That is a beautiful chamfer, can’t get any better then that! I was using multiple steps and a finishing pass on a 1/4". That is 1 step that deep?
Yes Sir! 1 pass at full depth
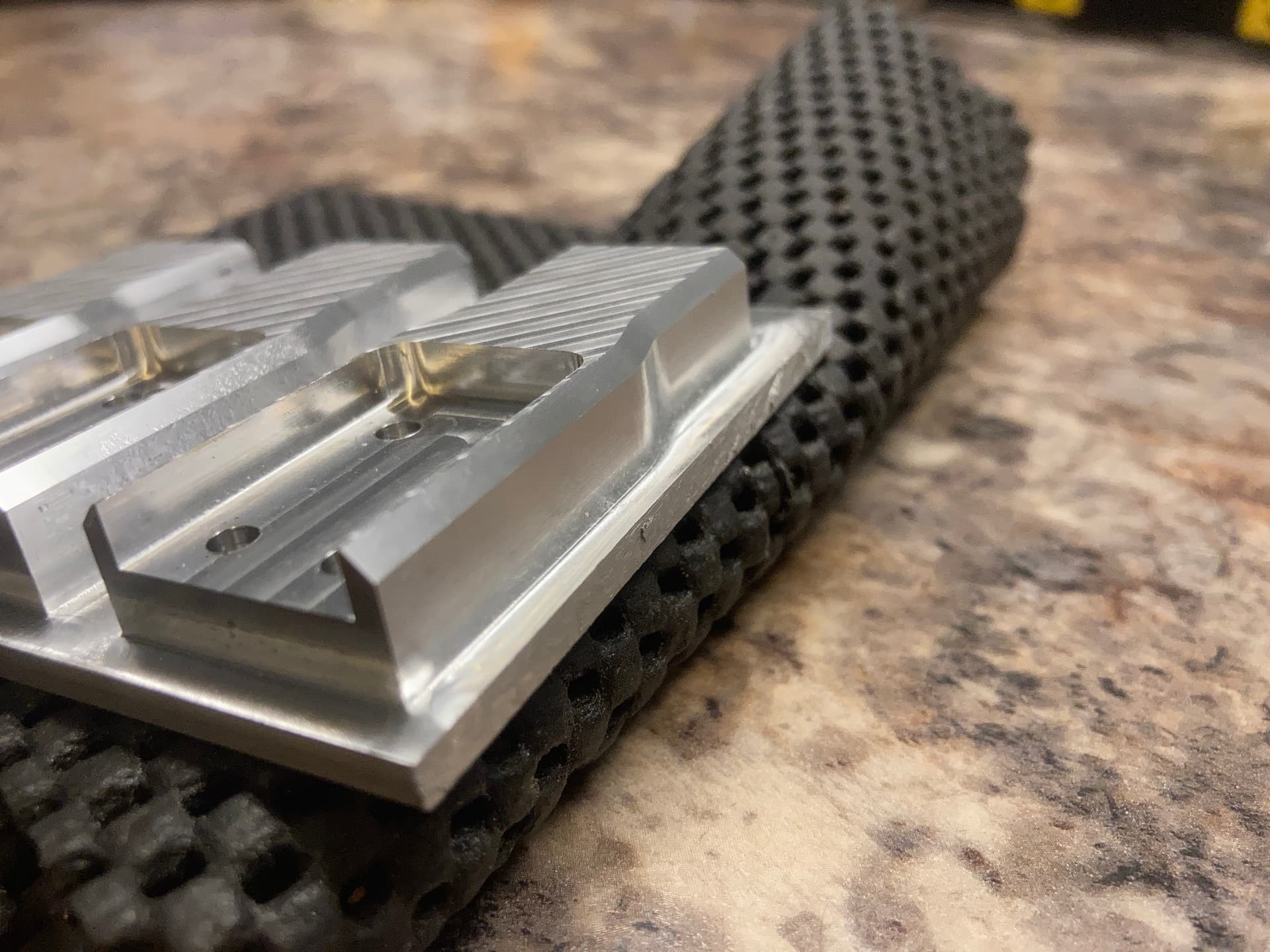
After wiping the MQL residue off. All the adaptive roughing and finishing was done with a cheap uncoated carbide 6mm china single flute and I am happy with the results.
2 Likes
Very nice, thanks for the toolpath info, I ordered the end mill you linked, can’t wait to try it out!
