Hello everyone! This is my first time posting and really need some help as Ive been struggling trying to get my shapeoko XXL to be consistent…
My project needs a precision engraving and a line of .4 .5 .7 .9mm and filled letters. Seems like its always on or off, inconsistent with z depth.
I have gone to flattening my spoil board multiple times, getting z-plus, and new Makita router over Dewalt.
Anyways I am doing testing and it seems easiest to use a vbit to achieve the 4 different width lines and seem I have to be between .022mm - .388mm in Z depth to achieve these lines.
Heres where the problems come in…
I will go to find x and y on my stock then zero all, then probe with v bit (only z) with 201 end mill chosen.
I then try to run the project and sometimes it will be a hair off the stock and not engrave, be around 40mm above the stock, and sometimes had the machine go deeper then it should and destroy the material im working with… (Very frustrating)
I will probe then run it, see its not engraving. stop the machine. let it initialize again, try the process again and normally the project works within 1-3 try’s. Same project, just ran multiple times.
(part of the text also doesn’t seem to be writing)
Spoil board is flat, im wondering if its got gaps underneath the spoil board that’s flexing on location or I’m tightening the stock more on one side or i need double sided tape along the bottom to help it be more even?
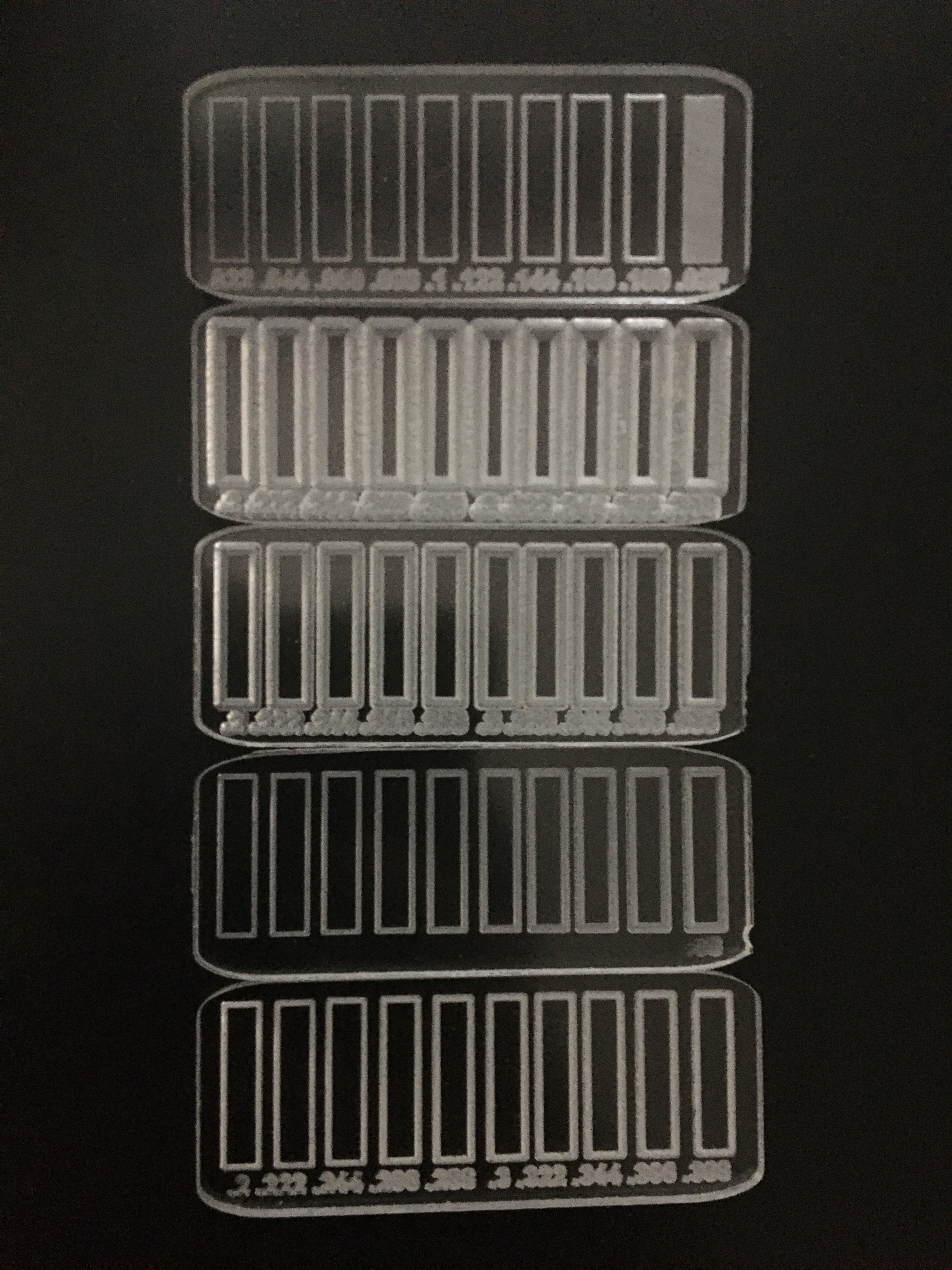
