I took a guess on what to do based on reading a lot of differing opinions. I did use a climb cutting pass to finish the sides.
And I think I did this right after the HDZ upgrade. I think I could’ve cut deeper. I was thinking that it’s probably better to engage as much of the cutting edge as possible for heat and end mill wear. I know I cut at least 3mm DOC with the stock Z.
I’d like to see what @Vince.Fab would do with that part now that he’s going faster.
I’m pretty much winging it too. When something works, I’m usually pleasantly surprised.
Same here.
Griff
(Well crap, my hypometric precursor device is blown…)
248
Neil, ran the file you posted at 30k, 2500 mm/m same doc and optimal load, single flute .25” HSS end mill.
It was so nice to have a complete cam path to study. Thanks!
Griff
(Well crap, my hypometric precursor device is blown…)
250
Work in progress, truth be told. Excited the adaptive worked out so well! Experimented with finishing passes with a 62 degree bullnose, not so happy with that. But, I have a baseline, only way to go now is up!
Vince, sorry we’ve hijacked your thread. Learning a lot though!!
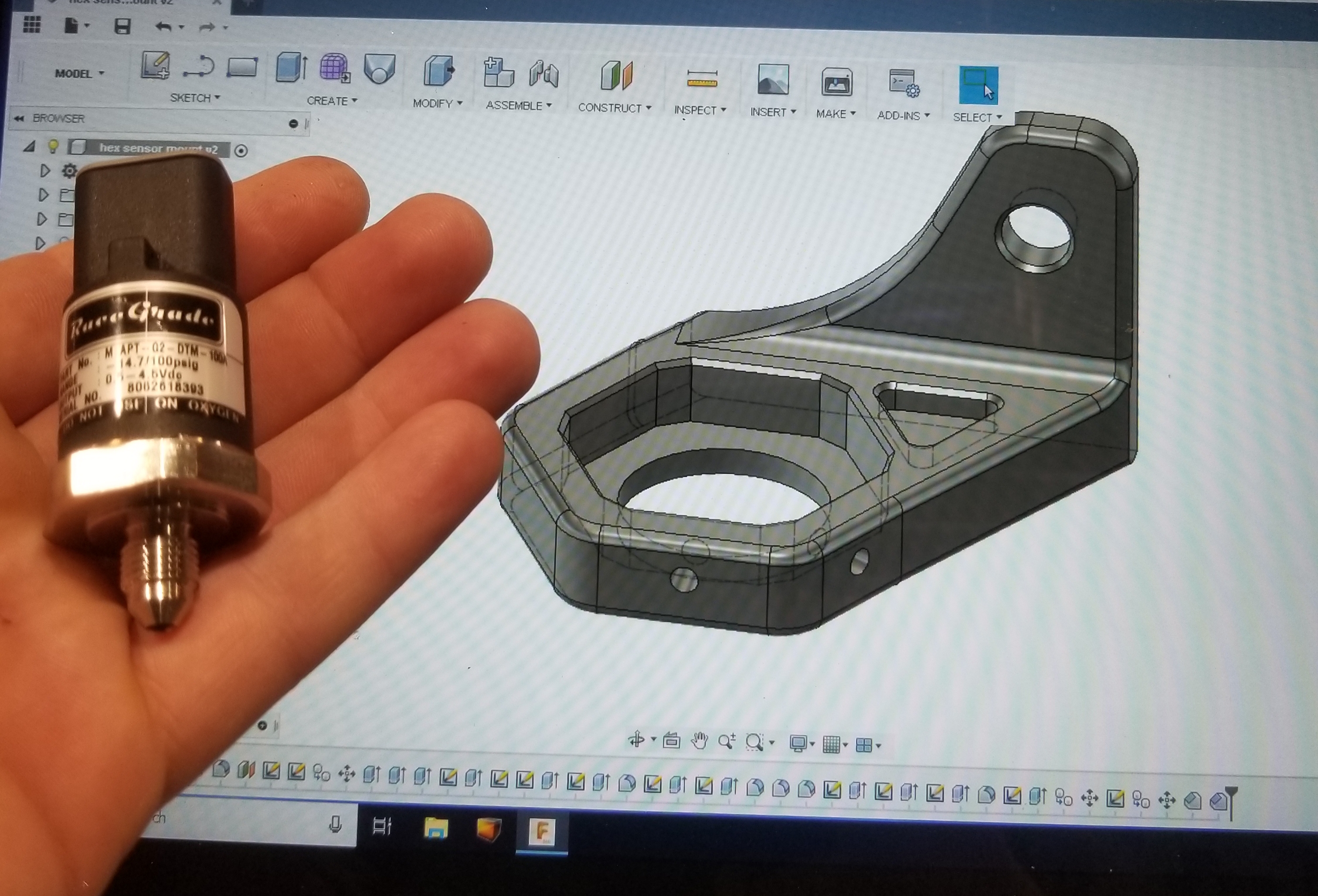
Been having great luck with a 0.125 Destiny chamfer mill and could change everything to 45°, but might go 0.250 three flute finish ball. Customer wants a few extra sets of them for his other race cars because its a hard sensor to mount easily.
I just got a call at work day before yesterday from my wife, she said no more shop till I could figure out a way to keep sawdust and wood chips in the shop and not in the house. I bought a couple rubber mats with tall pips to put at the entry/exit. So far so good. Aluminum chips are a little different as they can really get buried into your soles. For that I’d recommend a pair of shop shoes that you take off , then leave a pair of house shoes just inside. Doesn’t matter how much I sweep or how good my dust collection is, I still track that stuff in, hopefully the mats will help