I have been tweaking a spreadsheet for Metric Thread milling parameters for use in Fusion and it seems to be a great starting point that we then dial in as we do other sizes. The yellow horizontal ones in the document are ones that we have tested with our tools and work well. Good format if you want to download and track your own parameters.
[Fusion Metric Thread Mill Calculations](SHAPEOKO SHARED FILES)
I’ve switch to the SPE 3-Flute bit above now on most every production file and it works great with a better surface finish using the same F&S as my single flute bits… so nice
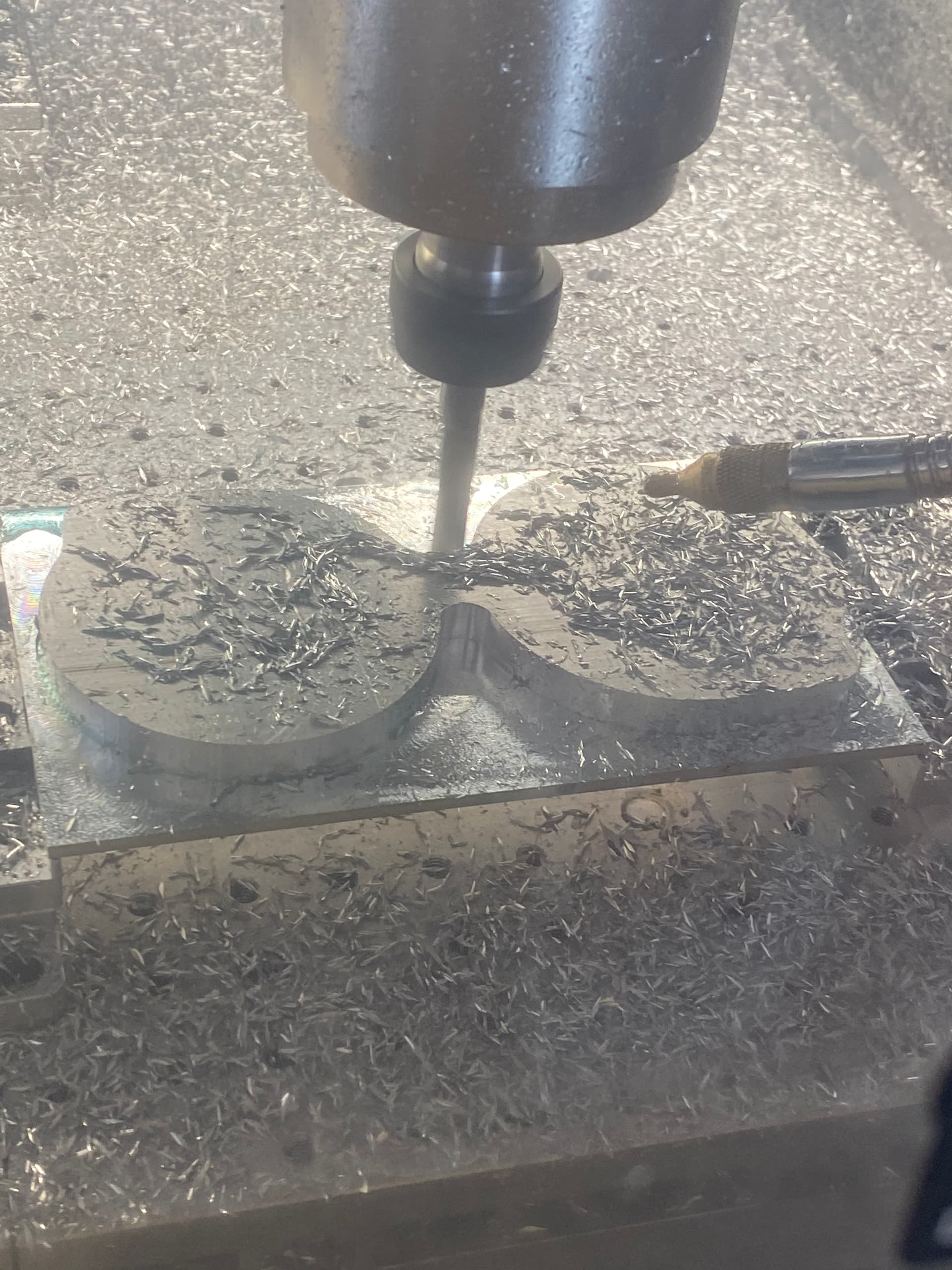
Any recommendations for slotting? I’ve had a lot of success with ramping, but it adds too much time so I tested a 0.03 DOC with a speed to 150ipm and a three flute with mist and it worked good, saved a ton of time and looks ok (need to add finish passes) but I feel like there may be a better way? Thoughts?
