutter I am using at full depth, the initial passes with the downcutter are very neat like the one on the left.
I can also hear the bit biting into the corner when it happens. It doesnt always happen as you can see here both were cut in the same pass and the left one is fine. sometimes it is a big wobble like this one sometimes it is very small.
Ive checked v wheels, z axis and belts, and I have cleaned the tool and collet. so now I am stumped about what is causing this, so if anyone could give me more things to try I would really appreciate it.
I have tried cutting at normal speed and at 50% feedrate reduction but it still happens.
Thanks
Up and down cut bits can deflect in certain directions due to the dynamics of the bit. You did not say what your depth of cut is but try reducing your depth of cut on a slot that the same size as the bit. That will cause less stress and hopefully keep the slot straight. When using a compression bit the initial shallow cuts will be down cuts and the up cut is not really in play unless you are cutting full depth.
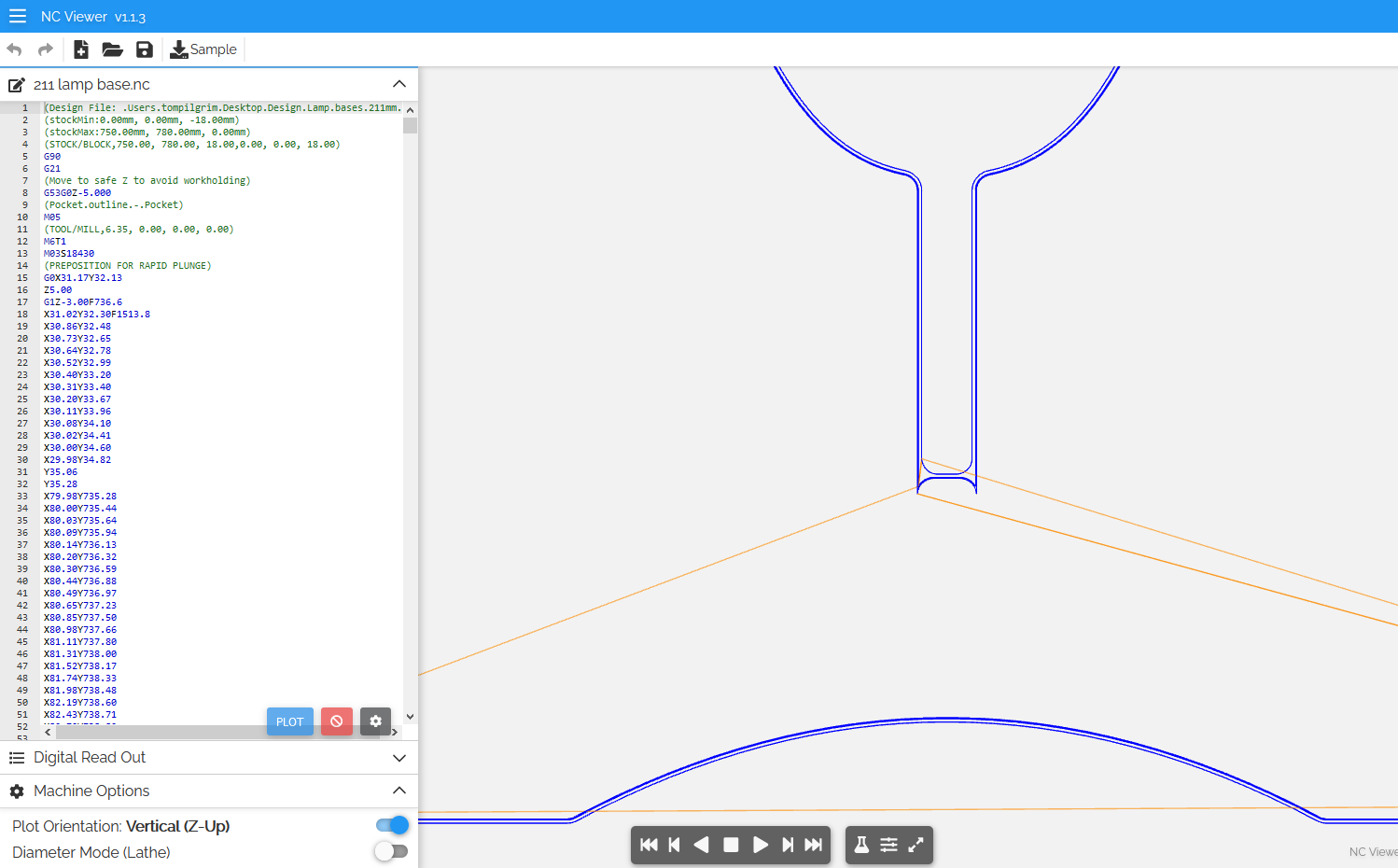
@gdon_2003 I used the downcut bit for a 7mm pocket down to 16mm depth (18mm stock plywood) then used the compression bit for the final 2.5mm cut in one pass.
