I’m planning on maching my own 800mm x 780mm fixture plate out of aluminum. I will need to bore or drill over 150 holes for M5 bolts. what type of boot should I use drill bit or up cut end mill? Appreciate any advice on end mills
We have a bit about endmills at:
Please note that most drill bits aren’t suited to use at the speeds at which trim routers/spindles spin — you’ll want to use an up-cut endmill for metal for chip clearance (straight is okay if the pockets aren’t too deep).
Usually you use a slightly smaller endmill and machine as a pocket — ideally leaving a roughing clearance and taking a finishing pass — that avoids a lot of potential problems. See: Adding geometry to cut as a pocket with a finishing pass
1 Like
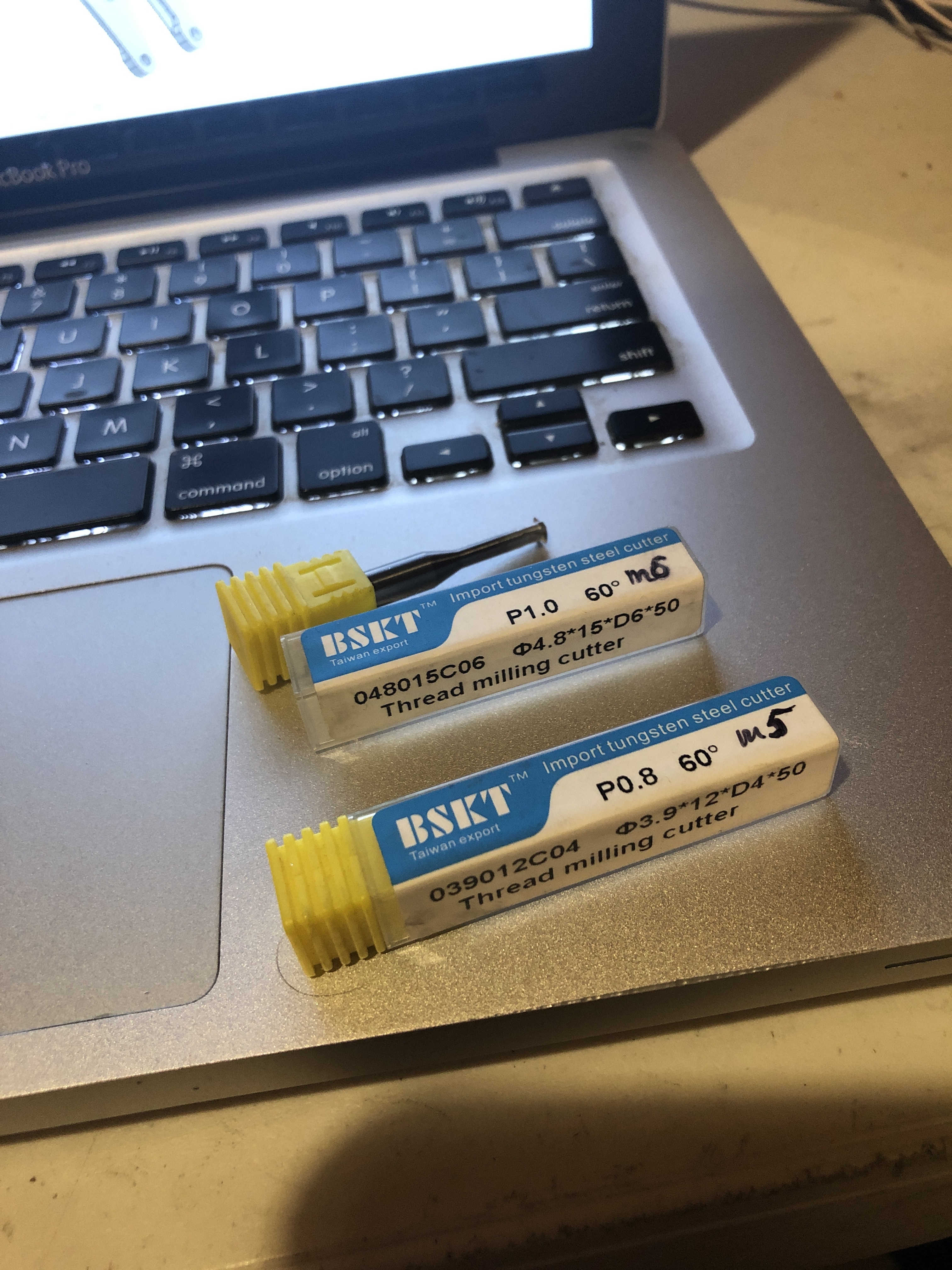
1/8 end mill and one of those thread milling cutters are your best friends. Very simple to program in F360. First time I did a threaded aluminum wasteboard, I used a drill to tap all the holes. It was a nightmare to work with and Took me over 3hrs for an xl size machine. Having your machine do all the work is the best feeling ever.
