Can anyone suggest starting F&S for contours and pockets in Corian with a #201 end mill on a SO4? Searches seem to point to a non-existent wiki. Thanks!
“Corian is mostly Acrylic/Acrylate-based resins, with fillers depending on what the ‘look’ is the designer was going for”
Machines similarly to hardwoods, a climb cut finishing pass may eliminate marks from chatter. For a high gloss, sand using micromesh and polish with Novus #2.
- Bit: 1/8" end mill
- Feed: 900 mm/min
- Speed: 20,000 r.p.m.
- Cut Depth: 0.5–1 mm
v60 .5 dia bit at 55 in/min and cut in .18 in deep at 19k router speed
0.0625" DOC, 1/4" end mill, and 60 IPM on a heavily modified SO2 ~7lb of cutting force[319]
Dust is fine and potentially dangerous, if cutting for extended periods of time, released / generated gases are a potential hazard.[320]
http://www.shapeoko.com/forum/viewtopic.php?f=30&t=6215&p=48324
A horizontal roughing cut was done at 80IPM with a 0.25in, 0.060 corner radius end mill from lakeshore carbide (where I buy all my tools). The DNP611 was set to 3.5 on the speed controller. Stepover was 50% with a 0.055" step down, and stock remaining set to 0.02". Finishing was done at 120IPM with a 0.125in ball nose mill, 15% stepover. A leading edge curve following cleanup path was run with the same 1/8" ball mill and an 8% stepover.
1 Like
Thanks, Will. That’s a lot for a new user to absorb… I’ve read all that before, which led to my question this morning.
Looks like the closest match to the 201 in all that is a .25 o-flute end mill. Any tips on adjustments needed to that recipe to work with 2 flutes?
Is the 201 just unsuitable for corian? Don’t want to use 0.125, as pocketing will take forever.
The #201 should cut Corian fine — hopefully someone will have a specific recipe to share, or perhaps you can convince @wmoy to do a segment on it for #materialmonday:
1 Like
I use Corian frequently and started with hardwood settings and adjusted from there. I use The .25" O-Flute from Amana for thru cuts and finishing outside edges but I do not like it for partial depth pockets. The floor finish is not as clean as the 201. I am mostly doing advanced V-carving using Vectric to get multiple clearing tools as well as ramping and lead in/out motions. The number of clearing tools and which ones are selected on design by design basis, balancing the number of tool changes to total cutting time. I’m not in production just a hobby and I’d rather not push my machine (3XXL) too hard. I am however running a 1.5KW water cooled spindle on an HDZ.
This is a typical set of feeds and speeds.
201 - 18Krpm, 80 IPM First clearing tool
102 - 18Krpm 60 IPM Second clearing tool
112 - 18Krpm, 60 IPM Third clearing tool
Amana 45624-K 60 degree V-bit 18K, 55 IPM
Amana 51404-K .25 Spiral O-flute 22K, 80 IPM Cutouts and outer edge finishing
Different colors and vendors will need modifications to feeds and speed to avoid excessive secondary work. Sanding and polishing of edges is easy but details of carvings can be a pain.
Some Easter/Spring Trivets - Advanced V-carving 0.160" depth.
