If you’re still learning how to calculate feeds and speeds, this video may help.
10 Likes
I couldn’t agree more with your assessments of GWizard and HSMAdvisor. Thanks for doing that! I noticed that you uploaded your Shapeoko and Nomad machine profiles to the HSMAdvisor cloud. How did you come up with them? Which HF spindle/VFD are you using? 
5 Likes
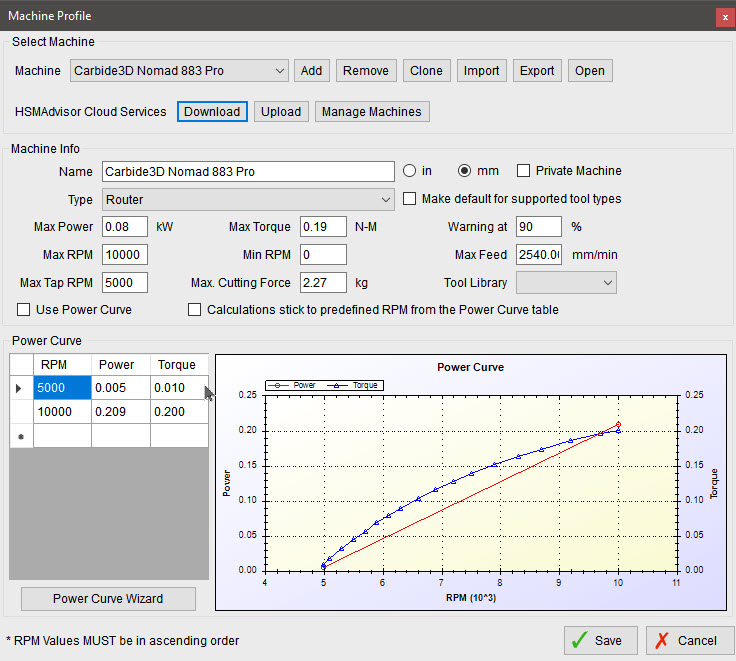
I calculated the info from spindle data sheets/ power curves.
I think I had to go to aliexpress to find the data sheet, I dont think it is posted on amazon.
my spindle kit:
p.s. I will share updated machine profiles (I’ve tuned them over the last couple weeks)
also found a couple rounding bugs (HSMAdvisor fixed and released an update already)
Can you please share them?
If you dont want to use my machine profile, The Rattmotor info for the 2.2kw spindle can be found here:
https://www.rattm-motor.com/ukraine-delivery-22kw-er20-water-spindle-motor-amp-22kw-inverter-vfd-2hp-amp-80mm-clamp-amp-water-pump-pipe-for-cnc-router-p2047994.html
also, unless you really want to push it hard (which unless you seriously strengthen your shapeoko is not a good idea) you should start off without using a power curve.
just entering the spindle power (2.2kw) will use a linear power curve… but I would de-rate it a little as we know about the accuracy of the spindles are…
That’s a 220V * 8A * sqrt(3) = 3kW input motor (could provide 2.2kW output at 24000RPM).
Yours(?) is a 110V * 12A * sqrt(3) = 2.3kW input motor (likely only ~1.5kW output at 24000RPM).
you’re right, (tried to find a quick link for you and grabbed the wrong one.)
I really like HSMAdvisor, but IMHO the right way to do speeds and feeds for CNC routers is to find material specific endmills that can be run at the spindle’s highest speed effectively with low chip thicknesses. Both of which reduce forces, which are the Achilles heel of CNC routers. I wish HSMAdvisor facilitated/enabled doing that. It’s really nice that maximum machine force can now be added to machine profiles though! I also wish it had more complete/accurate machining parameters for non-metals (maybe someday?)
yep, it’s evolutionary.
Could you please provide more details (step by step?) on how you used HSMAdvisor to provide the cutting parameters you demonstrated in the video?
1 Like
@davidgjohnson Maybe it’s not so easy after all? 
hahah
you’ll just need to work top down.