7 Likes
So the first time you used the Shapeoko to drill the holes (with an 1/8" endmill?) and a hand-held electric drill to tap them? Subsequently how many holes did you tap (with those Tungsten steel?) cutters on the Shapeoko? Harvey makes solid carbide thread mills with speeds and feeds that should be achievable on Shapeokos too. Are the Z-axis feed rates accurate and stable enough (even without HDZ) to provide good thread pitch?
Thanks for the advice. My plan is to use a 1/8 end mill to creat the pockets and the Harvey end mill to create the pockets. Would you be open to sharing your F360 file?
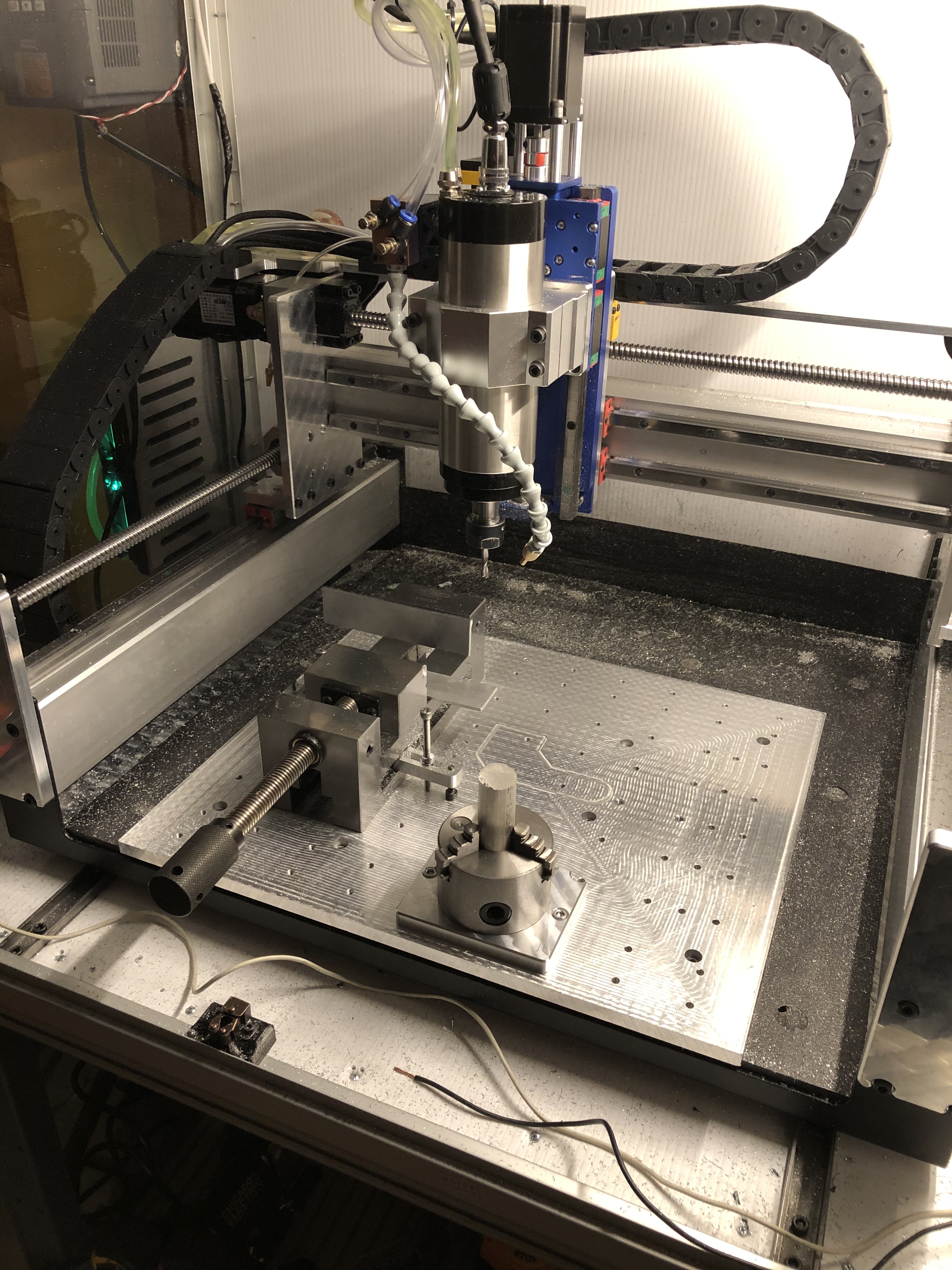
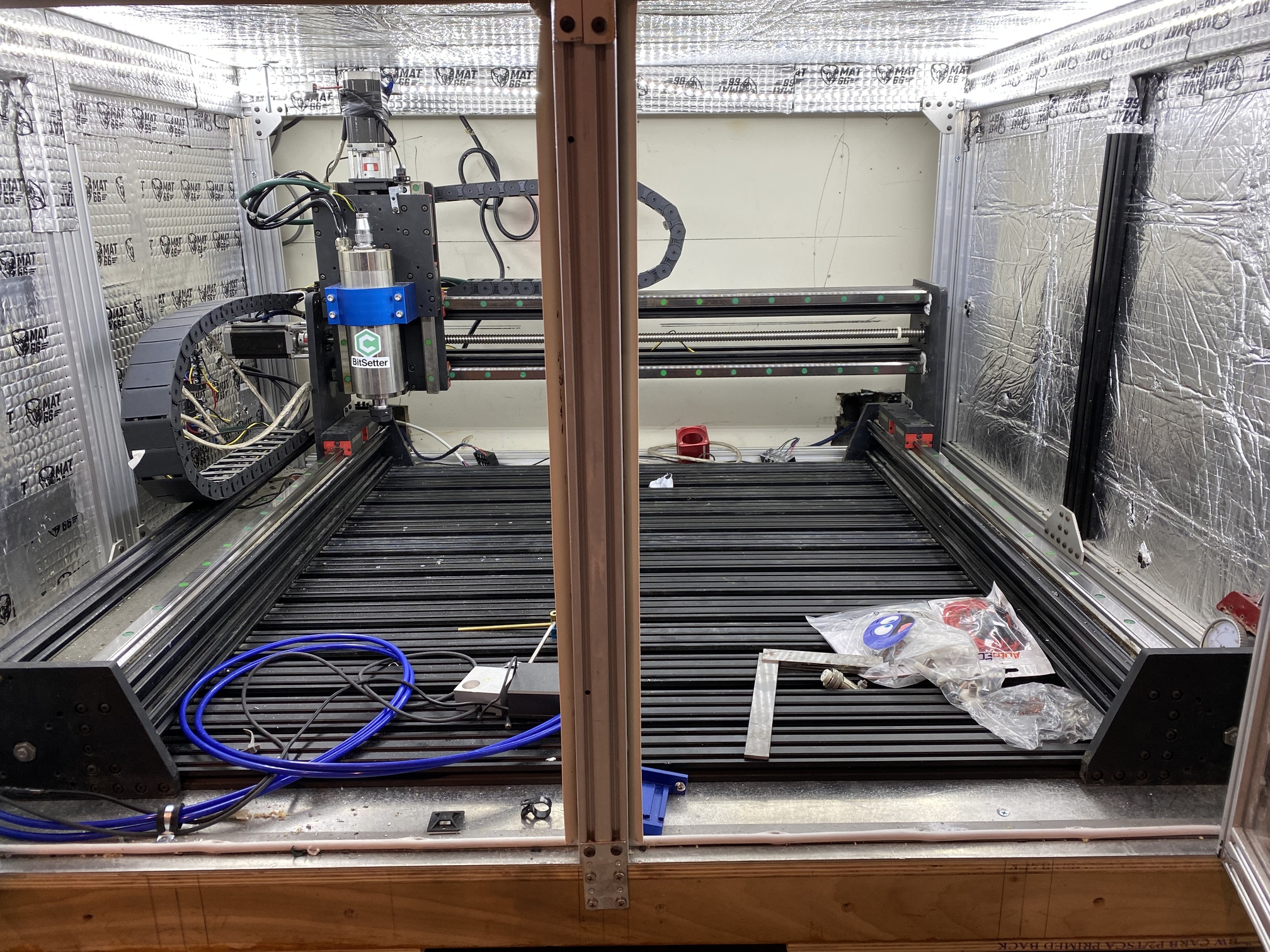
FYI the below photos are of my Beaver Pro CNC. It will be interesting to see what products Luke comes up with as Carbide 3D’s Director of Product Development.

