wheel delete on X axis?
Wow that’s the way to play. Double time. Like an Aluminium Symphony, light metal music.
1 Like
Great setup, what is that mod (big wheel) on the Y axis?
1 Like
It’s for his new chain drive setup!
But seriously, looks like bling to me.
2 Likes
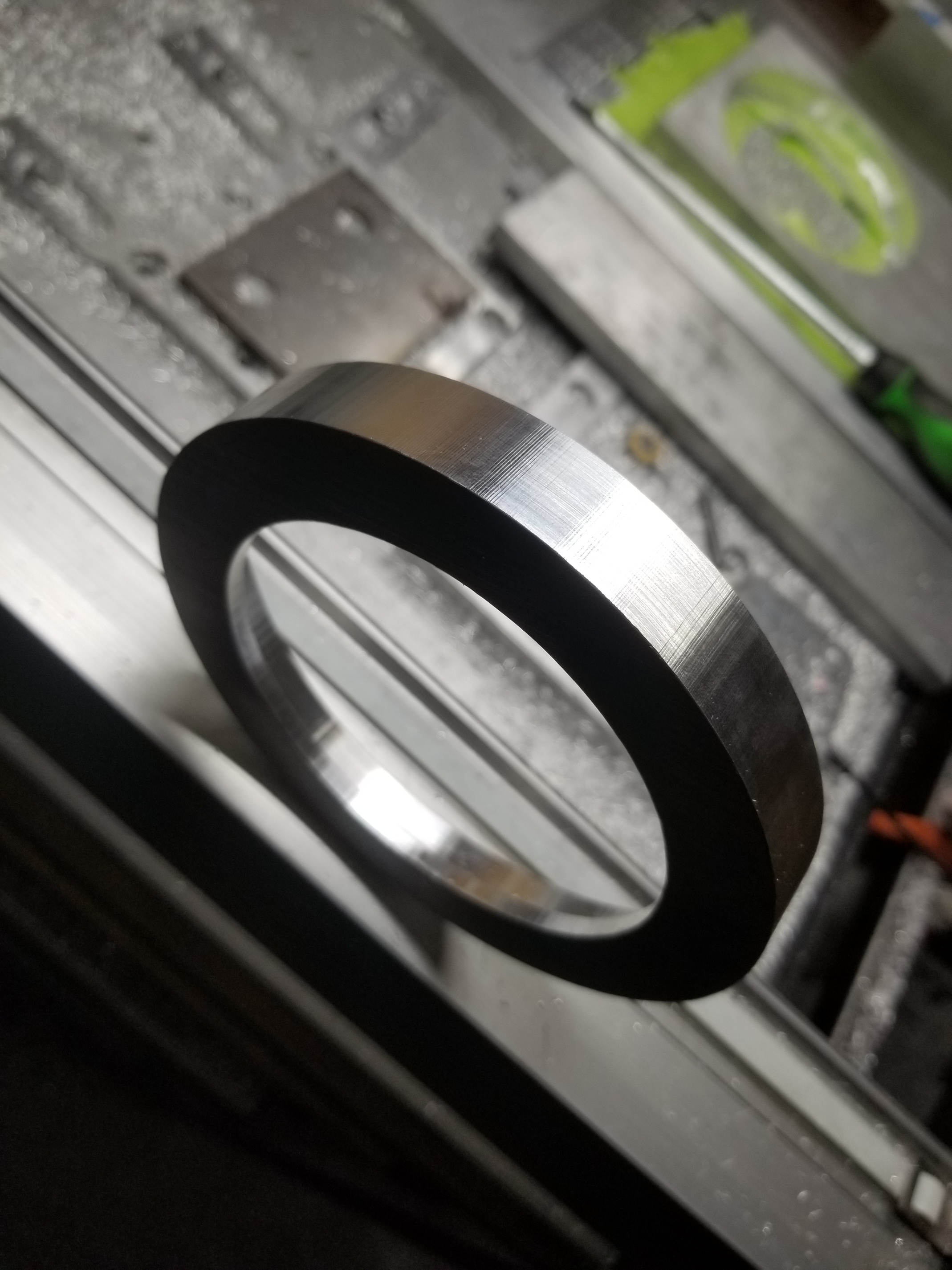
Found out where that pesky easy button was hiding. Mdf deck S3, HDZ, stock belts, carbide3d single flute, 95%dry/wd wall
5 Likes
time to pick the masters brain… 
can you share the feed and speed for this one?