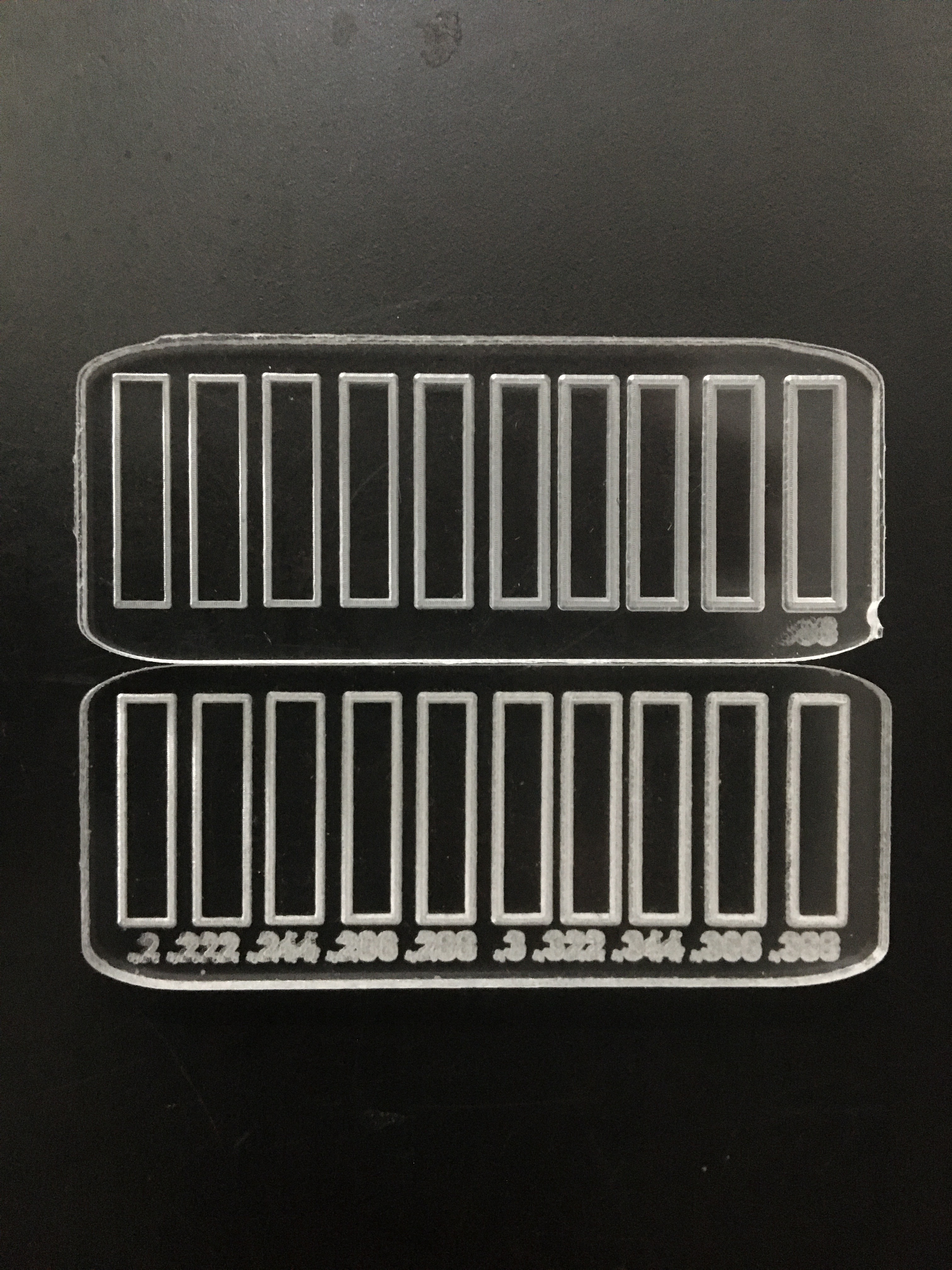
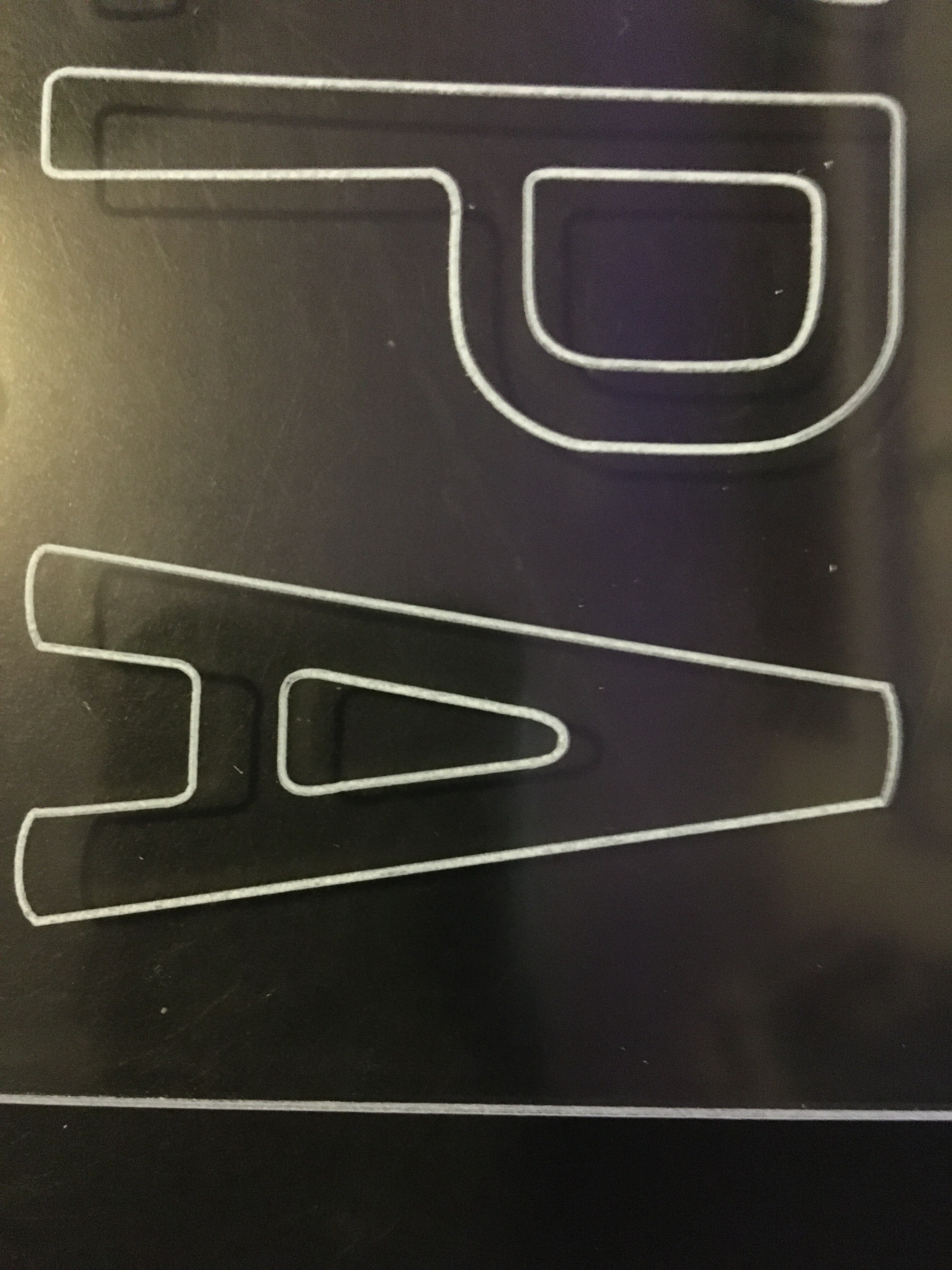
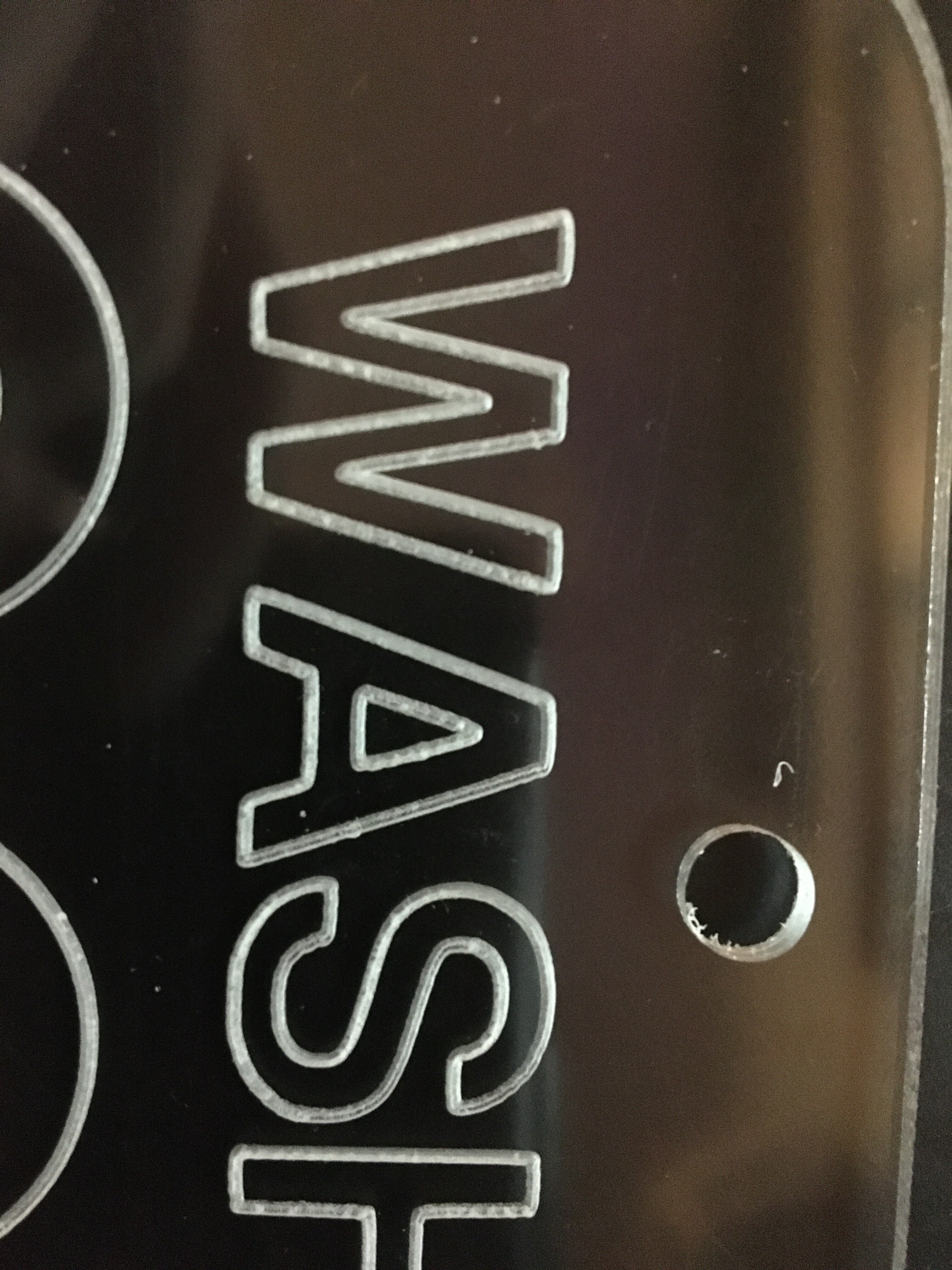
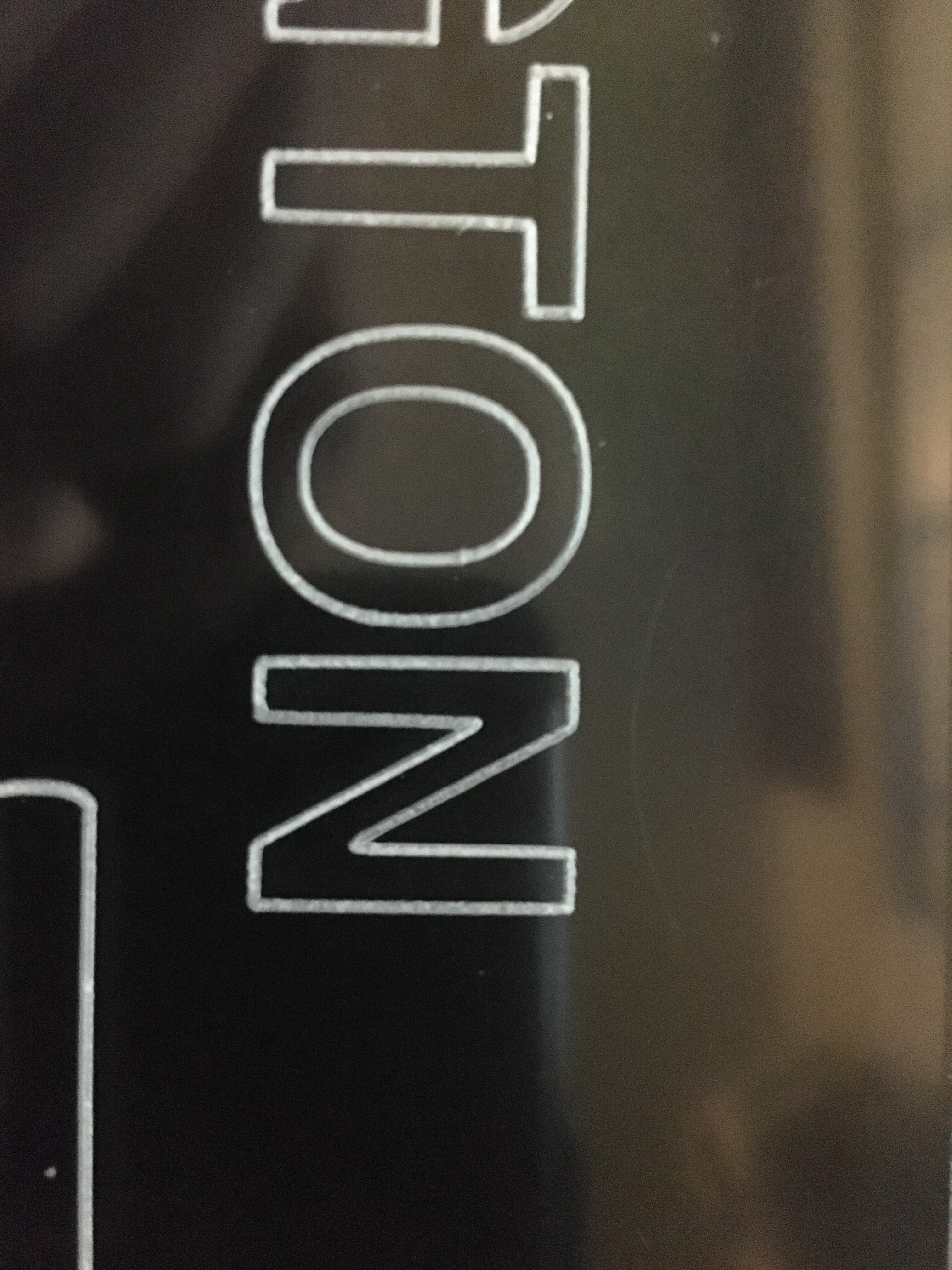
First time on a random spot on a freshly flattened board with brand new makita router. (.022-.188mm +Fill) Looks good
Needed wider line so I went up .022 but definitely know its not supposed to be that much deeper. (.2-.388) going up by .022 each rectangle. (near the first location on spoilboard)
Same g codes as the 2nd one shown which is reprint of .2 - .388mm z depth test. (less deep and getting closer…)
Same g codes as 2nd and 3rd but choose to move the stock left by like 3 inches and looks better on lines ( looks more clear and not white) but numbers on bottom didn’t write and only barely did on one spot.
