IMO intended spindle use really needs to be considered when deciding what to buy. Most woodworkers and plasticworkers would likely be better off with a spindle that support’s 1/2" shanks (ER20) rather than one with a smaller collet that runs at speeds much higher than 24 kRPM. Most cutters for wood are only rated for 18-27kRPM operation. Also lower speeds are less demanding on cumulative runout and balance, so the detrimental effects of adding ATC are somewhat mitigated.
There are cutters available for the higher speeds in aluminum (to 100 kRPM) so the higher speeds can be productive. But, the higher speeds are more demanding on cumulative runout and balance, so the detrimental effects of adding ATC needs to be considered and may add significant expense.
I did not check how much the shipping was so that’s a great info to have although from what I see in your post that’s not a quote from the company itself but the Alibaba’s estimate? Anyways, in regard to your lengthy post (which is very informative) I asked about that particular company in this thread because I have no plans on cutting wood anytime soon. I’m trying to get better at cutting aluminium and thats all I’m interested in.
Sorry - I get carried away sometimes! But, I suspect that there are some thread viewers that do cut other things (including @Vince.Fab) . It looks like those Jianken ATC spindles are available with ISO20 collets up to 40 kRPM. They should be awesome for aluminum with high quality high speed tool holders and tools! A 1/2" endmill at 40 kRPM could increase the MRR of a 1/4" endmill at 60 kRPM by 1/3 without increasing cutting forces (the limiting factor on Shapeokos).
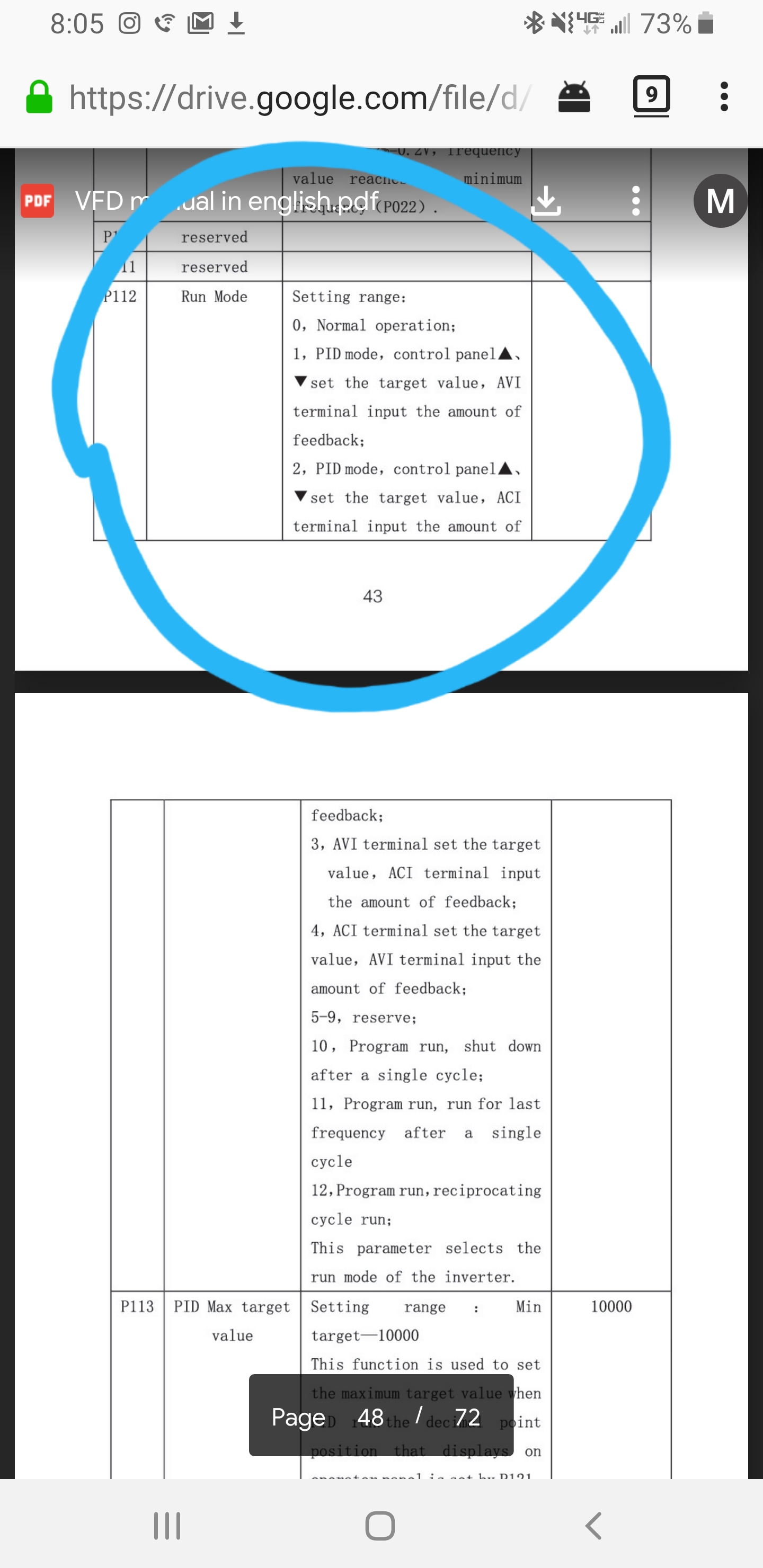
I don’t really know for sure, but it seems to me that you should be able to use the manual controls on the VFD to run the motor at whatever speed you set it too. Even without any feedback (PID, etc.) the VFD should source whatever current is necessary to maintain that speed under loads that don’t exceed the maximum for that speed. Maybe someone like @Julien could validate that?
