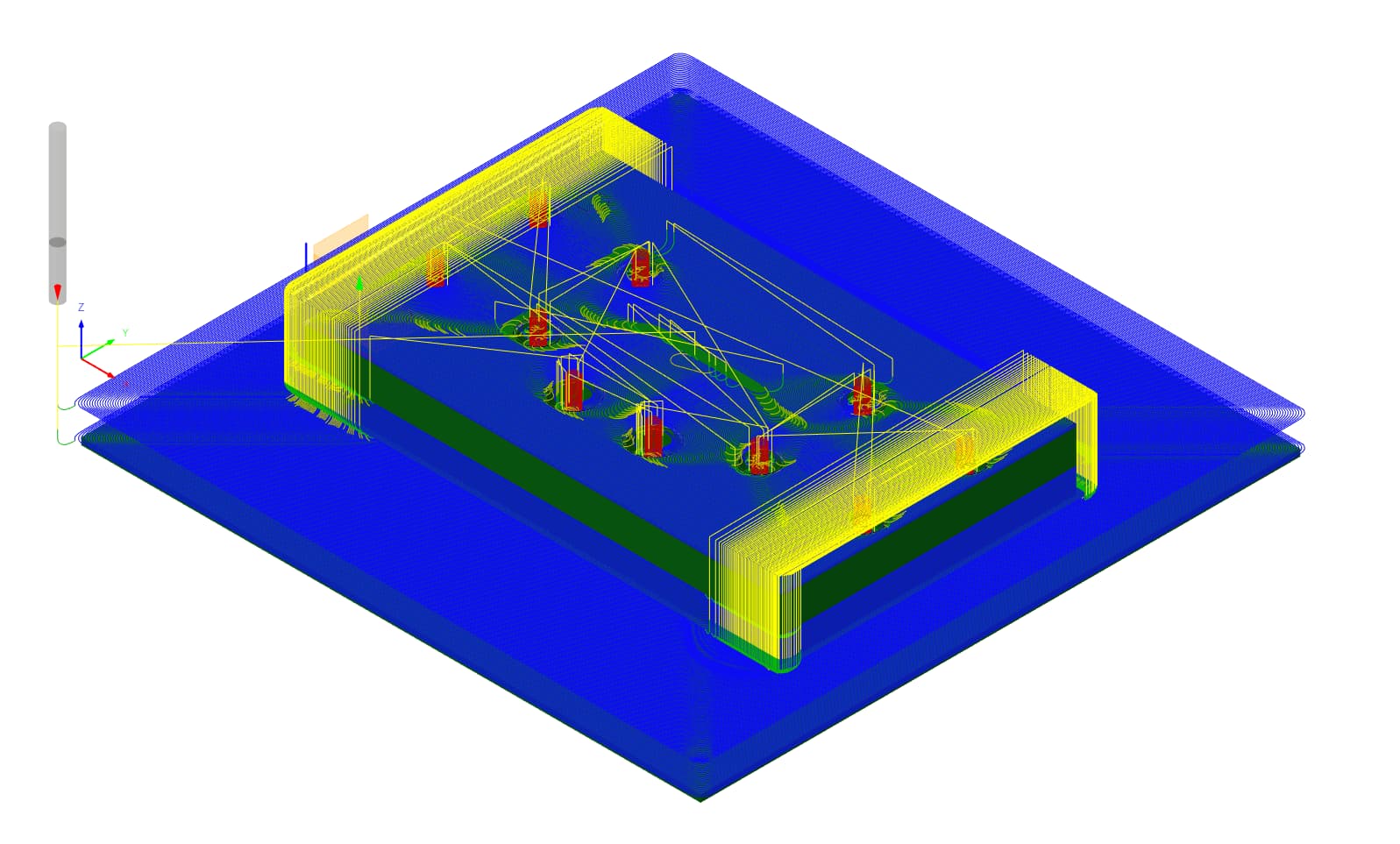
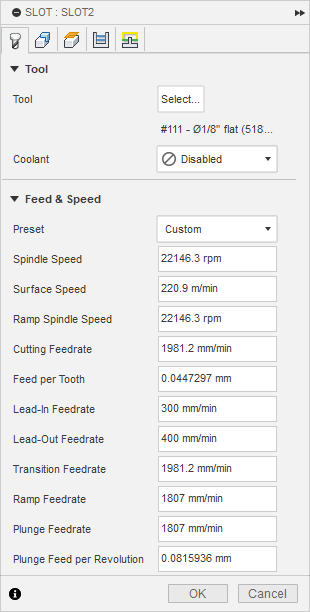
I’ve been having some trouble milling an aluminum block and I haven’t been able to fully resolve it. My X/Y axis are getting stuck while rolling around the outer corners of the block. Other than that its running smoothly.
