500s
24krpm but I need more
300ipm Rapids
500s
24krpm but I need more
300ipm Rapids
This is just too gorgeous 
Thank you! Trying to keep the machines useable during the evolution process.
Soon we add goto juice…60,000
Looks and sounds good! How much vibration? ![]()
1000 IPM from stock feed drive hardware?! (Stepper motors/drivers, sprockets (“pulleys”), and belts?!) ![]()
1000 on bone stock drive system with upgraded belts. The steel core have noticeably stiffer teeth and you can tell with higher acceleration levels
Looks like a Titans of CNC vid.
That’s exactly what I was going for…and I actually posted that on the titans of CNC fb page.
Someone needs to show the masses that you don’t need a $10,000 tormach to do work.
His last KOR5 video was at 2,500 sfm and this is only 2,000. Machine stress is low and this cut is conservative. Belts and drive system aren’t even close to their limit.
Can’t thank you enough for showing what these machines can do if set up properly! Very inspiring!
It’s my pleasure! Thanks for the support and just know there is quite a ways to go.
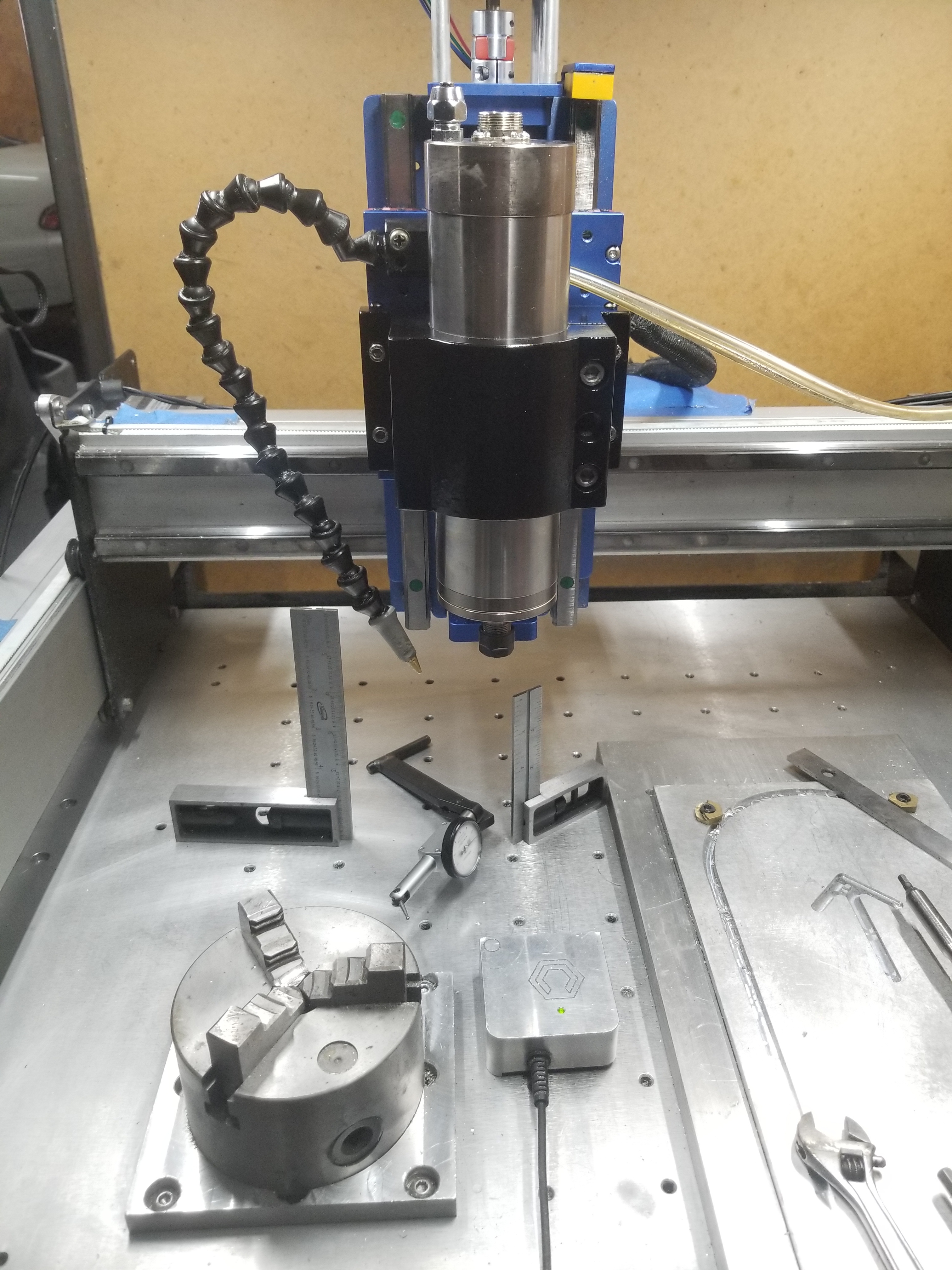
Tonight I bring y’all an adaptive finish…
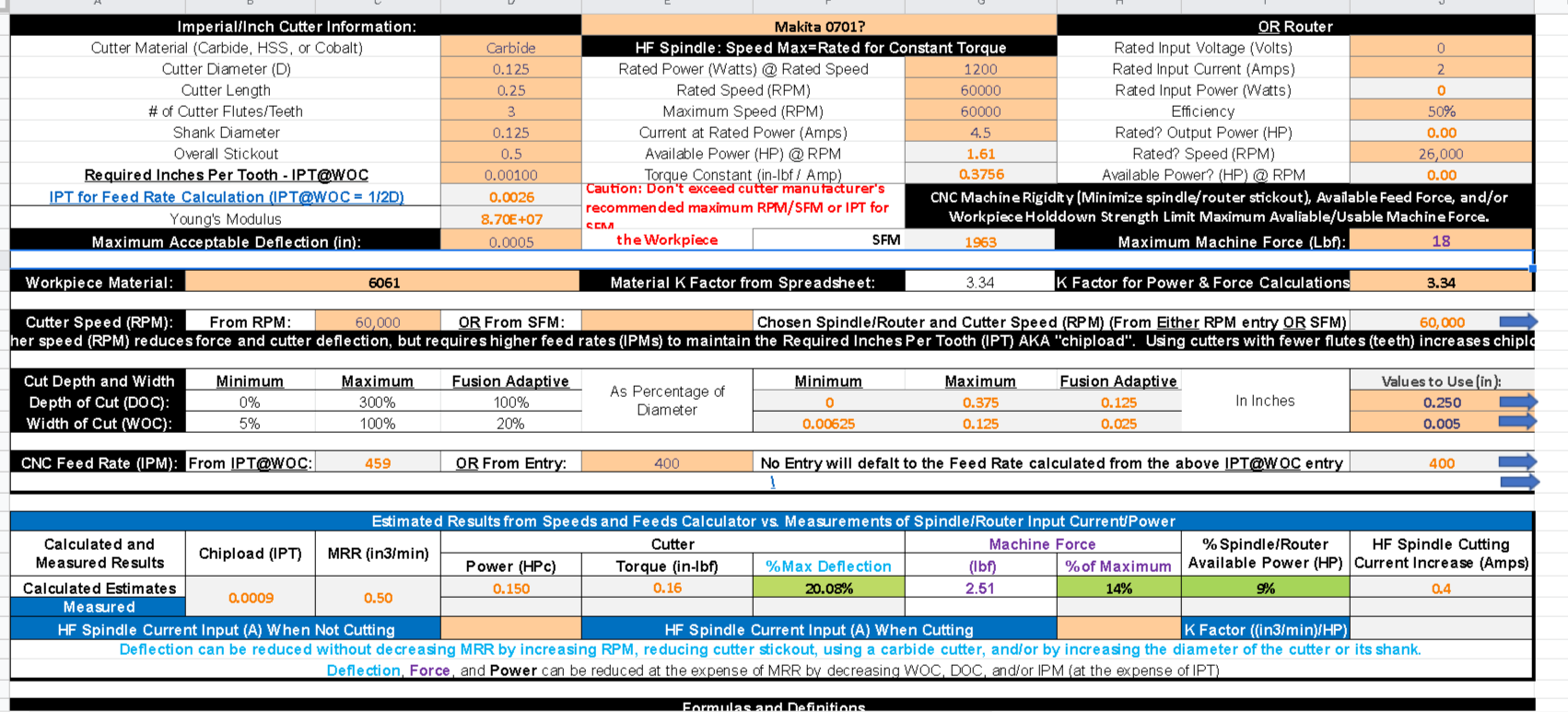
Carbide 3D zrn single flute @ 45,000rpm and 200ipm
Sweet baby jesus had my back and later we pushed it to 60,000. Limiting factor is not being able to put the power down in manual vfd input mode. Working on it.