also, what about the DOC or optimal load setting? (i’m assuming this was another 3d adaptive?)
You ready to step into the rabbit hole? 

It becomes this crazy chess like dance. There’s a ton of information that comes with feeds and speeds
1 Like
Hmmm, binary 41, 29 hex
1 Like
Lol, I know, I’m just starting to get my feet wet with 360.
I guess I was looking for some of the numbers for basic pocket roughing operations.
Not expecting any “hey, these are the perfect settings” numbers. I know there’s no magic formula.
I’ve already broken a few bits while fine tuning my paths. I figure any tidbits of info that I can use on my learning journey can’t hurt.
…well, I suppose they might hurt, but it’s still fun learning and trying. 
Actually there is a magic rule of thumb
The most important thing is to make sure chipload is at least 0.001 (0.0008 for 1/16) minimum. If cutting under 50% diameter you need to use a chip thinning calculator to see actual chip size.
Chipload will tell you your speed and feed. Radial depth of cut you can start small and increase until chattering.
A single flute endmill will allow you to spin a higher rpm which in turn lowers cutter forces but keeps a normal chipload, they also clear chips very well
3 Likes
Thanks Vince.
My biggest issue right now is figuring out the best paths without overloading the tool.
It seems to me that the chipload is the same for a half-diameter cut as it is for a full-diameter cut.
But the load on a full diameter cut is a heck of a lot more. My ears and router can confirm that.
I haven’t been able to get an adaptive path to work effectively, because it takes a hogging full-dia pass on it’s initial pass around the edge. The only way to alleviate the impact is to reduce the DOC. But then the remainder of the cuts aren’t removing enough. (or at least as much as they could be)
I’ve found (at least on the simple piece I’m milling) that doing a traditional 2d pocket is better, because I can come in at the corner, and the heavy full-width cut is brief as it just nips away the corner, and then the subsequent passes are taking the appropriate half-pass cuts.
What I’d really like to find is a nice spiral or block path that starts in the middle with a basic drill/bore operation, and then spirals it’s way out from the center.
anyway, back to playing with paths… 
I was playing quite a bit with paths last night. You should be able up get adaptive to do whatever you want with the right boundaries, you can even sketch boundaries.
Have you tried 3d pocket clearing?
1 Like
Yeah, 3d adaptive was basically the same as 2d adaptive on my part.
Can you elaborate on what you mean by sketching boundaries? Do you mean adding some ‘artificial’ parts to the drawing to get it to mill those areas first?
That’s what adaptive does for me. Set your optimal load around 0.04", your DoC around 0.1" and then your chipload at 0.001" and try that. It works great for me with my 3/16" ZrN 2-flute endmill. Vince recommended it to me previously.
Thanks Jon.
I was under the impression that optimal load was similar to stepover. Does it actually vary the DOC to reduce the load?
Thanks for the recommendations. I’m going to do some more playing with these numbers and do some test runs on wood. Save some bits from potential destruction.
Like this?
It’s just a matter of setting parameters in Adaptive Clearing to get your path moving in the direction you want. FM (frigging magic) to me, at first.
I learned all I know about milling aluminum with the SO3 from the threads in this forum.
2 Likes
Still FM to me it seems. ![]()
Haven’t figured out how to tell it to start in the middle of a face. The entry point option seems to only allow me to select edges.