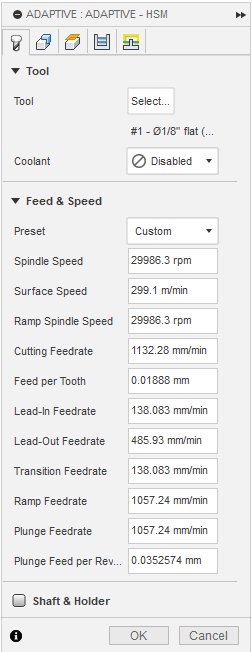
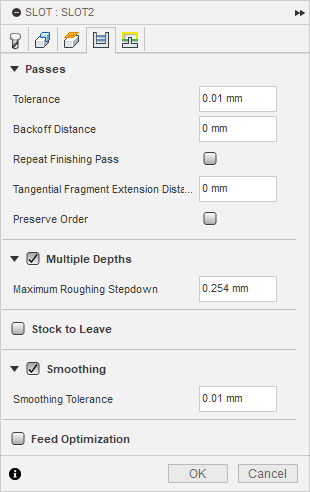
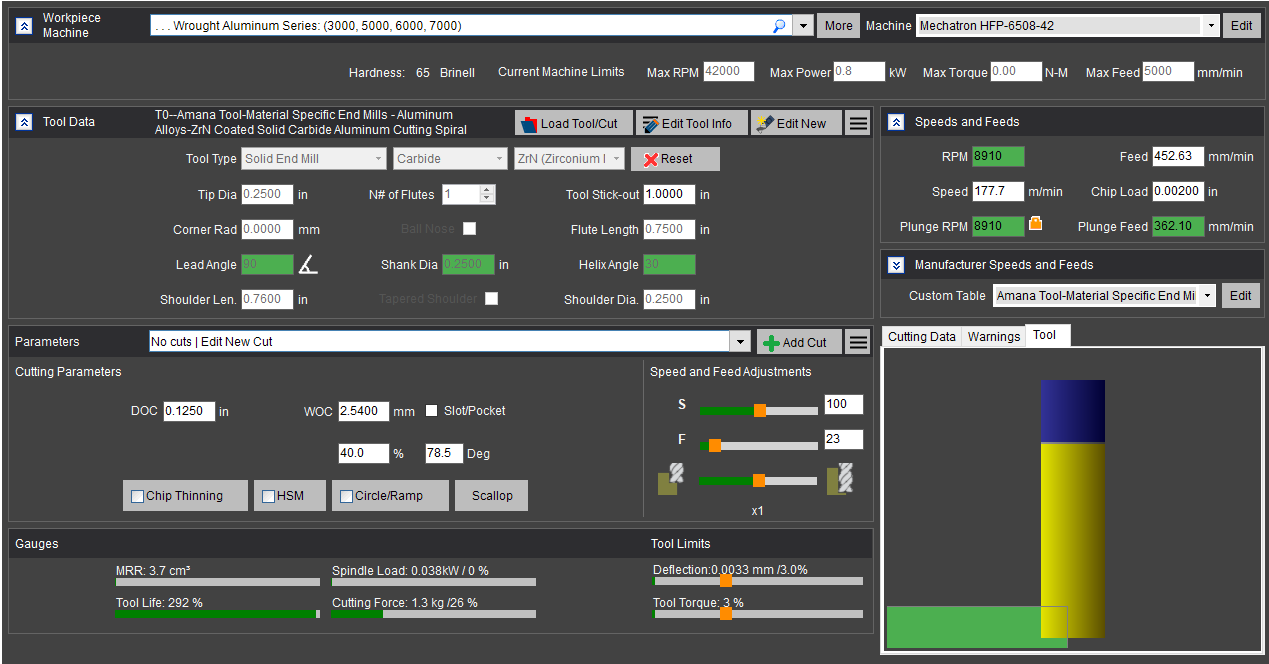
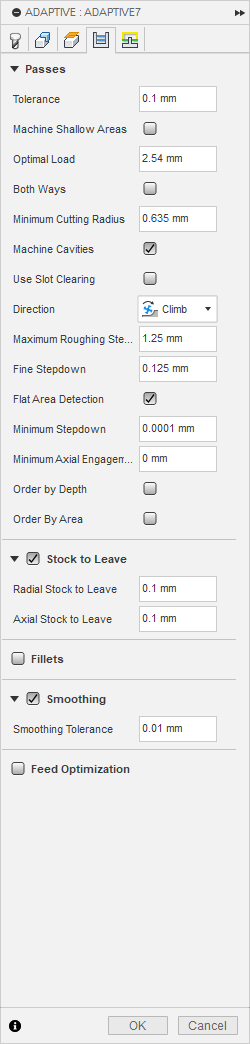
Settings are below, I’ve tried lowering the Transition Feedrate and turning on Feed Optimization but I’m not quite sure what if anything would actually affect just the outer corners.