1 Like
Exactly. Went through 4 batteries and the cordless drill was very uncomfortably hot to touch afterwards.
I’ve done close to 400 m6 threads so far and I’m pretty sure I can do many many more. I’ve done much less m5 holes but I’m using them constantly for all the parts that need thread milling.
I’ve never done that on a belt driven machine so I’m not sure, however I’ve seen @Vince.Fab and @RichCournoyer do it and they seemed to work perfectly.
@Gmack check the Harvey link and with their cutter costing around $70 on average I’ll stick to the cheap Chinese ones for now.
@DCFYI if you’d like I can post a step by step guide to how I’m programming thread milling ops. That should be easier than trying to figure out on your own which setting to set in f360.
3 Likes
Wow - that’s really impressive! I’ve never even considered tapping holes with a power drill, let alone using the Shapeoko! 
Drills are great for adding lots of tapped holes with ease. Particularly aluminum.
Start off slow and set the adjustable slip clutch on the low side to get a feel early on and have at it. Makes quick work feeding in an out to break the chip and limits risk of over torque/snap. A guide flush to the surface or bubble level on the backside of the drill to keep you square.
1 Like
Any cutting fluid or wax? Standard taps? When tapping by hand I typically wouldn’t go more than one revolution (360 degrees) without reversing about 1/2 revolution (180 degrees) to clear the cutter!

If I have some cutting fluid, tapmatic, etcetera I will use those, but in a pinch WD40 works ok.
I save myself a lot of grief and only use HSS or better taps.
That’s the beauty of the slip clutch on decent drills. You can rely on it to engage long before the tap would break or damage. Feed in until it slips (either from lots of cutting engagement or caught on a chip), back off to break the chip or completely out to clear the flutes, rinse and repeat.
For utmost precision or small taps which require a delicate touch I wouldn’t advise a drill, but otherwise it can really be a huge help.
1 Like
I didn’t even know that combination drill bit/taps even existed! Do you that the whole task could be done with them, either with a power drill or a Shapeoko?
Believe they’re designed to be used with impact wrenches/drills. I’ve actually broken few, before I figured out how to properly use them. Method described by @PaulAlfaro is exactly how i do it these days.
If you bore a pilot hole (to the minor diameter of a desired threaded) with your shapeoko, then putting a thread with a drill tap is a breeze. They work best with a through holes though.
My projects often require thread milling blind holes and it’s easiest and quickest to do on a cnc with thread milling cutters.
You can use them to drill and tap holes simultaneously (as they were designed) but be very careful in thicker materials without pilot holes. Also, they snap easily without lubricant.
1 Like
The McMasterCarr link says “With a square shank, they’re compatible with tap holders for drill presses and milling machines.”
KISS for making tapped thru holes with Shapeokos?: Use slightly undersized Drilling endmills to drill holes for combination drill bit/taps. Most of the material is removed by the drilling endmills - reducing the torques required (to hopefully acceptable levels) for final precision drilling and thread cutting with the combination drill bit/tap.
1 Like
Very possible ![]() . I wouldn’t risk using them in a cnc router though. Gladly see someone else perform such experiment.
. I wouldn’t risk using them in a cnc router though. Gladly see someone else perform such experiment.
Those “compatible” auto reversing tap holders are kind of expensive and have limited speed capability. So a HF Spindle with a 1/2" collet and HDZ would probably be required. That likely makes your Fusion360 tapping approach much more attractive to most. But, using drilling endmills to drill (rather than endmills to mill) the holes required for the taps might still be worth considering.
2 Likes
Tap holder is way to pricey for me, regardless of how great it works.
I’m actually looking for a good set of metric drills (that I could use in a cnc) which would allow me to drill deeper holes. Remember @ScottLaird had some carbide drills worth recommending?
Wouldn’t you lose a lot of Z travel when using these? I cannot see the size but judging from the picture wih a tap, it looks fairly big. You would need an HDZ with a large spindle and fairly thin stock to use this device and clear the stock. I think that the tread milling cutters would be faster and more adapted to most.
Loss of Z travel depends on how high the spindle can be mounted on its Z plate. Regardless, it’s kind of a cool thing, don’t you think?
@BartK Wouldn’t cobalt (M42 HSS) suffice?