Same g codes as 2, 3, 4 and this time it looks like it did the proper depth and i can finally see which i need but this time it is more white the clear unlike the one above
Also makes me afraid to do filled letters like the one square thats filled as its only .020mm max and min depth and .125 mm stepover. and letters are bigger then these rectangles on some projects.and looking at the 4th one down, it only engraved the numbers on the bottom right. (well the project is mirrored so its engraving backwards)
Looks like you’re slightly melting the material which could be part of the difficulty.
Could you post the .c2d file, generated G-Code, step-by-step notes on how you are securing your stock and setting zero relative to it, and a photo showing an attempt at cutting still in place and we’ll do our best to work through this with you.
Welcome to the forum!
Interesting usecase. A few “random” thoughts on this:
what V-bit angle are you using? the larger the angle the more sensitive to minute depth errors the carve is. For this type of cut I would probably use a PCB engraver bit, in the 20-45° range.
the XXL can potentially have a bit of sag in the center of the wasteboard, so supporting it there could help getting wasteboard deflection out of the picture completely (not that I think it is that, such a shallow engraving produces little downwards force). Have you tried setting up the stock in a corner of the work area ?
top clamps can have a tendency to warp the material especially if it’s not perfectly flat to begin with. For this usecase I would use tape & glue or double-side tape under the stock, for a very even workholding across the stock surface.
have you tried probing XYZ on the corner and then re-probing Z only placing the probe in the center of the stock surface? XYZ probing is potentially prone to a very slight tilting of the probe during the Z move, while probing for Z only with the probe completely on top of the stock will prevent that. Also, you would get a Z-zero at a position closer to the cut, so there is variations on the stock thickness, at least you would minimize the effect. You could also setup your project for zeroing in the center, eyeball X0 and Y0, and then use the probe for Z0.
