SO, I have read all the forums in regard to the new inlay feature and all the settings people are using. I set up 6 different “square and circle combos” with a .2 depth and the inlay at .01 - .06 and all of them still had gaps so I am confused on how to get a perfect fit. I have a Air Force Shadow box project due next month & I cannot get this dialed in. If anyone figured out a secret formula I would appreciate if you would share it with me. Thank you in advance.
Could you post a test set of files, step-by-step notes on how you secured it to the machine and set zero relative to the stock, and photos showing how the cuts turned out and how the inlay worked out?
Here is the photo. I will have to send the file when I get home this afternoon. It was being held down with the green clamps that came with the machine.

Have you calibrated your machine for belt stretch?
I would suggest using two nice pieces of contrasting scrap wood (I used poplar and cedar):
I had the same problem with the builtin inlay. I sent it to projects@carbide3d.com and got a few responses but no resolution. The Vetric software takes a different approach. You cut your female pocket at the .2" and then you cut the male inlay with a starting depth of .1". That makes the male inlay slightly smaller than the female pocket. Then your inlay inserts deeper and no gaps. However the problem is you have a large gap under the inlay. That might not be a problem but if the object is handled the inlay could collapse inside the pocket if gluing was not good.
I love to do wood inlay but recently I have been just epoxy filling until I can figure out what to fix the builtin inlay.
so one magic thing to do (until CC gets fixed) is add a toolpath on the plug side like this:
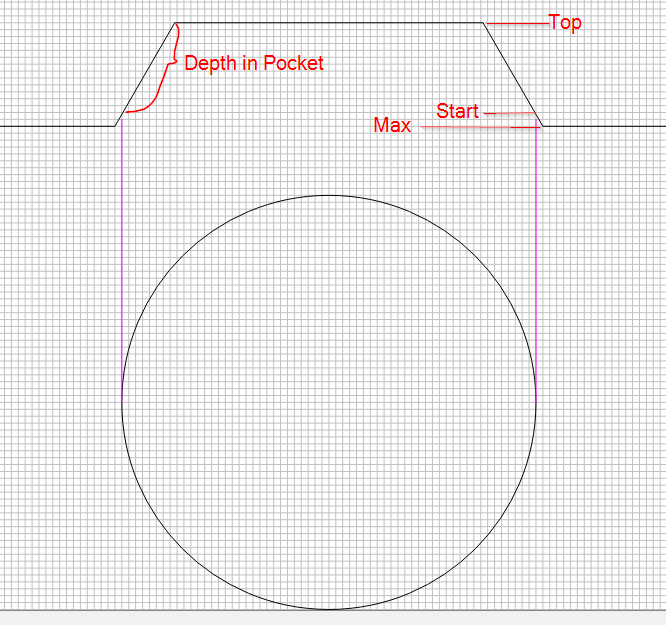
An advanced vcarve (using the same vectors as the normal plug toolpath) with the final depth set to the same depth, an the starting depth set to “final depth minus the configured glue gap”
(so if your design is 0.2" deep and you set a 0.04" glue gap, set the start depth 0.16")
Do NOT set the checkbox for “inlay” on this toolpath (unlike what you do for the regular cut), and do not set the area clearance tool
this extra toolpath will cut away a little bit more material that CC (for now; bug with lots of details reported to support) leaves incorrectly for “inside” corners in designs.
hmm your designs do not have inside corners for this one so this is most likely machine inaccuracies ;(
1 Like
I use advanced v-carve. Depth .2" and do not select inlay mode for the pocket piece (female). Then I use the same .2" depth and select inlay mode at .01" for the plug (male) and I get excellent results. I use a 30 degree v-bit as well which gives it clean steep edges.
1 Like
In what kind of wood?
I will give that a try. Thank you
My last inlay was walnut in a Sugar Maple top for a cribbage board.