Not sure what is causing this but I’m leaning towards @LiamN’s hunch that somehow it’s “just” deflection when the endmill hits the corner. Since you mentioned you can actually hear the endmill biting into the corner, I wonder if the compression endmill somehow ends up vibrating at is goes into full engagement in that corner, clearing up the remaining 2.5mm along Z. Have you tried letting the downcut cut all the way through, and the using the single pass with compression endmill to clean-up the edges ?
Although not an attempt to explain what’s happening, a way to prevent it might be to pocket the inside of the straight section first with a clearance of a few mm, so that the bit doesn’t have full engagement when it’s in that tight channel.
Another recent post demonstrated something similar.
When the endmill rounds a corner, or bores a hole, the tool is loaded to a greater extent. If your system is not rigid enough to resist the deviation, you will see the result. This can manifest itself in a variety of ways depending on the geometry, engagement ect.
In this case, it looks to me that with the increased load, the cutter is being pulled into the corner. The endmill will likely contribute some minor degree of deflection, but with regards to our particular machine capabilities, the machine is likely your limiting factor.
CAM programs, like Autodesks, provide “Feed optimization” options to address these programming scenarios.
@WillAdams I was trying to follow this post with adding the 7mm wide pocket before using the compression cutter, have I misunderstood the procedure?
Thank you for the link to @fenrus tool , I’ll try that next time.
@Julien@Gerry Thanks for you ideas I will try that, it makes sense as the tool suddenly engages 3/4 of the way around the whole tool rather than just along one edge. I guess I was also being a bit tight making the tee end only the same size as the bit. next time I will make the diameter of the tee hole a bit bigger than the bit.
btw if you get surprise deflection kind of things on such engagements … I had that once and it turned out I had a loose V-wheel on the Y axis that allowed the whole X-axis to “buckle” a bit on sudden forces…
once I found it … it was an easy fix
@WillAdams I think I have solved it now, I was cutting the final 2mm of stock and trimming the 0.2mm finishing pass in the same operation.
Ive run it again with slower speeds, optimised gcode and made the tee semi circles bigger as well as 0.2 and 0.1mm finishing passes and its worked perfectly
Thanks everyone for the advice.
I reached a couple of shapeoko milestones this weekend, ran my longest job of around 3 hours cutting time and for the first time I felt comfortable enough to go and do some cutting on the bandsaw and leave the shapeoko unattended. not quite confident enough to go out of earshot yet but getting there!
I strongly recommend you always stay within earshot (and smelling distance too), unless you have an automated fire extinguisher system in place. The time when you feel you are “comfortable enough” is precisely the most dangerous one I think.
Sorry, did not want to rain on your parade, just thought I would mention this as a safety PSA
I do other work like sanding and hand sawing whilst the Shapeoko is running, especially on repeats of jobs I’ve already run. Your ears get tuned to the sound of ‘happy CNC’ quite quickly so you can go and intervene when something bad starts to happen.
I don’t leave it running when I can neither hear nor see it.
Just for the sake of the discussion: I learned here that some of us install fire extinguisher “balls” suspended above their shapeoko, that activate automatically if things get “hot”