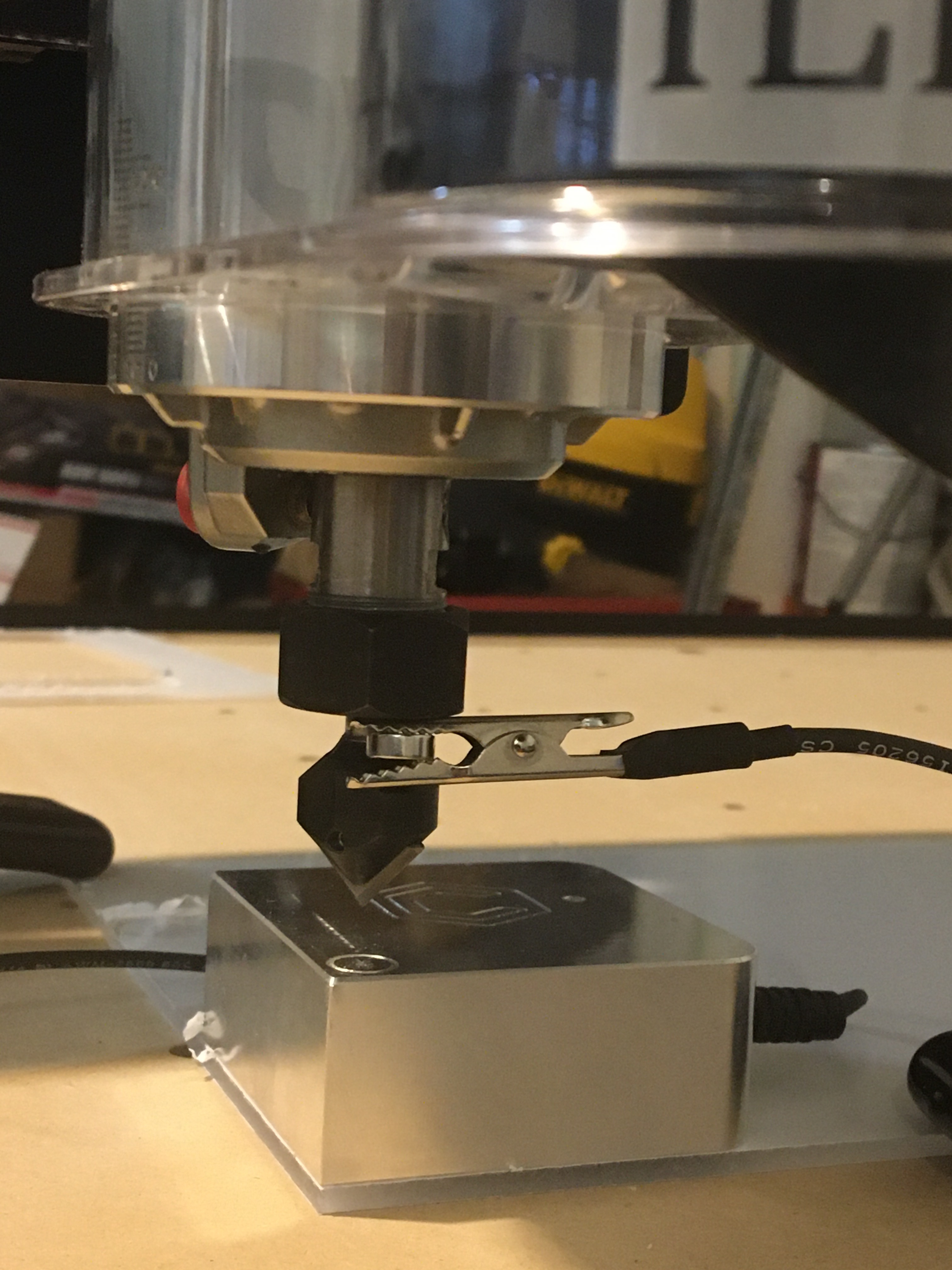
what you are doing is quite similar (in terms of accuracy requirements) to PCB engraving, which is notoriously sensitive to small Z variations from perfect flatness. Surfacing the wasteboard is a must, but then you are still left with any unevenness of the stock itself (and it is hard to tell by just looking at it). Whenever it is possible, the best solution is to surface the top of the stock…but it does not seem to be applicable here unfortunately. There are advanced techniques like “bed leveling” where the machine will go and probe the surface in various points, create a map of small Z differences, and compensate the loaded G-code commands with that map, to produce a perfect cut depth across the entire stock surface. They usually require a conductive surface though, one trick being to cover the surface with aluminum foil. Another way to probe a surface is to use a mechanical probe such as the one @fenrus used in this thread. As I mentioned these are advanced techniques which require special software (i.e. can’t do that with Carbide Motion), but this is just for you to know that folks who need this kind of precision have developed those techniques to get repeatably accurate engravings.
