Based on this topic by @davidgjohnson, I have tried to create some cutting parameters for the Nomad and the 203-Z 1/4th inch endmill in 6061 T6 Aluminium, but end up with wildly aggressive results which I doubt would work on the nomad. Where am I going wrong?
My procedure is this:
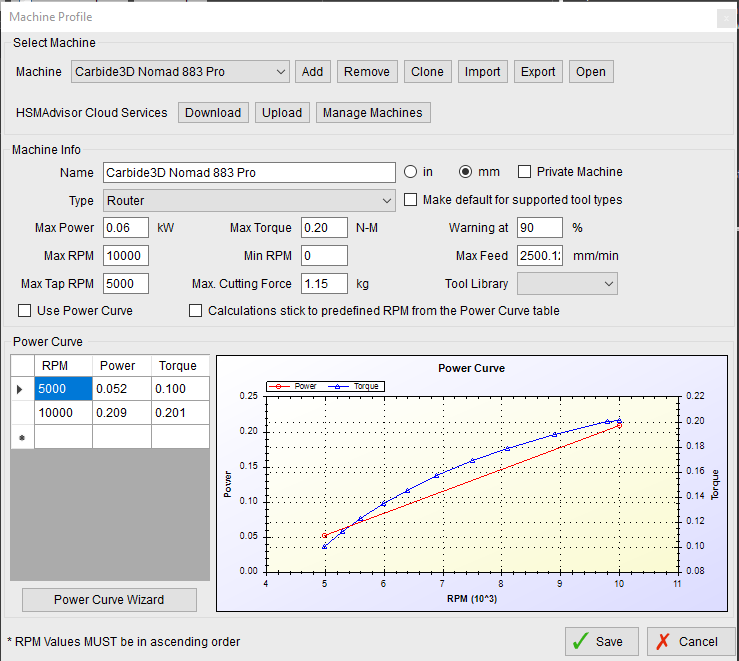
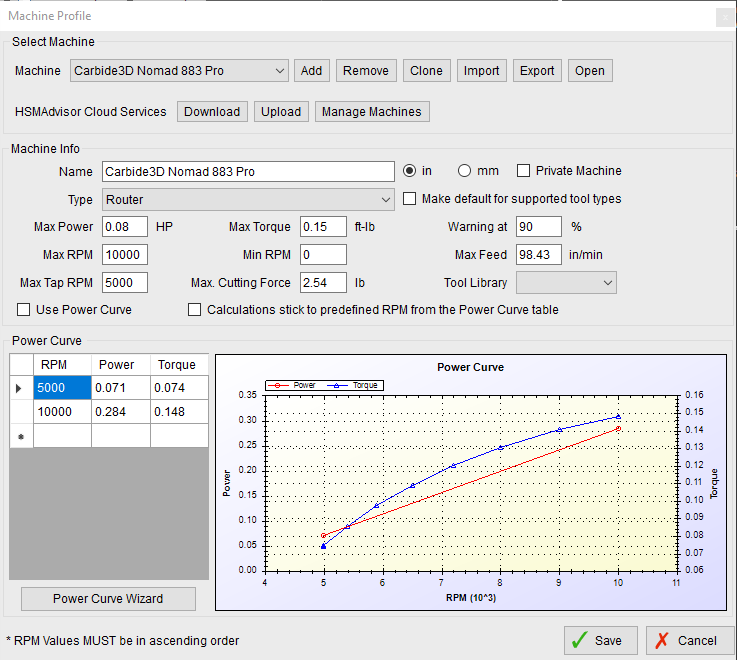
Set up machine profile by downloading from the HSMAdvisor cloud. David’s profile did not seem to include all the parameters when downloaded, so I went with this:
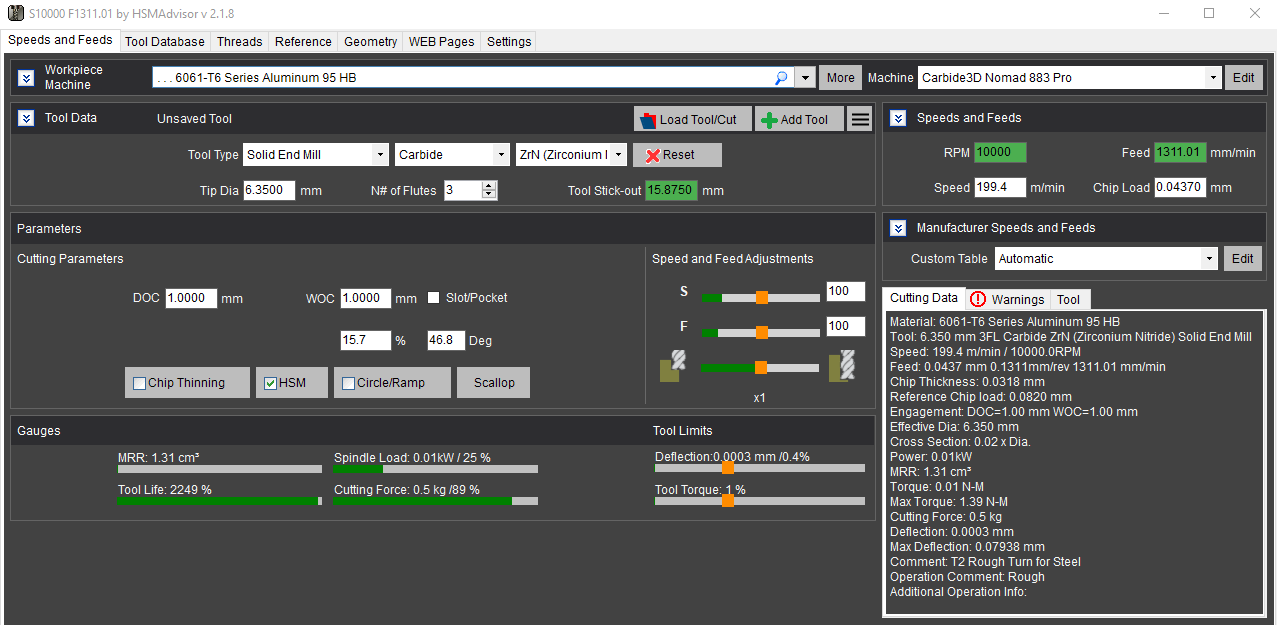
This seems to suggest than with 1mm WOC and DOC, I should be able to cut at 1300mm/min and with spindle load still being very low. Surely, this can’t be right?
This is a mystery I’m currently trying to solve myself. The Nomad, as far as I can tell, should be able to do cuts like this as they’re well within the specifications of the spindle and frame, but when you actually try it, it has issues.
At the moment I think my issues are due to chip evacuation, so I’m working on that. It’s a big problem with multi-flute endmills because there’s so little room for chips to get out (compared to a single-flute endmill, which I love on the Nomad). I think an airblast is really essential. If you don’t have an air blast, you might be running into this issue too.
Anyhow, back to the topic at hand, this is my process:
