I’ve been using 30 deg V-bits to do inlays and they are awesome but I thought I’d try the skinny Jenny (5 deg tapered ball nose) instead. I’m not sure what I’m doing wrong but the plugs are way too loose.
Does anyone have the proper settings for this bit?
That’s not going to work, at least not if you are using a V Carve path. CC doesn’t support the tapered ball nose geometry although it works as long as the tapered sides don’t get in the way. But the V carve paths would be expecting a pointy tip.
I think that since yours isn’t that way then given the center and defines angle once zero is set the radius of the bit is higher than excepted at any given location. So, it cuts wider.
I love the cadence bits BTW. Just ordered their 30 degree V and a replacement for the slim Jen 1/8 on a 1/4 shaft to replace the one I stupidly broke.
To be clear, the TBNs work great for 3D work as long as the taper on the bit doesn’t collide with the workpiece in a way that a straight ball nose wouldn’t. And I have used them that way.
I just wouldn’t use them for a V Carve. Never really thought of it. Is there a reason you don’t want to use a V bit? Are you just looking to something with that tighter angle? 30 degree is the smallest I have used but I have seen posts from people using a 15 degree.
Usual preface, I’m with PreciseBits so while I try to only post general information take everything I say with the understanding that I have a bias.
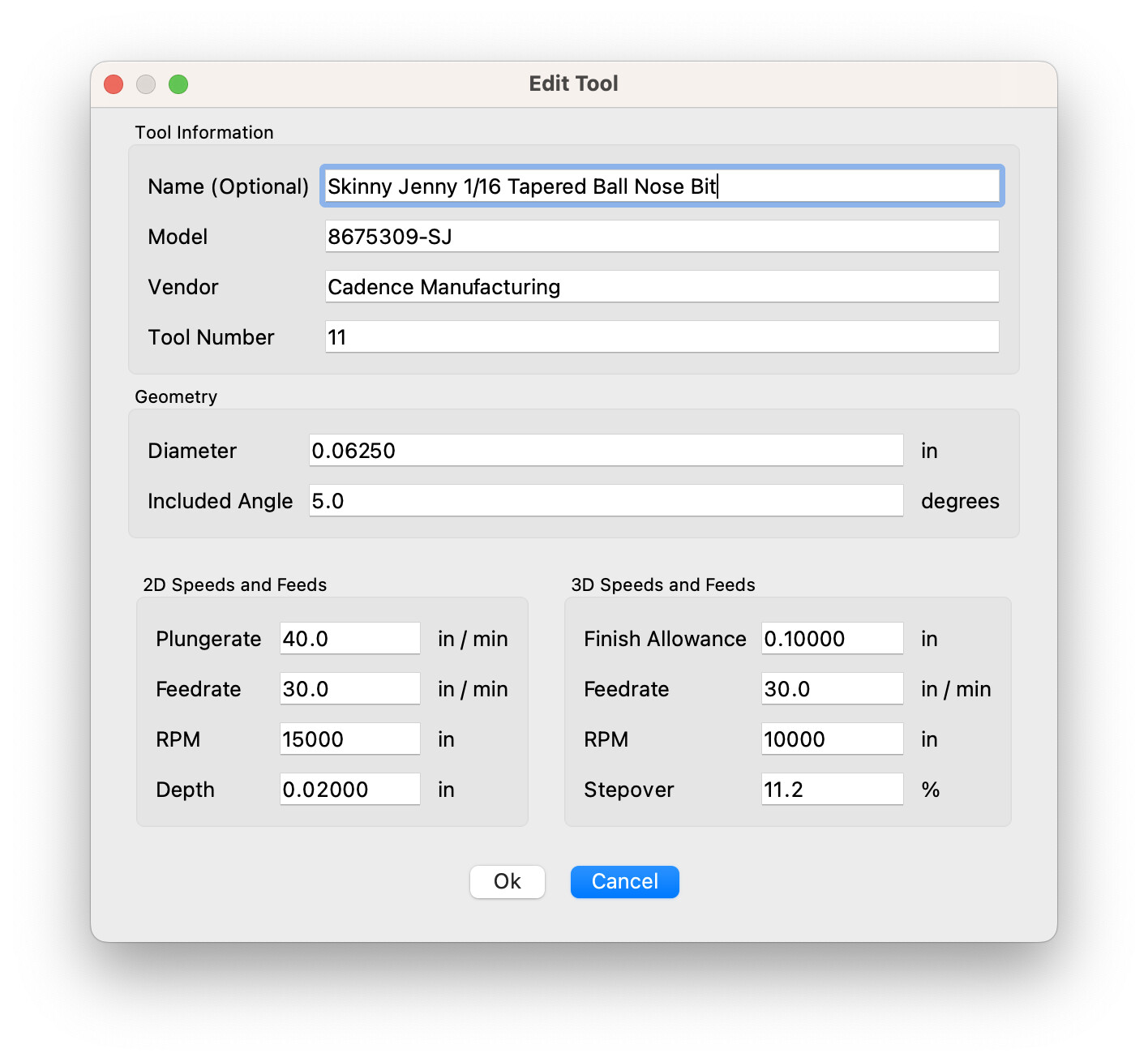
A few quick things. In general, tapered ball nose tools are listed by their draft angle/half angle/taper. So if you try to use it in any software make sure that you are putting the right number in. In screen shot you have you are listing it as a 5° included angle which would typically be incorrect (it would be 2x the draft/half/taper).
