Id love to see your work holding for a complex part like this. If you dont mind sharing that would be awesome!
2 Likes
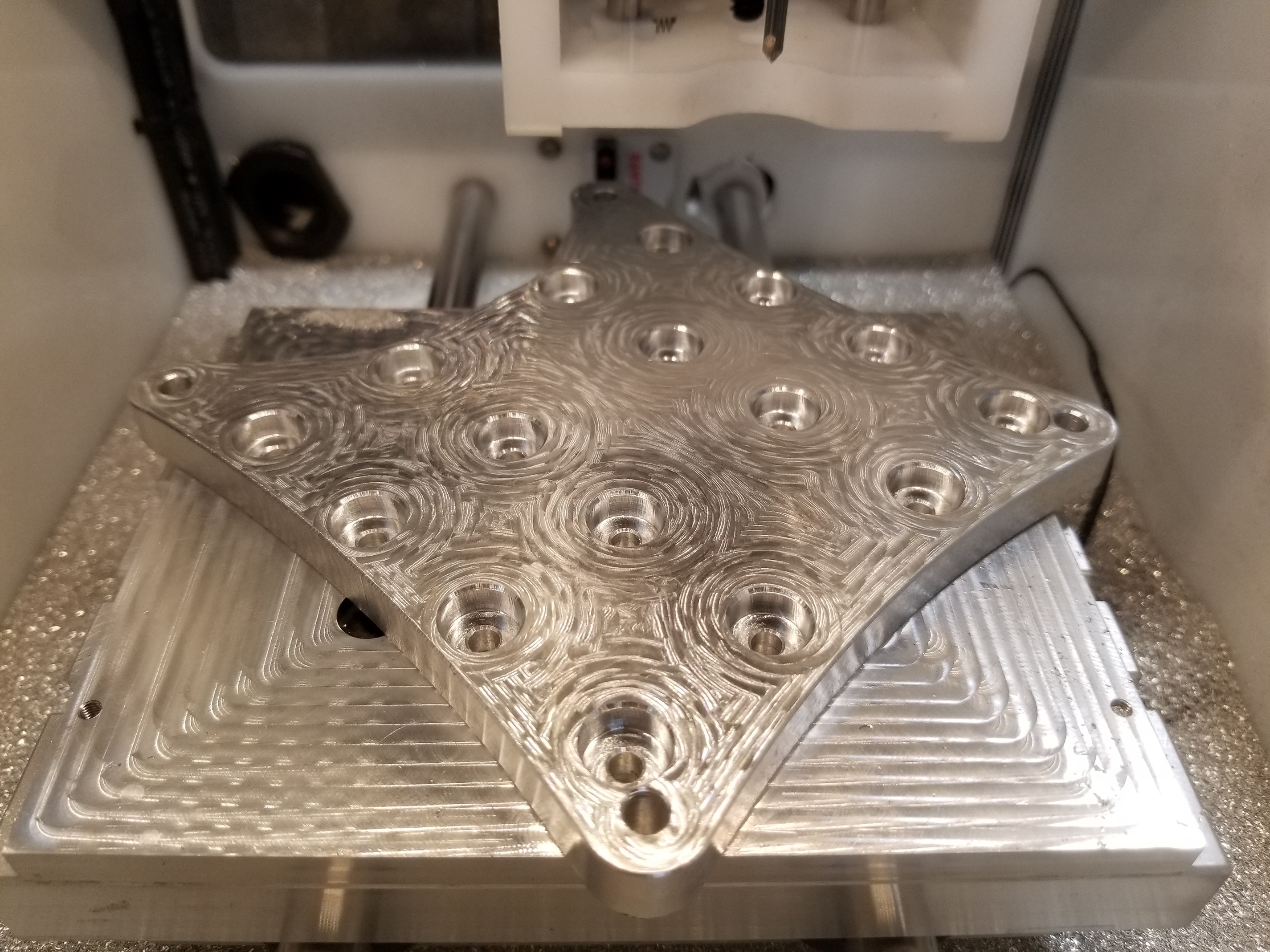
I thought I’d share my first aluminum milling project 
This is a bracket for my rear mounted dust shoe I made. I had machined the other side of the bracket and flipped it to mill the extra material off the face and started with 70% feed, then 100% then 150% which wound up being 150 mm/s (354 in/mm) @ .032 DOC. Ive got to get a solid aluminum wasteboard for this thing!