I understand you are engraving clear acrylic? have you considered using a spring-loaded diamond-drag bit? they take the Z depth out of the equation completely, due to the spring load mechanism, and can be used to do very accurate engraving (I remember engraving asentence on a coin-sized piece of brass)
finally, I will note that you are in a “worst case scenario”, doing very shallow cuts on a large (XXL) machine on a material than cannot be surfaced. It may take some or all of the above to get a repeatable, consistent, detailed engraving that you like, but I am confident it can be done.
I have the 4 legs upside down and the whole thing on a thin rug to even out the bottom and so the three black metal sheet metal that the wooden board sits on is laying on something vs suspended in the air.
will use double sided tape to stop warping the stock material.
normally will move machine to x y location then just do z probing.
I need a bit to do .4 .5 .7 .9mm width lines and filled letters. If possible I want a bit that works for all and feel 90 bit is best.
Wow Julien! You are always so helpful! You just gave me a bunch of ideas to work on making my workflow better. Some of these techniques I hadn’t heard about, but they got me thinking. Is this stuff covered in you ebook? I believe I have it, but haven’t read it yet. Also If there are any links or videos to these techniques I would love to look into them.
Again thanks for sharing your expertise with us on a daily basis!
It’s not in the ebook, the chapter on techniques/usecases covers the basics for now (but it would be interesting to add to that, in the next version)
For the auto leveling technique, I think this Estlcam video illustrates its potential nicely:
(i.e. not only can it be used to correct the subtle variations on a stock surface, it can also be used to engrave curved objects without having to model them)
For the diamond-drag bit, there are lots of threads on the forum or over youtube, but there is nothing to it really, you just create a toolpath following some contours, set it to go 1mm deep or so, which will compress the bit onto the surface, and then just run that (with the router turned off…)
Yes i got a 120 degree drag bit as i was thinking about the .4 .5 .7 .9mm width lines but the 120 drag bit draws lines smaller then that so it looks like i wont be able to use a drag bit unfortunately.
Note that while it carves a very fine trace when used for a single contour toolpath, you could also use it for a pocketing toolpath, i.e. to “fill” an area. You could draw an offset square around your existing squares, at a distance of your choosing (the .4/.5/.7/.9 mm widths you mention), create a pocket toolpath selecting the inner and outer square, and using a very small stepover. Very similar to filling an area with raster passers when using a laser.
Well technically, to have e.g. a .4mm wide line centered on your existing contours, you would need to first do an inside offset by 0.2mm, then an outside offset by 0.2mm, and then select the innermost and outermost squares for the pocket.
I am not saying the drag bit would be the right solution for you, just something to consider that allows very detailed engravings and removes the need for Z compensation.
Similarly, you could use a pointy vbit (30° or less) or PCB engraver and use pocketing toolpaths to reach the desired line width, while keep the cutting depth constant (e.g. using “Advanced v-carve” in CC)
the letters are about the size of license plate letters and cant have each one take that long on each one. which is why i was thinking 90 as it doesnt need to go in as far for the .4 and .5 and can go a hair deeper to achieve the wider line. seems like it will work just has this issue of not touching the stock material and the probing takes about 1-3 tries of the same process to finally get an engraving. Just to have it be different depths (width lines) from the left side to the right side.
For the purpose of troubleshooting, you could set Z zero manually using the paper method, see if things get more consistent/repeatable for you.
Let us know if you still see that effect after using more even workholding (tape & glue across the whole surface beneath the stock), and probing at the center of the stock rather than in the corner (which is not necessary anyway as you are zeroing X/Y manually, and just probing for Z, which can be done anywhere on the surface)