We’ve actually seen a decent number of people use tapered ball-nose bits for V inlay. Wouldn’t be my first choice but I think they like it better as you can typically take out a lot of material with a very tough tool.
Now I’m going to go off on “V” calculations for a bit.
Pretty much every time software calculates for a “V” without a tip diameter it’s off. In some cases this isn’t enough to worry about. For some examples let’s say that we have a 30° tool with a 0.005" (0.13mm) tip. And let’s use your tapered ball nose as another, although with a flat tip. So, 0.0625" (1.59mm) tip at 10°. We’re going to say that we are cutting 0.125" (3.18mm) deep for the sake of argument. So at 0.125" (3.18mm) calculating for an infinitely sharp tool:
The 30° calculates as 0.067" (1.70mm) wide at the top of the cut. It’s actually cutting 0.072" (1.83mm).
The 10° calculates as 0.0219" (0.56mm) width at the top of the cut. It’s actually cutting 0.0844" (2.14mm).
Basically the “infinitely sharp” number plus the tip. A simple way to think of this is that you are increasing the width by a ratio of the plunge. So for the 30° it’s ~0.536:1 width to plunge and for the 10° 0.175:1. You are always starting with the diameter of the tip though. You can compensate for this a number of ways. It’s harder with the ball-nose as you also have to calculate for the radius of the ball in your Z.
Not sure how CC is calculating for the V paths. If they are accounting for the tip size then you could use the ball-nose that way if you compensate for the radius of the ball (simple non-ideal way, after zeroing change your Z position for the radius of the tip). This is similar to what Cullen said through in the other direction. Again assuming the tip is calculated for, it will think that the 0.0625" part starts at the tip when it’s actually 0.03125" up the tool (assuming an ideal ball).
Final rant, you will never have a tool with an infinitely sharp tip. It’s not possible due to the materials they are made from (plus the laws of physics). Even if you could, that tip would be infinitely weak and break as soon as it touched anything making it have a larger tip (at best).
Hope that’s useful. Let me know if there’s something I can help with.
No problem. If there’s more that I can help with let me know.
That wasn’t directed at you. The quotes are to indicate that it’s impossible. It’s also why you see me typically put quotes around the V when I say “V” tip. Some tools are also marketed that way or as “0 tip” cutters. I tend to go off on it as it’s a pet peeve of mine. Both on the software and tool side. e.g.:
Or I guess you could look at those for reasons related to “V” bits and cutting…
The short version is there’s a bunch of extra problems with “infinitely sharp” “V” cutters. From impossibility, to weakness, to calculation errors, to surface speed, to chipload, to… I should stop now.
What I was referencing from you was:
If the software is accounting for the tip it’s the opposite of this. It will cut smaller than expected as it assumes that the tip is 0.0625" and the tool is only 0.0625" after 0.03125" of plunge. If the tip isn’t accounted for you are correct and it will cut wider.
That was my thinking based on using Carbide Create. There is no place to tip width so I assume it is expecting a sharp point. I have not used any other software yet to know whether they support that type of geometry.
Okay, so there’s a few ways to cheat this then. All the following assumes a 10° included angle, correct tip diameter, and a true ball end. Although even if some of those are off by a bit it these will give WAY less error. I’m also going to keep all this in imperial as it’s going to get messy otherwise (and our tool is in imperial). Metric numbers can still just be plugged in as everything is a ratio.
The first one is to offset your Z after zeroing to account for where the tip would be for an “infinitely sharp” tool. That come out to 0.3572" for a 0.0625" tip. But we need to offset again for the ball. That brings it to a total of 0.38845". So to cheat that way you would have to change the Z by +0.38845" after zeroing before the cut and increase and flat/max depth by the same amount.
The second way assuming that all your cuts are at least 0.0625" wide is to reduce all the dimensions in each direction by the 0.0625". This will almost certainly produce the most errors though.
The last, most complicated, and way I’d do it assuming that you don’t have a variable final depth, is to calculate the true size of the top of the cut at your final depth and pocket out the cuts that way. The simple way to do this is with a calculator but we’ll go with the ratio method as I don’t want to posting links that could be taken as marketing.
We are going to start by calculating for the ball. Basically we want to know what the diameter would be at the tip of the ball if the angle extended to the tip. As previously listed the ratio for a 10° is 0.175:1 diameter to depth. So tip radius * 0.175 in this case 0.03125 * 0.175 which gives us ~0.0055". That minus the 0.0625" gives us 0.057" which we are going to use for our starting diameter.
So now we are going to calculate our diameter at final depth. Let’s say we are going the 0.125" previously listed. So, depth * ratio or in this case 0.125 * 0.175. That comes out to ~0.0219" which to that we are going to add the calculated “tip” size of 0.057" giving us 0.0789". That will be the cut at the top of the 0.125" plunge and we can now use that in the software to cut our parts. They will have the 10° included angle we just did the hard part for the program.
You need to watch your percent based stepovers though as you want to reproduce the desired step over at the new “diameter”. To do this true diameter / calculated diameter in this case 0.0625 / 0.0789 that gives us ~0.792. Now times your desired stepover by that number.