These were about 30 mins with a .25 bit


1 Like
Avoid slotting and instead use a smaller endmill? This would allow using an adaptive/trochoidal toolpath which seems to help a lot.
Or,
If your CAD tool supports it, you could pre-drill and then have the slotting start in the pre-drill, that allows you to plunge to depth for each slot instead of wait for a ramp down. I’ve done that on a few parts on my old SO3 with spindle and carbide drill.
2 Likes
Get a corner radius Helical 3f slightly smaller than the slot and ramp in heavy and leave enough for a finishing pass and you can plow through that and still get a nice finish.
Look how fast Matt plunged this style end mill in his youtube short video.
https://www.helicaltool.com/products/3-flute-corner-radius---40-helix-variable-pitch
1 Like
Ohhh man thats what I am looking for, I have some corner radius tools I use for finish I can do some quick tests with while I wait on the bits. Thanks!
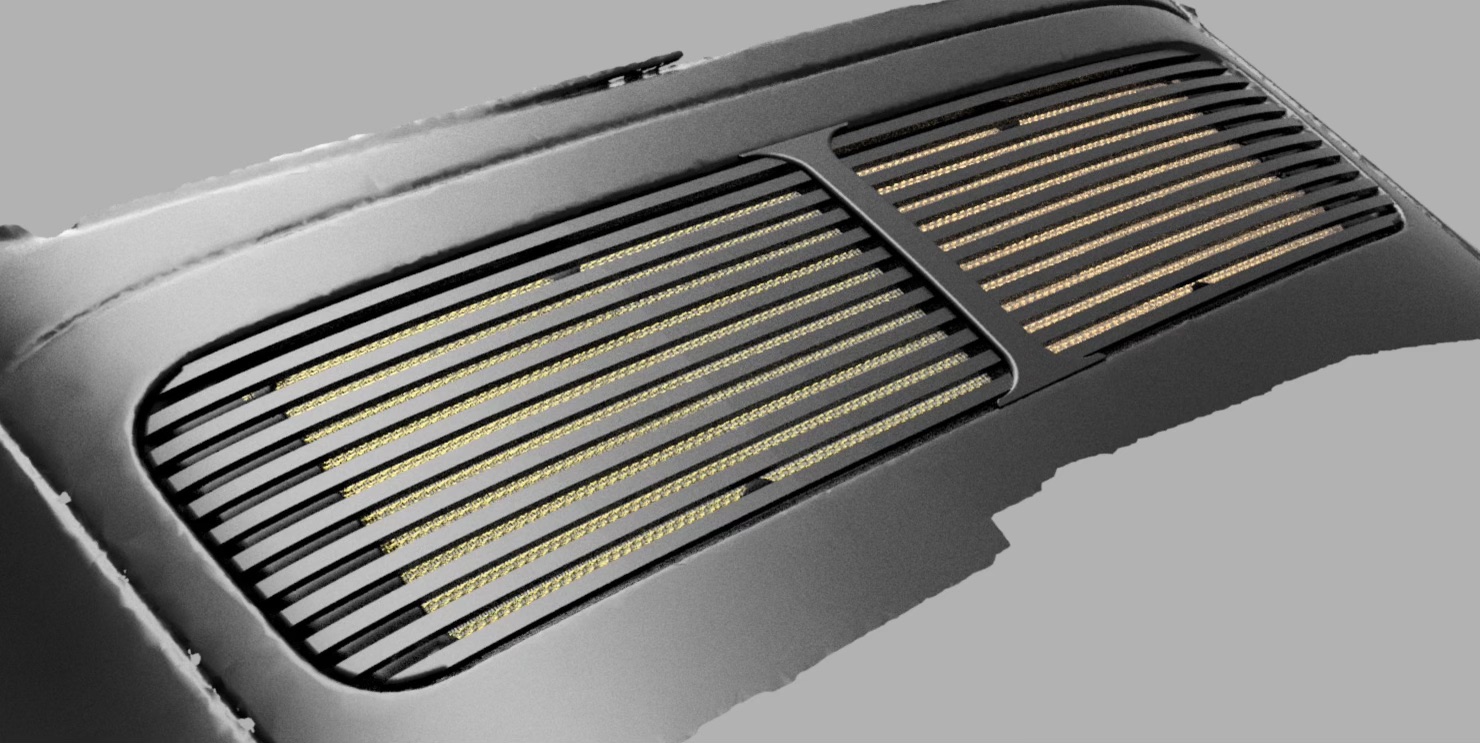
Just curious, what are the dimensions of the final project
Each side of the grille will be 9”x18” and .25” thick. We are testing press bending to get the contour we need otherwise we will need to cut from 1” stock to get the right curve to match the decklid
