That 8mm is surprisingly resilient and has cut at least 50 pounds for me so far. Plus 2500sfm is fun
Here are a few photo comparisons. You can tell its different in a few areas. The zrn coating of course, ground relief, tip angle and curvature.
These are a little beat up but still good to tell the differences. They are subtle but imo the C3D sf clears much better and is a little tougher due to tip geometry
I’ve not seen adaptive both ways successful before, I tried it some time ago and the results were far from ideal - lots of chatter on the conventional cuts. Ive not attempted it since, need to play with it a bit.
How aggressive do you think you could run both ways on a stock machine?
The ridgidity mods definitely play into a heavy cut coming back. Usually I’ll take 10-20% off in ipt and rdoc in the conventional and dial it in based on the surface finish. Basically no smeared chips = good to go. It’s not even terribly useful and one way adaptive is usually faster in almost every situation.
Im not sure if I would even use it on a stock machine, what’s the point if you have to dial rdoc to 0.010 ya know. Just bump up the rapid speed and accelerations, tell it to stay down and let it eat one way.
It sure sounds good… and my gf definitely caught me listening to those vids more than once this weekend
Thanks for the input - That was exactly my thought process at the time, the idea of two way adaptive is great but I couldn’t get it to a place where the finish was acceptable so just kept the rapid high, only let the tool lift a few thou off the floor of the pocket between cuts and called that acceptable.
You make a good point about there not being much point in a machine with low rigidity. That sound though…
Even on mine it still groans and has minor chatter in certain directions due to the remaining V wheels, it’s easy to hear in the vids. Changing those out to linear blocks and moving the balance a little more to center should do wonders and make the cutting much more consistent.
definitely not. The chick just got a 6 figure job in north Houston. My only requirement on moving is finding a shop to live in or I get a nice garage plus rv gate.
There’s a good car scene in Houston and I’ll be able to work more on the bus. We’ll see
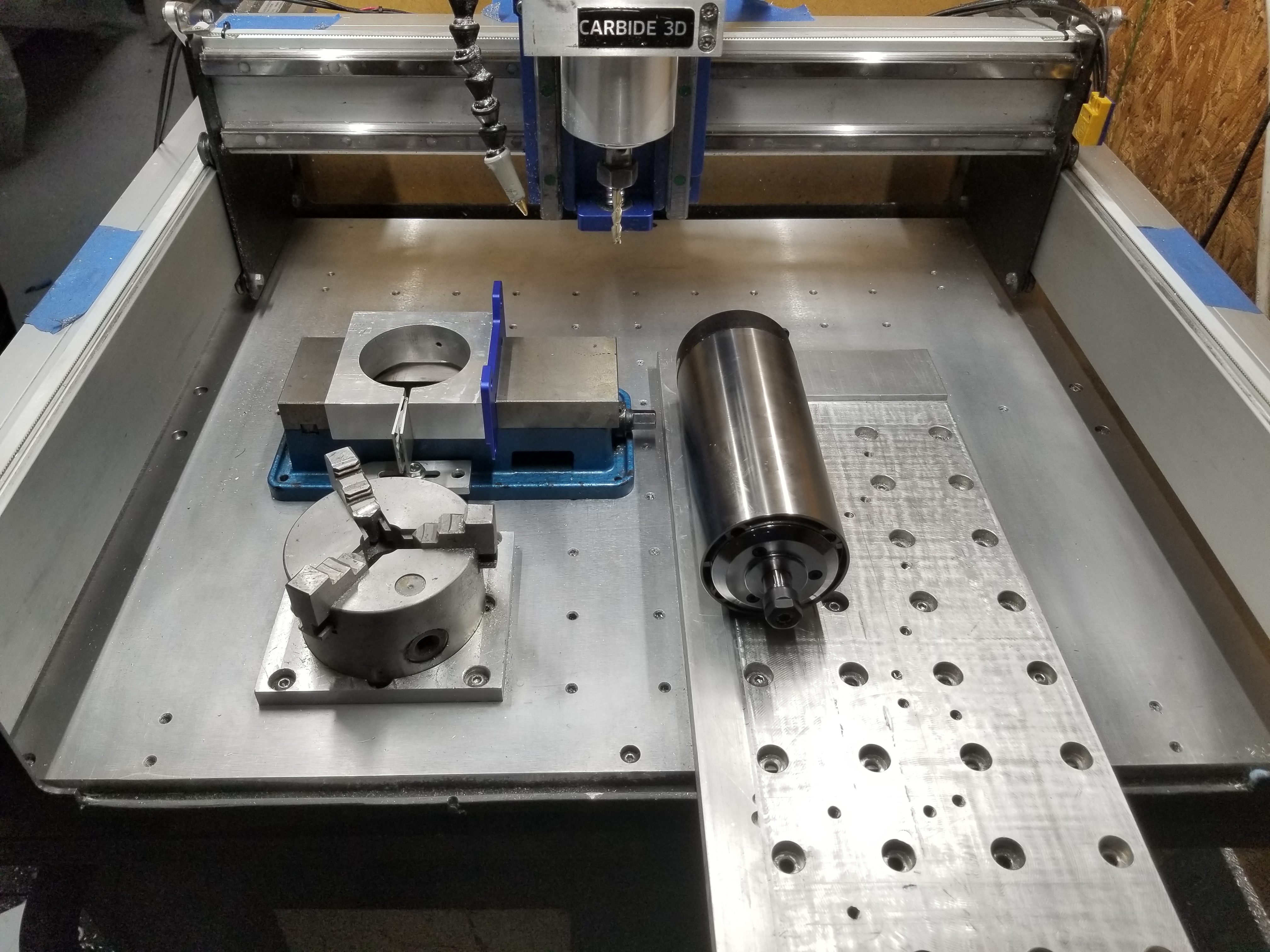
@Vince.Fab - can I ask the diameter of the three jaw chuck? And how high is the top of the chuck body off the deck?
I just bought a 4 jaw that is 130mm in diameter - and mounted it on a plate as you have done. But it doesn’t clear the underside of my X/Z carriage - Doh! I’ll have to cut a hole in my table and recess it somehow.
What do you think about the 24k RPM spindle? Worth it for a 20% decrease in spindle speed? I’m concerned for a increased machining time because of that.
Ideally I’ll design a quick change spindle mount. One size does not fit all and the ability to swap spindles from an air cooled er11 24k - 24k SK15 ATC - 1.2kw 60krpm er11 - Makita rt701c or Xtr01z would be optimal.
I have not run the spindle enough to see a big enough increase in ridgidity to justify a change if you do not already exceed the Makita power output.
However my future build plans include adding linear bearing to the Y rails and to build a bolt on kit without changing the drive system, the added length of the spindle is necessary.
Got it, good to know. I know there are many benefits to spindles but the lack of the high range RPM is something that holds me back. I priced it out and getting a 30k instead of a standard 24k RPM spindle is over $150 more.
If it’s a metal removal issue then you can always step up to a bigger endmill to increase SFM if you have the space. A 3/8 at 24k is spinning faster than a 0.250 at 30k.
I can see an issue with rpm drop if you are relying on small tooling.
However…its possible to find a 300w er8 60,000 rpm spindle. See why I can’t choose just one, lol.








 definitely not. The chick just got a 6 figure job in north Houston. My only requirement on moving is finding a shop to live in or I get a nice garage plus rv gate.
definitely not. The chick just got a 6 figure job in north Houston. My only requirement on moving is finding a shop to live in or I get a nice garage plus rv gate.