where did you settle on your acceleration & rapid settings? I’m playing around with mine at the moment - I’ve got steel belts to fit but still running standard belts at this point.
I’ve had no issue jogging with 25,000mm/min rapids which is around your 1000IPM, and accels are at 27,000mm/min2 which is a little under your 1200IPM.
Interested to see where you ended up, I might go back to about 80% and run some heavy jobs, see where that takes me. What did you settle on for your HDZ as far as accels and rapids?
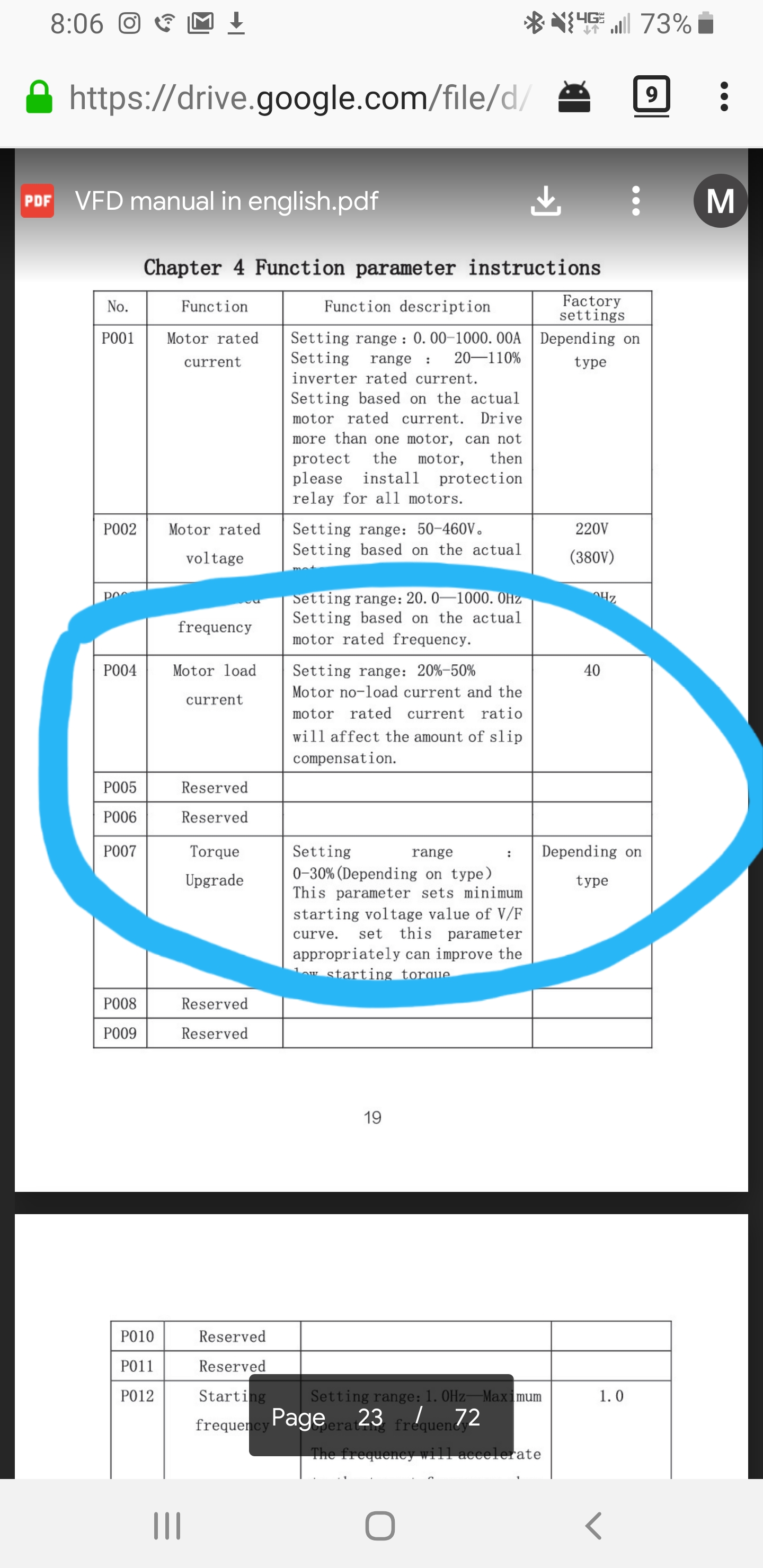
On my VFD there is a setting where you have to set the maximum Hz the VFD outputs when it is in manual mode (i.e when you use the potentiometer on the VFD to set the speed). Perhaps this is the issue?