Set your expectations for large endmills low. There’s a reason Carbide3D sells 1/8" endmills. They’re much easier to get working on the Nomad. I have cut with larger endmills but they’re definitely more challenging.
Start with the manufacturer recommendations for the endmill, particularly surface speed and chip load. You can use that “Edit” button in “Manufacturer Speeds and Feeds” to input chipload so that it’s used automatically. This is the clearest issue I see in your screenshot. The recommendations I have for Aluminium from one manufacturer are 0.02mm chipload for a 6mm endmill and 100-150m/min surface speed. If you fill those into HSMAdvisor, you should get a feed rate of around 400-500mm/min.
Pay attention to what the endmill manufacturer says about cutting dry and with flood coolant and lubrication. Some offer different speeds for dry. If the recommendations are for running with coolant, you’ll need to slow down a bit if you’re cutting dry.
Make test cuts. Start with a shallow depth of cut and step down. You’ll hit a point where something starts to choke, for example the spindle will audibly lose speed. Or the machine will be super noisy.
Hi,
If you are actually doing a 1x1mm engagement than this should work fine… I would reduce the feed in half to be safe and then adjust up to 2x during the run to see how hard you can push it.
but if you are actually doing a plunge with full engagement (i.e. slotting) be sure to check the box next to w.o.c. and you will get a more realistic number.
hth,
David