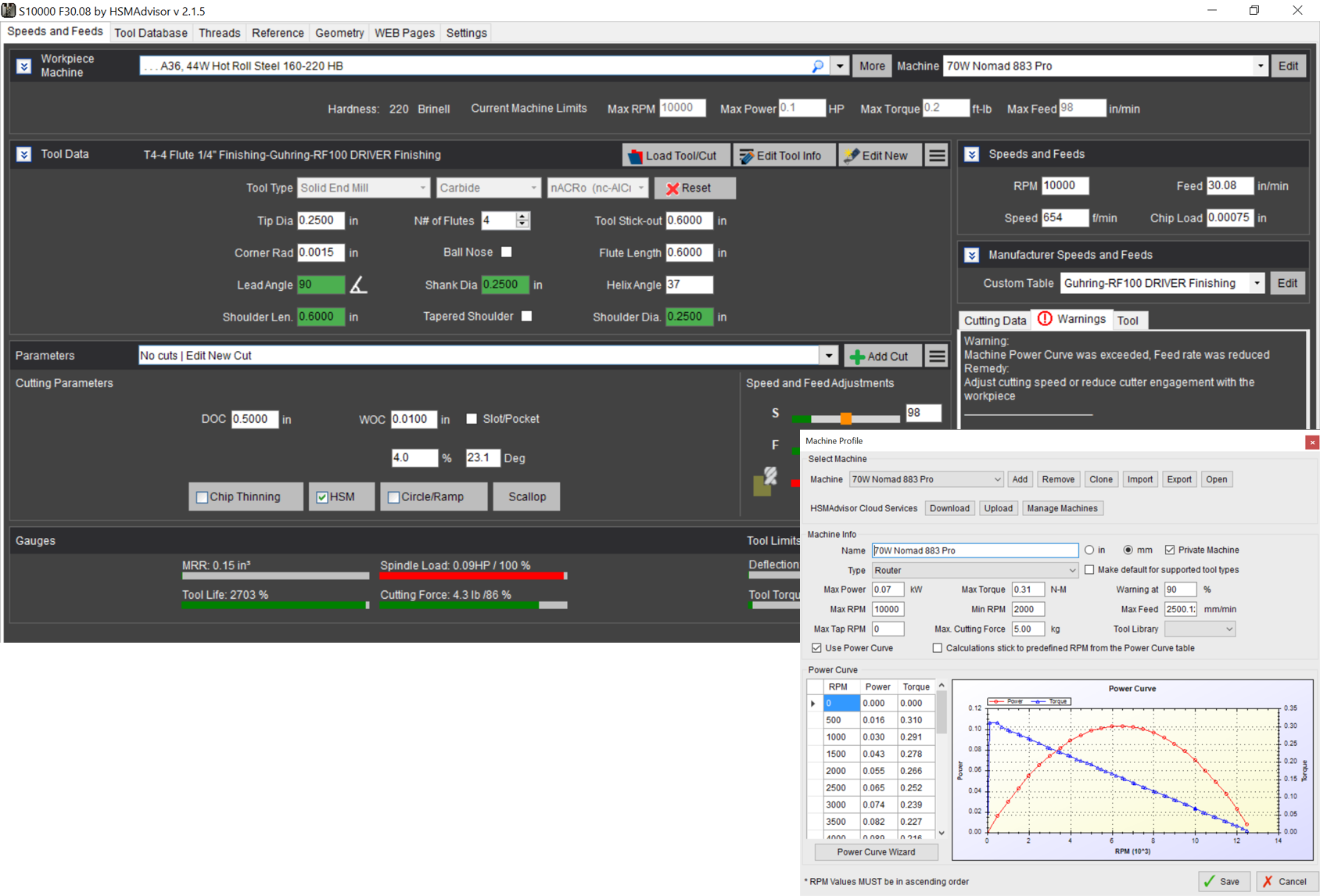
- Select the Material you plan to cut.
- setup or select your machine profile. (My machine profiles are public)
- select your end mill
- select your depth of cut
- select your width of cut
- adjust the sliders to your comfort level. (I used 100% on speeds and chipload and around 50% on performance)
Speeds and feeds are updated in the upper right corner of the screen.
use them in your F360 toolpath DOC, Stepover, Engagement fields.
easy!
@davidgjohnson Thanks - what could be easier than that?
Maybe try some steel next?
Couldn’t agree more with your opinion of GWizard. Just downloaded HSMAdvisor and it looks a lot more usable.
Maybe I missed something, but I can’t seem to find your machine profile. I’ve got a nomad and like try it with HSMAdviser. Where can I find your machine profile for it?
Great video and thanks in advance
-Dave
1 Like
Hi,
if you create a new machine profile in HSMAdvisor you can Download from their cloud services… you’ll see my machine defs in there.
2 Likes
Carbide3D_Nomad883_Profile.zip (723 Bytes)
2 Likes
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.