(Note: I’m not using the stock spindle)
I’m not really sure what needs tweaked, everything leading up to the corners is perfectly fine. Scratch that, bit just snapped clean off on one of the profile passes
Oh, just seen on another thread you are using a mechatron spindle. You may be able to use larger DOC but also remember this is a leadscrew not ballscrew machine so if you push too hard the anti backlash nuts will give way.
Good luck and keep posting your experiences as I am tempted to follow with a spindle upgrade too.
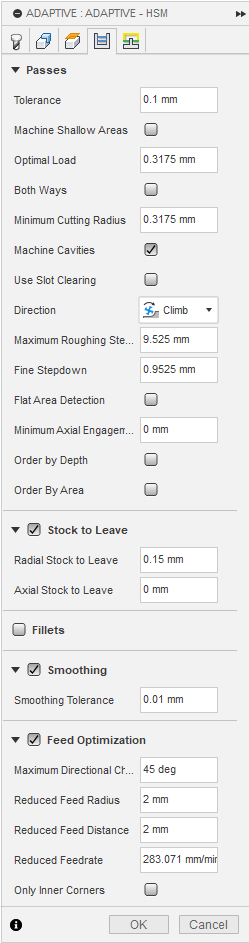
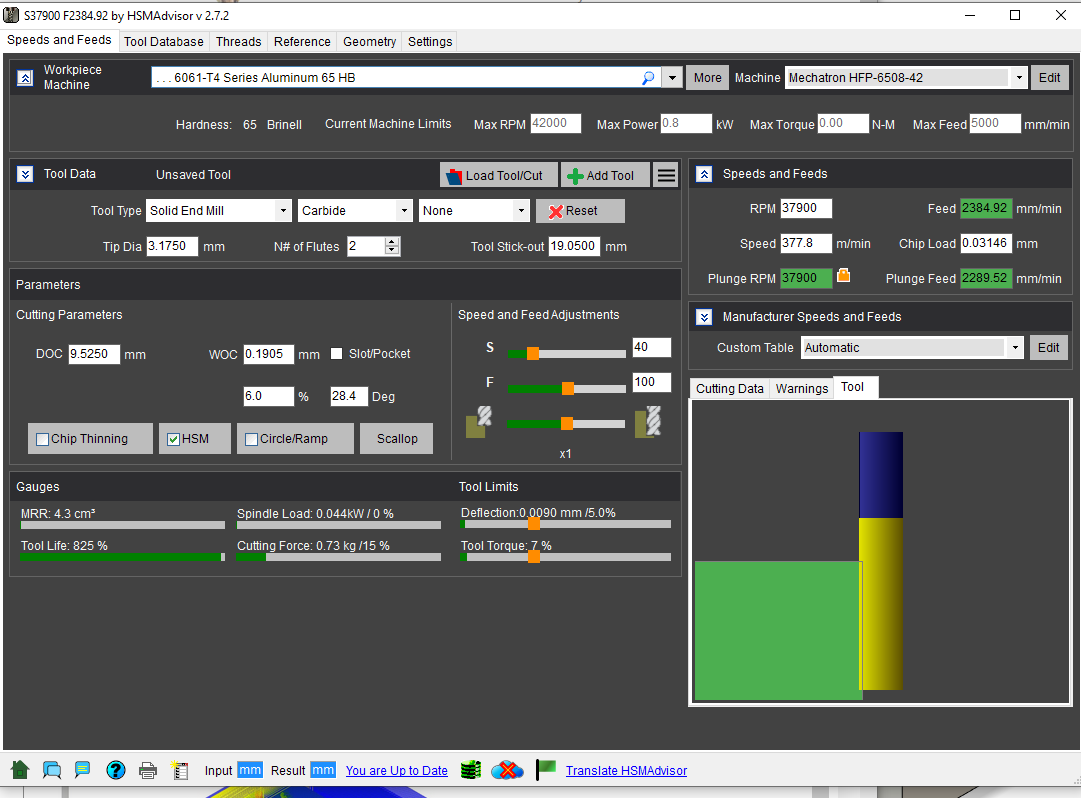
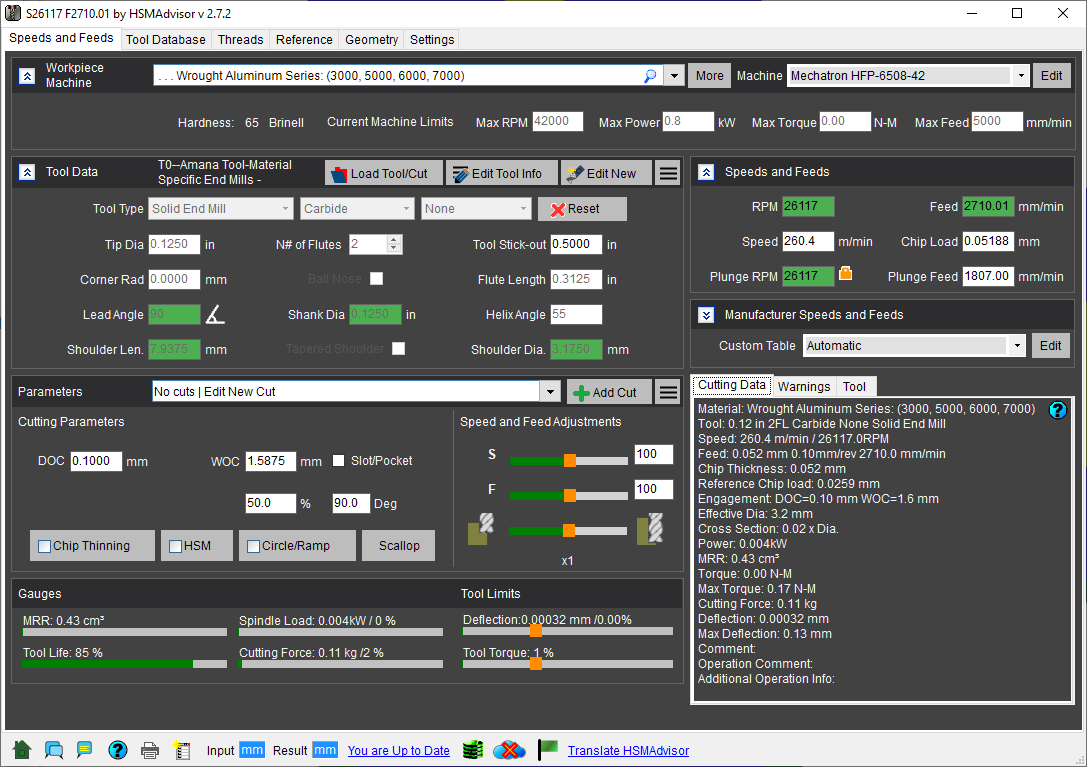
Yes, hence my comment above that the DOC was originally way too high. You have gone too far in the opposite direction now, too shallow (0.1mm) and too slow feed. You will be generating a lot of heat and will probably get the end of the cutter messed up very quickly.
Start with these very conservative settings shown at 2min into this video https://m.youtube.com/watch?v=H0jQ997wcn4
With your mechatron you should be able to move up to 2000mm/min at 26k rpm, probably 50% stepover on a 3mm single flute cutter and gradually increase DOC starting from 0.4mm (at 0.1mm increments) until it runs out of steam.
What model number is your mechatron and where did you get the clamp?