The fit was perfect and no gaps whatsoever. As mentioned, a lot of it also has to do with the machine setup. My first inlay attempt went completely wrong and that’s when I realized I need to adjust my fly wheels on my Z-Axis and proper belt tensioning on my X & Y. Now, I have been getting great results.
4 Likes
would you be willing to share the file?
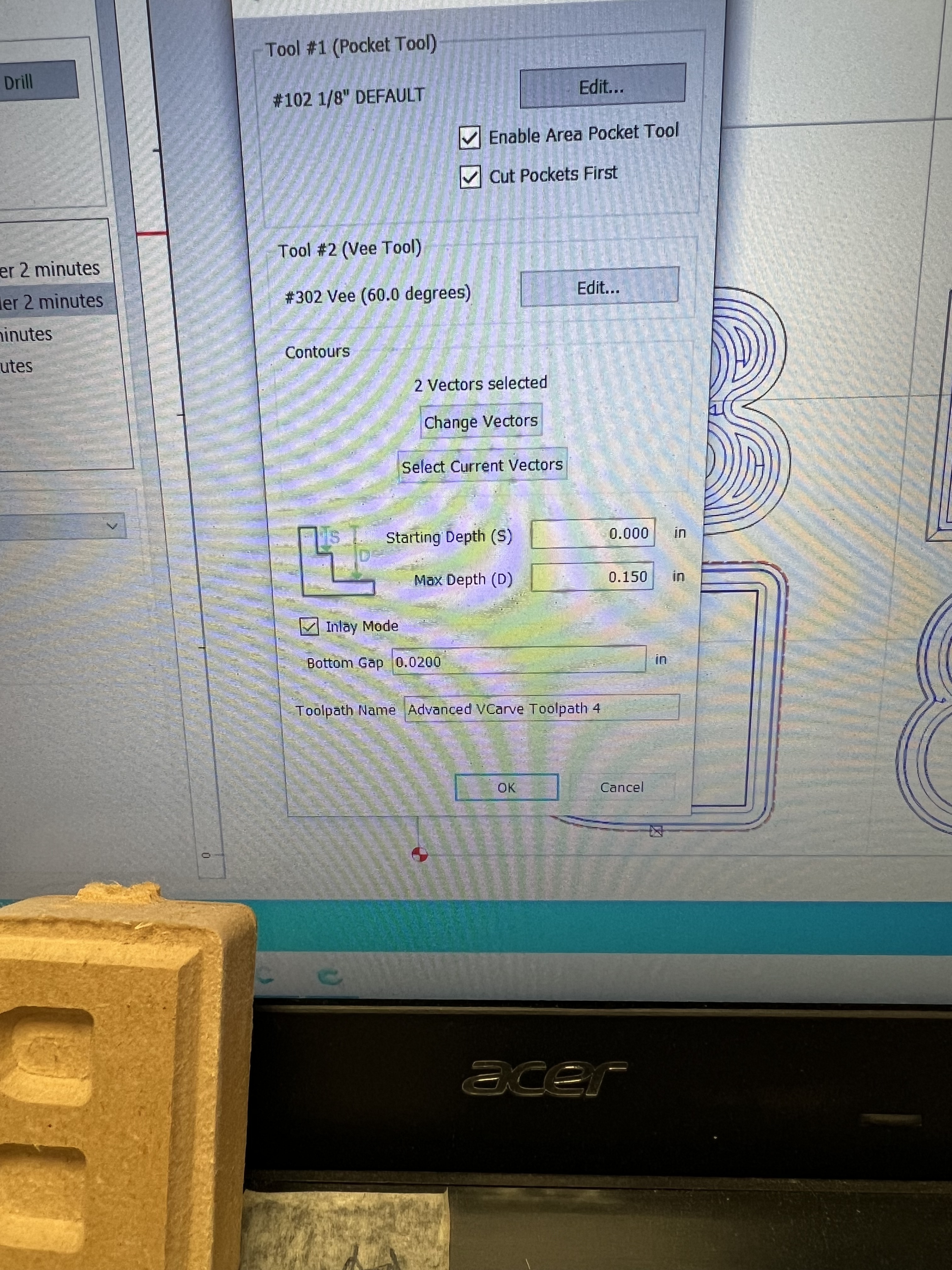
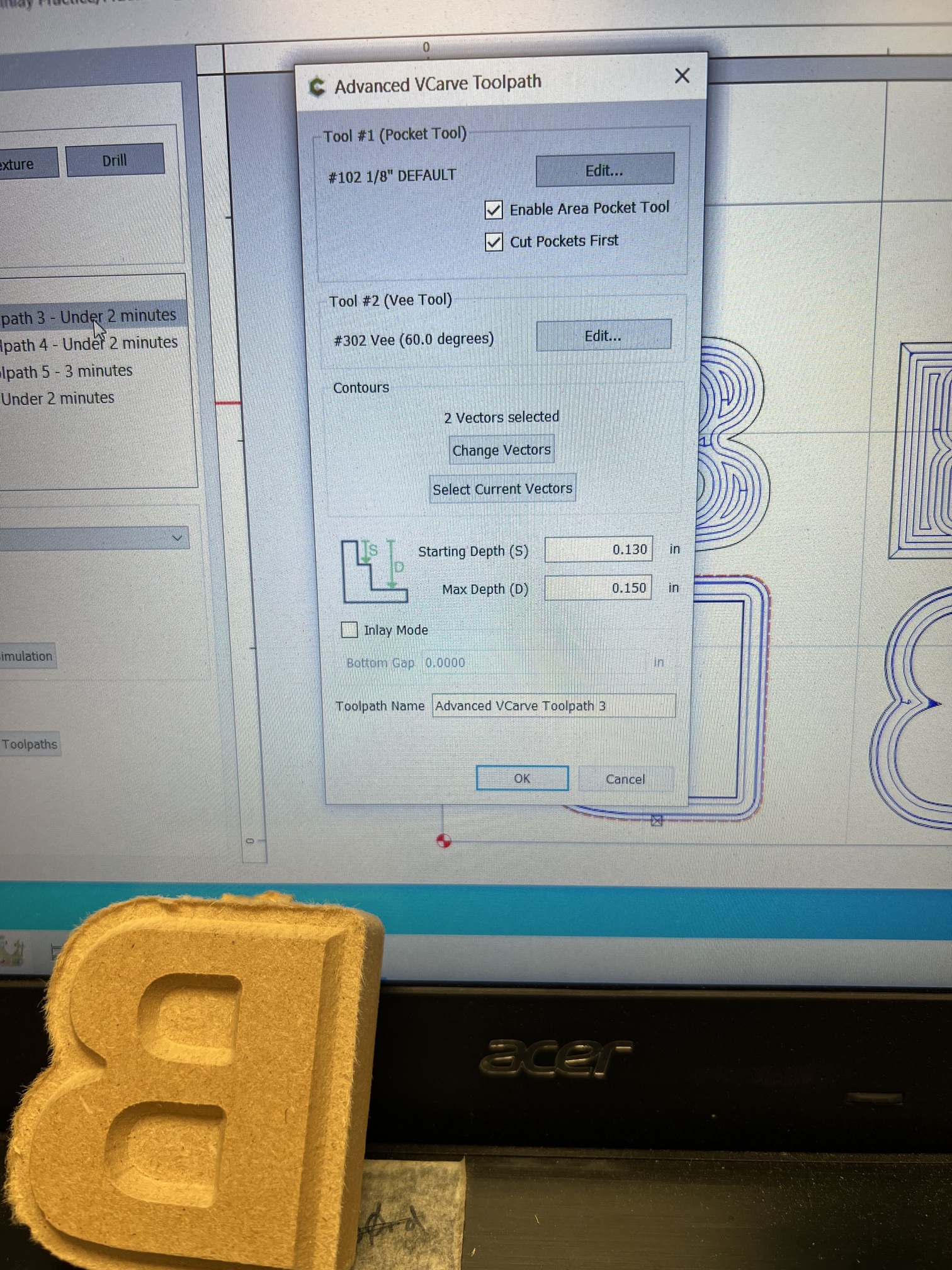
So, yesterday i watched a lot of videos from different programs and I cam up with this. On the female side I set the depth at .15 with AVC then on the male portion I Did Not use the inlay feature but I set the surface to .13 and the max depth to .15 and it turned out perfect.