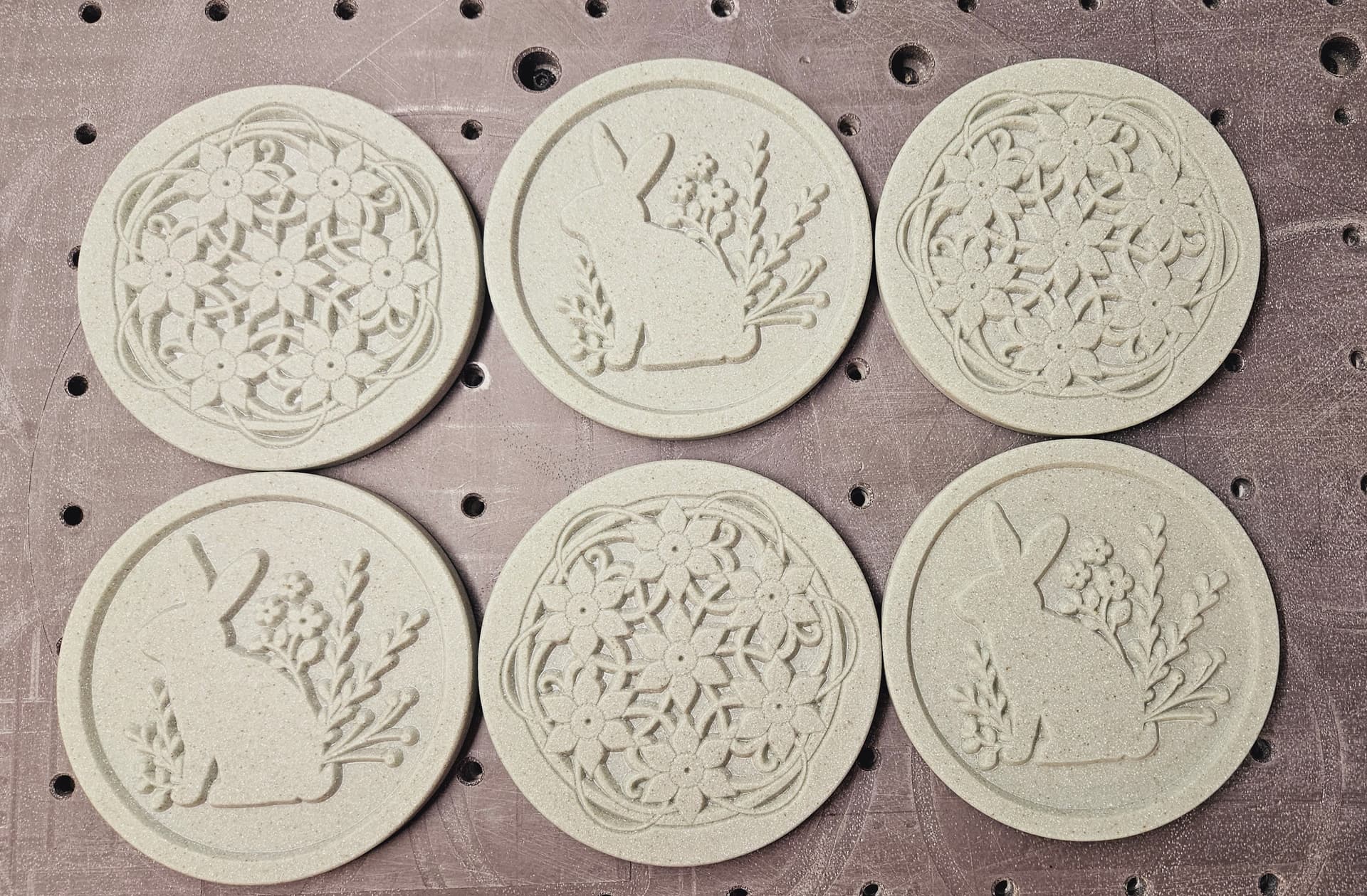
5 Likes
Upcycled an old Corian cutting board into a shower caddy…
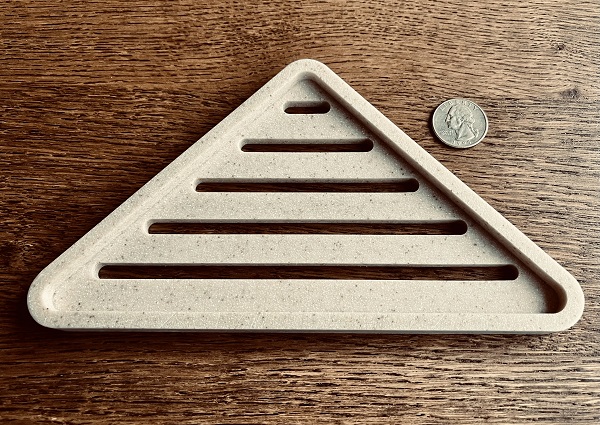
Thanks for all the advice today. Here’s what I used:
#201 endmill
Stepover - 0.125"
DoP - 0.045"
Plunge - 12 IPM
Feed - 70 IPM
Speed - 12K rpm
Super clean finish and it made decent chips rather than dust or strings, so perhaps I hit the sweet spot.
5 Likes
This topic was automatically closed after 30 days. New replies are no longer allowed.