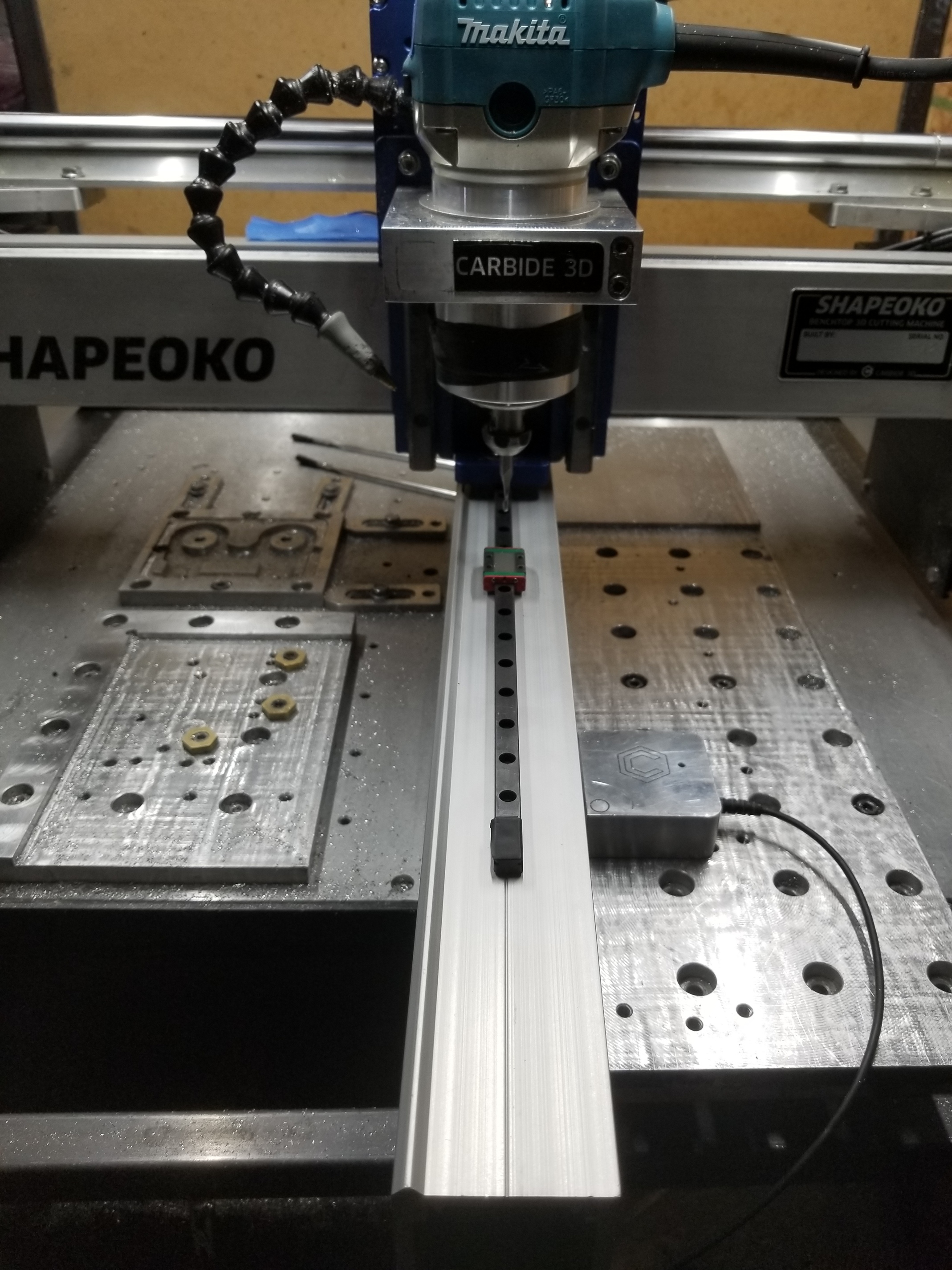
I think we can design some really nice mods that don’t require that much work to put on. Looks like a bolt on linear bearing solution would be the most economical way to get better performance. And yes Hiwin are nice but my prototype 600mm were a little cheaper and pretty smooth (after clean and lube)
Yeah the atc adapters aren’t rated for high rpm so it looks like an integrated spindle is the answer. Ive been talking with Datron Dann about a tq range I should be looking for. Might be able to put something together for $2000 with vfd. But…I have another idea that’s could be a little more economical.