2 Likes
Wayne, the video isn’t displaying, can you try again?
I thought I had figured out how to share the video from my google drive after looking at vince.Fab post… Im doing something wrong 
I am trying to keep from having to post a youtube video then share it 
Can anyone help?
Can you upload the video FROM Google to this site directly?
That is just a guess, I don’t know what size limitations there are, etc.
Create link then just post it without any additional stuff
It will show up.
5 Likes
Nice! Is that a Beaver HDZ I spy? That would make sense with your feeds and speeds.
Definitely looks like a healthy cut! That’s awesome though, and yes the mdf decks really add a good amount of resonance. I run both and its clearly noticable.
1 Like
Yes it is! I love that thing! I thought it was awesome to gain a little x travel so I build my own dust shoe independent of the z axis and I get to keep my new x travel also. I just got my steel reinforced belts in and should be putting them on this week
2 Likes
Its funny machining aluminum because I am a cnc programmer for lathes/mills mainly for the oil field. A few years ago, the oil market sank and we were running AR15 gun parts for Colt (Uppers, Lowers, Hand Guards, Gas Blocks, Barrel Nuts) and our Horizontal Mills go up to 10,000 RPM which barely gets you into high performance end mills < .5". I use Esprit at work and its been a learning curve going to super super simple gcode (no cutter comp, arcs, etc…) I love it though! I have been programming for 7 years after running these machines for 5 before that.
1 Like
Sounds like you have a bunch more cnc experience than me lol, i’ll just shut up haha.
It seems most people that come from bigger machines can have quite a problem scaling loads to work with our cnc routers. Higher rpm definitely plays a huge part in lowering cutting forces and temperatures in the cut.
Was able to easily push a 0.030 radial/0.100 axial at 300ipm/30,000rpm. About a 5 thou chipload (thinning not included) and were so hot coming off the machine you couldn’t stand anywhere near it, just perfect.
Awesome first project and please start a gallery thread so we can all enjoy your work!
1 Like
Its certainly a different animal scaling down but in most cases I am glad to have this shapeoko as opposed to a HAAS or Tormach. I wish my projects were more exciting that I mill on my machine but most of them are wood based, plaques and signs. You certainly have more experience in the trachoidal milling and hope to have more opportunities in that area. Honestly we dont use a lot of endmills as most of our cutters are “high feed” inserted cutters from 1"-5" in diameter cutting steel @ 500 sfm, .04 per flute and .06" depth of cut. Something I just love to write are macros that do different things like IF/THEN WHILE/DO Probing marcos etc… I could talk about them for hours. Anyway… I did not mean to get off subject of the thread, keep it up with your impressive aluminum milling. I post my projects mostly on instagram if you would like to see them.
1 Like
200…300ipm
Up to 5 thou chiploads, rad cutters to minimize toolchanges.
5 Likes
Writing probing macros sounds so useful! I have a bantam tools mill that probes its entire fixture. What’s the best way to learn how to write these?
There are a few guys on here using crazy macros on cncjs and I’m hoping to follow in their footsteps.
Aluminum is what this thread is all about so any cool info please share, no worries. What’s your IG name?
1 Like
A lot of times i use a program called nc plot to prove out my macros. I have engraving macros that call up internal sub programs to write parts numbers that are serialized so everytime the engraver runs it increase the number by 1. I have some parts with weird angles that i calculate the work coordinates for each angle. Oh man i couls go on… what kind of macro are you interested in writing? @kwwoodworks is my ig.
1 Like
What kind of macro would you like to see?