Thought it was going well until I realized I was missing a huge amount of steps on the Z axis. When I stopped it the machine was reporting it was at Z -10.92mm, measured it at actually -1.5mm
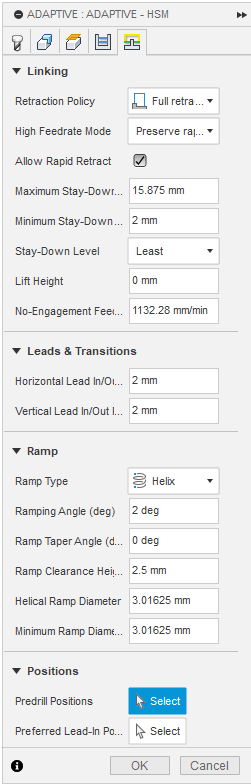
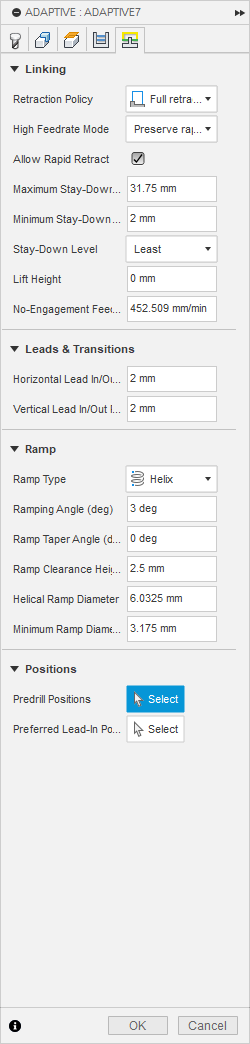
Have you got the collet tight enough? It could be the cutter rising up. [edit] actually your plunge feed rate looks quite high and it might be going down quicker than it can remove material.
I think it actually is doing that. I might have been imagining it but I ran a simple toolpath with 0.4mm DOC and I think I could see the spindle+cutter pop up slightly when the cut started. It definitely did not take off 0.4mm either.
Use something to measure between the cutter tip and the collet nut before and after a test cut. Or put a witness mark on the shank of the cutter where it meets the collet.
Is it the right collet? i.e. a 3mm cutter in an 1/8th inch collet could slip even if it seems tight.
With a good fitting collet there should be no play in the fitting even before you tighten it.
Also check for debris in the collet which could stop it from snugging up.
Maybe also put a witness mark on the spindle next to the clamp to make sure that isn’t slipping either.
In hindsight it prob should have been obvious - I had to remove the top of the enclosure cause the spindle was a bit too large to fit. That murdered the rigidity of the machine. I removed the bracket from the top piece that attaches to the back and side panels and stuck that on there, its still not perfect but its pretty noticeably better.
Doesn’t sound quite right but its going.
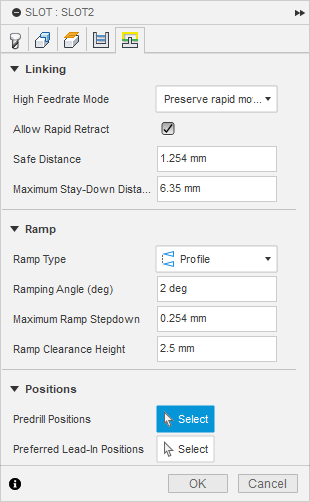
Still seems to struggle hard with plunging/ramps though
OK, not entirely sure what you took off but the aluclad top panel should come off without affecting the rigidity. On mine it is pretty loose and is there just to keep noise and chips in.
Your stepover looks very small. The way the material is curling up at the cutting face suggests it is rubbing and pushing it out of the way rather than cutting a chip off; what does come off looks dust like. Even with the stock spindle I get nice curly chips albeit very tiny ones
I would increase stepover (called optimal load in an adaptive path) to around 40% of the cutter diameter.
I would also take a very close look at your cutter and check it hasn’t been chiped/blunted and doesn’t have any material welded to it (if it has you may be able to clean it in lye).
That’s a brand new 51377-Z Spiral ‘O’ Flute, Aluminum Cutting 1/4 Dia Up-Cut with ZrN Coating. I opened it like 5 minutes before the video It’s not running right now, it still looks like new.
I’ve been using tap magic and it seems to turn the chips into a kinda gooey aluminum paint mess
This bracket is what I took off the top panel. Without it the sides and back were incredibly floppy
Tried out your suggestion of upping the stepover to 40%, seems to be going better so far. Its not a full step down since it picked up in the middle of the previous run.
Better, except the ramp right before the video vibrated my nomad so hard it actually moved the machine a couple inches forward.
This spindle is creating a lot more vibrations in the machine than the stock one. I noticed the walls were floppy because I took the foam I put on the top off while it was running and the wall was vibing out
Edit: yea let it try the next stepdown and it shook the nomad about 3-4 inches forward, fairly sure it missed a lot of Z steps as well.