With that adaptive finish, who needs a contour finish???
Well…technically…adaptive is almost always never a finishing strategy due to the model tessellation that’s mostly effected by tolerance and smoothing values. Basically adaptive can make really clean straight lines but is fated to leave rough lines on curves.
Even the most ridgid machine needs a toolpath with constant pressure for finishing and contour achieves that.
What’s impressive is the 200ipm at a 0.0017 chipload after thinning at only a 3.35 lbf machine force
Side by side comparison, the golden standard
Shapeoko VS Datron Neo surface finish. We’re good on the straights…but can we compete in the corners?
Single flute for finishing? What does " Limiting factor is not being able to put the power down in manual vfd input mode" mean?
@Vince.Fab already seen you use couple of different routers, spindles, vfds. Any idea how much you spent on them so far? I’m only asking because jgl makes really good spindles which cost somewhere around $1500 to $2000. Seems like a lot at first but considering that you get a ATC 2.2kw er16 40K rpm it seems like a really good deal. If I were to guess I’d say you spent close to this much so far?
I have a full quote for three JGL spindles but even the cheapest comes out to $1750. Also there is a big weight difference between these and the other spindles. It would be silly to buy one of those yet still run V wheels imo.
I have three spindles
0.8kw 24krpm 65mm 110v with sk15 ATC
1.5kw 24krpm 80mm 110v
1.2kw 60krpm 62mm 220v
Both 110 spindles use the same VFD and the 60k is just unbelievable. All in all I only have $1500 in these spent over a good amount of time (cnc work paid for them). While combined they come close to the same amount of money, using one would not be good data. Those are far out of the price range with these machines and would upset the balance imo.
If I can get the 60k going like it should, its a far better option for the masses.
@gmack
I’m not a VFD expert and in manual controller mode I cant seem to get it to output more than 1.75amps. When switching to PID plus feedback it will output much much more and is set at a 4.5amp max. However because I need a 10v converter for my input, haven’t wired it into the board yet.
There’s been so much conversation about the linear rails that I completely forgot you’re still using wheels on the Y axis. I’ve seen them and common 80mm Chinese spindle side by side and theyre huge indeed. Would love to add atc to one of my machines (obviously not under grbl anymore) and trying to get as much info as possible. Have you ended up using chiller for the 60k spindle or just a large radiator?
Yeah atc plus grbl is a little too much work for me but semi automated with a one button touch is cool, the sk15 can hold er16 I believe. Currently I haven’t run long enough to heat 4 gallons up without exchanger but it will go on soon.
Either way, it’s nice to have multiple spindles. If I can’t get the vfd working right in the 60k I’ll throw the 24k back on.
Got some fun stuff in the pipeline
I’m going to have to agree WRT ATC and GRBL. I made some progress with my ATC changer, and it certainly makes manual changes easy, but GRBL really doesn’t have the infrastructure available to support tool changing, and none of the gcode senders really do either. I started adding ATC support into CNCjs, and made some progress, but the whole thing was turning into a giant mess. In the end, I think it’s going to be less work (and cheaper) to switch to something like LinuxCNC which has built-in ATC support.
GRBL is cool, but it just isn’t flexible or expandable enough to support tool changers in a sane way. That’s not to say that it can’t be done, but the end result is going to end up being a hack, and it’s not really going to be something that I’m going to want to live with.