This setting was by default set to 100 on mine and I had to change it to 400. What type/brand is your VFD?
Mostly I let the steel cores because I don’t have to adjust steps for calibration, just throw on. Set tension and go.
Also usually I’ll run maxes at 50% just because it starts to move scary fast and I like an extra tq cushion. I know Winston is running torture tests on his hdz, I just doubled
I think you’d be better off trying to get it to work properly in open-loop (no “feedback” of any type) manual control mode before complicating things with remote control.
I found the final spindles speed vs. Fusion command to deviate too much when connecting the C3d board to my Omron vfd. I can imagine that this deviation would be amplified pretty heavily with your spindle that is 60k Compared to my 24krpm, and in addition using the converter to bump 0-5V up to 0-10V which I don’t believe helps on deviation either, however I might be wrong.
I did this on mine, and made a linearization table in the arduino on every 1k rpm, this to ensure spindle speed is according to G-code throughout the whole range of the spindle speed.
This way coolant, dust collection etc. can easily be controlled also.
I will gladly share this code or help with the setup.
I don’t believe the issues you are experiencing with power limitation on your VFD will change if you hook it up to the C3d board. I have earlier used CNCzone forum and user mactec54 for vfd questions, he is knowledgeable and very very helpful.
I don’t mean to interrupt you tread here, but I didn’t manage to post in the “Best vfd thread” and I feel the information is relevant, to you and most of the users adding a vfd to their Shapeoko.
If there are any further questions to this I can make a new thread with pictures and better explenations.
How much off are the rpms? I’m using xpro v4 controller to send 10v pwm signal to the HY vfd and I’m always off by 200rpm which in my experience isn’t that big of a deal. Anything higher than that I’d honestly be concerned.
Your spindle speed is determined by the frequency provided by the VFD (controllable either locally or remotely). The amount of available spindle torque is limited by the voltage provided by the VFD, which is determined by how it’s configured. If the VFD is configured for half the rated spindle voltage, the spindle will be limited to less than half the rated torque, power, and current draw.
Kenneth that is some really good information! I’m definitely going to be messaging you about setting something like that up when its connected to the board. Speed accuracy is pretty important.
I haven’t checked the real rpm vs what the VFD says because its very hard to get a reflective sticker to hold at 60k. Superglue is on the menu today.
Everything is set right for voltage and I was messing with a few last night and hit a 3amp max draw. Better but not 4.5, even with vfd set to output more current than rated. Hz are set correctly in multiple parameters.
Just a suggestion but I think there should be a spindle setup and issues thread. It appears that these spindles and VFD need a lot of configuring to get them working properly. Once the right settings are finally ironed out for the different spindle VFD configuration, maybe some kind of installation/configurqation document could be published.
3 Likes
Griff
(Well crap, my hypometric precursor device is blown…)
584
Yes but it seems like there are more questions popping-up, I see a new thread on the subject almost everyday not to mention thread like this being hijacked. While there may be somethings that still need to be figured out, I’m sure that most questions have already been answered somewhere in this forum. It is the same as EMI/disconnect issues that people are encountering.
Maybe @julien will have to write the VFD & Spindle e-book for CNC. Unfortunately, it will not force the new owner from reading the book.