Another intake manifold and full turbo kit. The shapeokos allow me to offer the highest quality fab in the Austin area. This project let me afford another HDZ and possibly going diy drop frame with the big 6" vise
ATC would be super awesome but even the Tormach tooling system quick change would be very nice to use. I need to inquire about max bearing rpm but I could definitely see a makita converted to belt driving one of these. It’s a little crazy but not toooooo crazy.
I’m sure may of us will keep tabs on your progress. I’m still far from you needs and abilities but it is interesting to see what can be done if I get there.
Yeah thats a good point @Vince.Fab, though i can get 4x 600mm hiwin 15mm profile rails, with 8x carriages for AUD$360, which is pretty good. I’m actually confortable using the belts on the x axis as there are two of them, and maybe putting a 1605 ballscrew on the Y-axis as i think thats a weaker link.
I’m less interested in ATC on the SO3 as I sometimes use the machine for sheet goods and don’t want to lose the work area, but I think a pneumatic toolholder would be awesome, just need a lightweight option that doesn’t cost more than the router
I’ve happened across an older VMC for cheap that needs a coat of paint and a new encoder, with industrial tooling and rigid tapping, so maybe the SO3 gets a HDZ and it will do the woodwork from now on.
I run my XXL under LinuxCNC, which has ATC capability, I wonder if you can do it under GRBL… surely there’s a macro that would do it, I think I/O into the Carbide board would be the issue
There have been people who have done ATCs by using GRBL’s coolant control output to control the ATC’s latch/unlatch control. I’m working on getting one of the new Kress/AMB ATC spindles, and I’m planning on wiring a second Arduino up between GRBL and the spindle to control spindle speed and the ATC functions. It’ll take spindle PWM, spindle direction, and coolant outputs from GRBL and then control a pair of pneumatic solenoids for ATC control, a 0-10V output for spindle speed, and a 230V relay for spindle power, because the spindle’s docs say that it interprets 0V as 5000 RPM instead of off.
Even just a air quick change TTS style would be game changer. Ide imagine the added mass would require careful acceleration tuning and cam when approaching higher speeds.
Yeah its hard, increasing the weight of the spindle means dropping acceleration/speed to maintain accuracy, but then you don’t gain any ridigity, so you pay the price for the toolholding option.
hear me out… buy an R8 spindle, mount it in the position you’ve got the Makita, invert the makita and mount it on the back side of the extrusion, install belt driven pulleys with a 1:2 ratio and gear up the makita to give you more speed and an r8 option… that doesn’t give you an air change option but would be interesting to try
edit not sure how accurate the extrusions are, or which edge to zero off when setting up to machine the bolt holes, but I’ve seen guys mounting bigger rails on 4x8 CNCs and they have 3d printed a plug that will center a drill bit in the counterbore in the rail, then clamp both linear rails on their extrusions, dial both rails in against each other, then drill mounting holes by hand. Having the T-slot they use in those bigger machines helps a lot with setting it up as it’s adjustable
The interesting thing about the AMB ATC spindle is that it’s only 3-ish kg, which makes it lighter than any of the 1.5 kW Chinese spindles that I’ve seen, and only 50% heavier than the DWP611.
It’s still not cheap, and AMB isn’t very clear on their runout specs, but I’m willing to take the risk.
Dreaming of a toolchange, not 2k dreamin though. That headstock with the Makita geared 3-1 for a spindle 10k, plenty of tq for large tooling. Looks like that’s all the bearings will hold.
First ever 2D chamfer went off pretty good! However pieces started to lift a little on the tape. Little ol beat up hss 0.125 single flute