1 Like
The reason it works is starting at the .13" depth. When you start below the surface you are reducing the size of the B male inlay. That way it fits down into the female pocket. Not sure if you are correct in your sizes but that would make your B .02" thick. Starting at .13 and going to .15 that only leaves .02". It certainly looks good but there is a big hollow space under your letter. There is very little glue surface for the B to hold on to if your numbers are correct. For the inlays I have done I went to .20" and started at .1" depth on the male inlay. If anyone pokes your B it might collapse.
I love the contrast of maple and walnut. Looks good. This is a simple carve but if you start making more complicated designs I would go to the .20" depth for more support around the edges for glue.
Start depth: 0.130" & Max Depth: 0.150" would leave a (theoretical) glue gap of 0.020", and the inlay would be 0.130 thick after surfacing.
I say “theoretical” because there will be a little bit of compression, and the inlay will go a bit further into the pocket when clamped.
2 Likes
If you start the cut at .13" and only go to .15" that would leave only .02" of inlay. .15"-.13"=.02"
Perhaps I am missing something?
I will cut the B in half tomorrow to see what it looks like. I kind of figured that’s what it was doing. I will keep playing. Thanks for your input
When the male part is cut out it still looks thick. I would b able to tell if it was only .01 or .02. Here is a pic of another I did with the same parameters

A little more info to my settings of SD .13 & MD .15. I did 2 more “B”s. 1 at my normal settings of .15 on the pockets & SD of .13 - MD of .15. The other was SD of 0.0 - MD of .15 & the inlay setting off .02. The Inlays height on both are .13ish.

This topic was automatically closed after 30 days. New replies are no longer allowed.