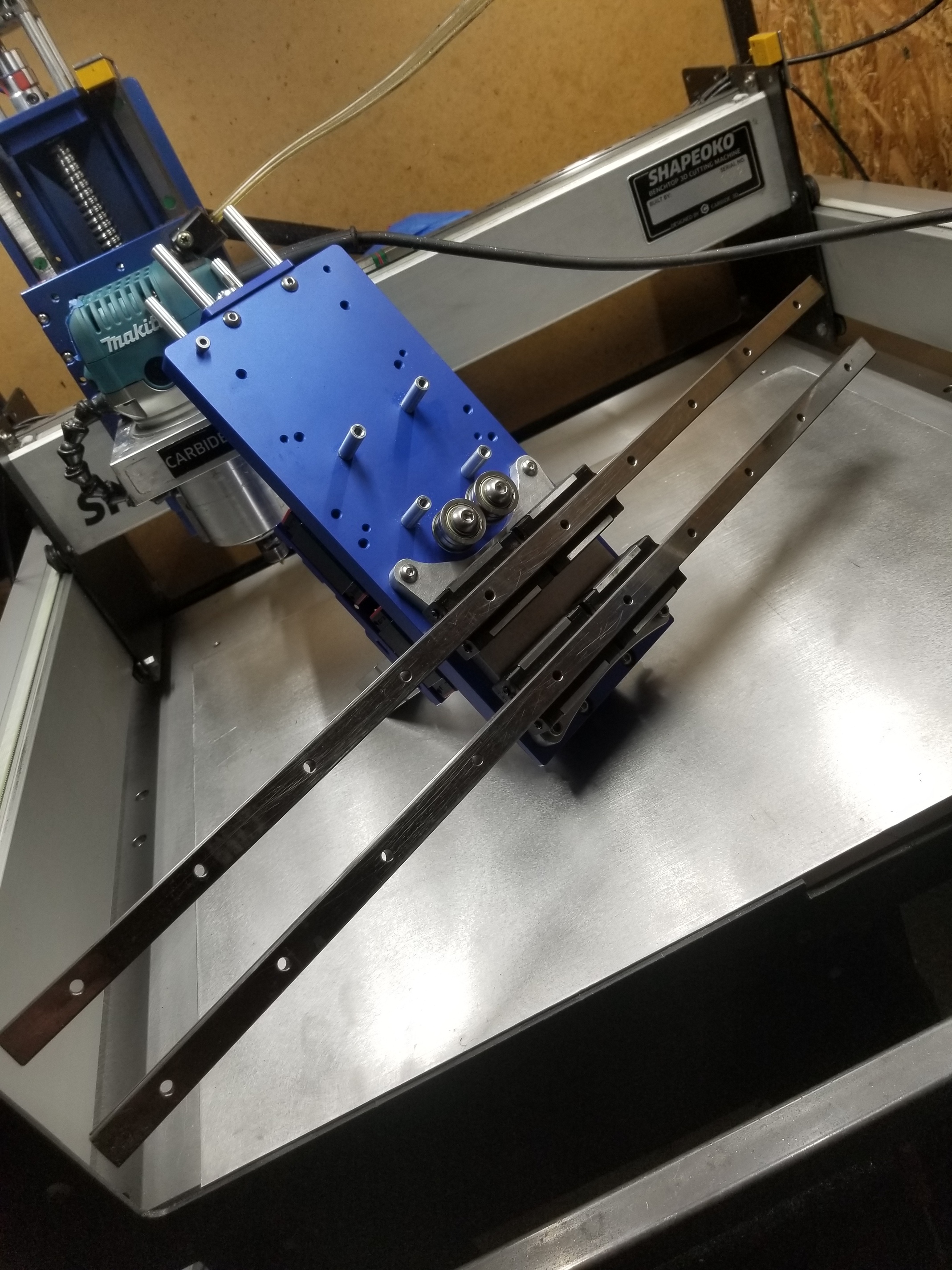

And…Presto, there it is, the linear rail Shapeoko X and, I suppose, Y.
Nicely done Vince, can’t wait to see some milling results.
Now you just need to move your Y steppers to the front to gain that loss of Y real estate back.
2 Likes