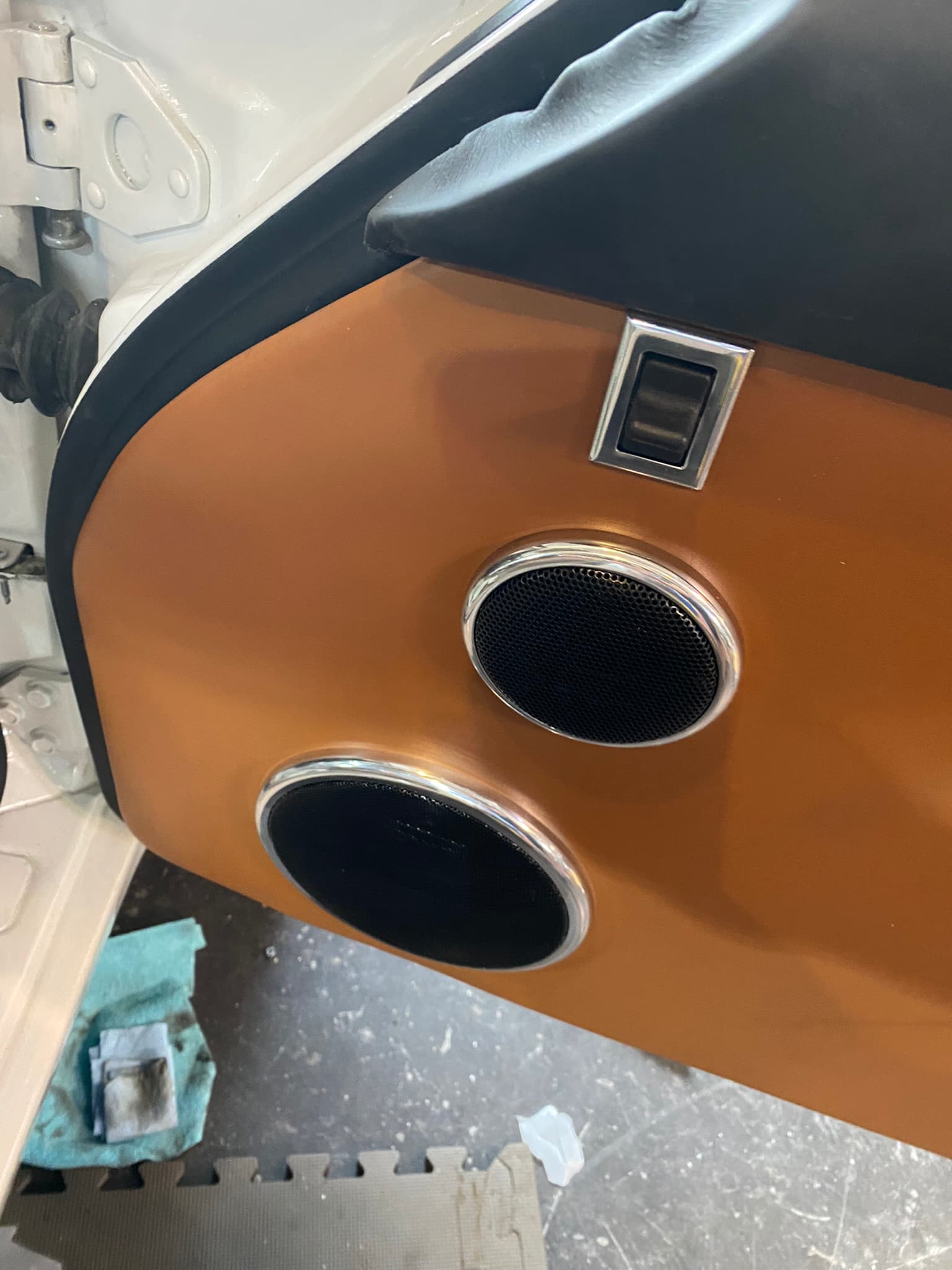
A fun custom key surround this week, finish paths turned out well and was a quick run using tested roughing passes too


7 Likes
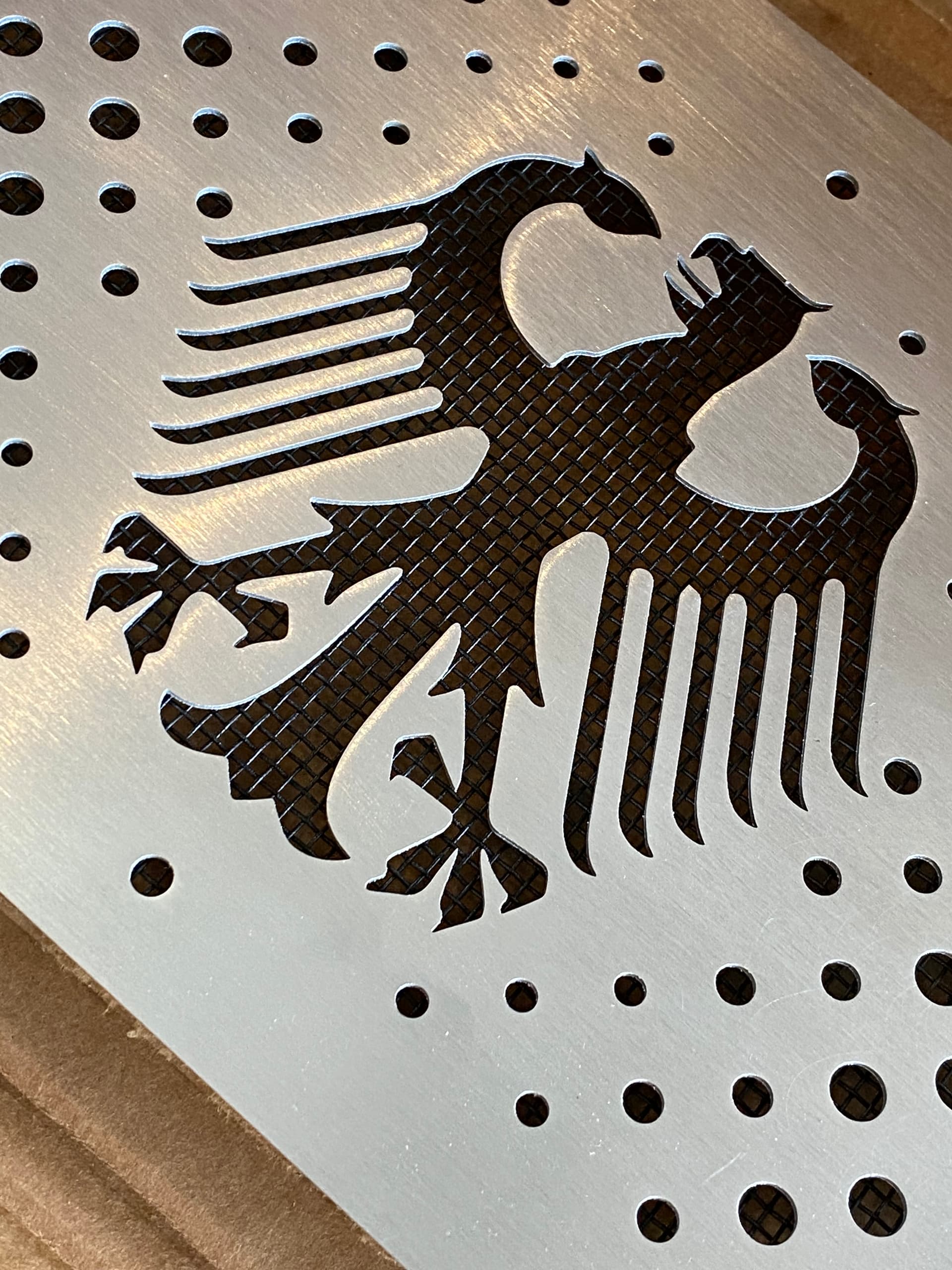
A quick design a f prototype today of a 4x6” speaker grill. Designed in Fusion 360 (30 mins), CAM in Fusion 360 (30 mins), CNC out of aluminum on the HDM, three tool changes and only 20 mins of cutting (all can be pushed a lot, just wanted to run and not worry. Success first part

7 Likes
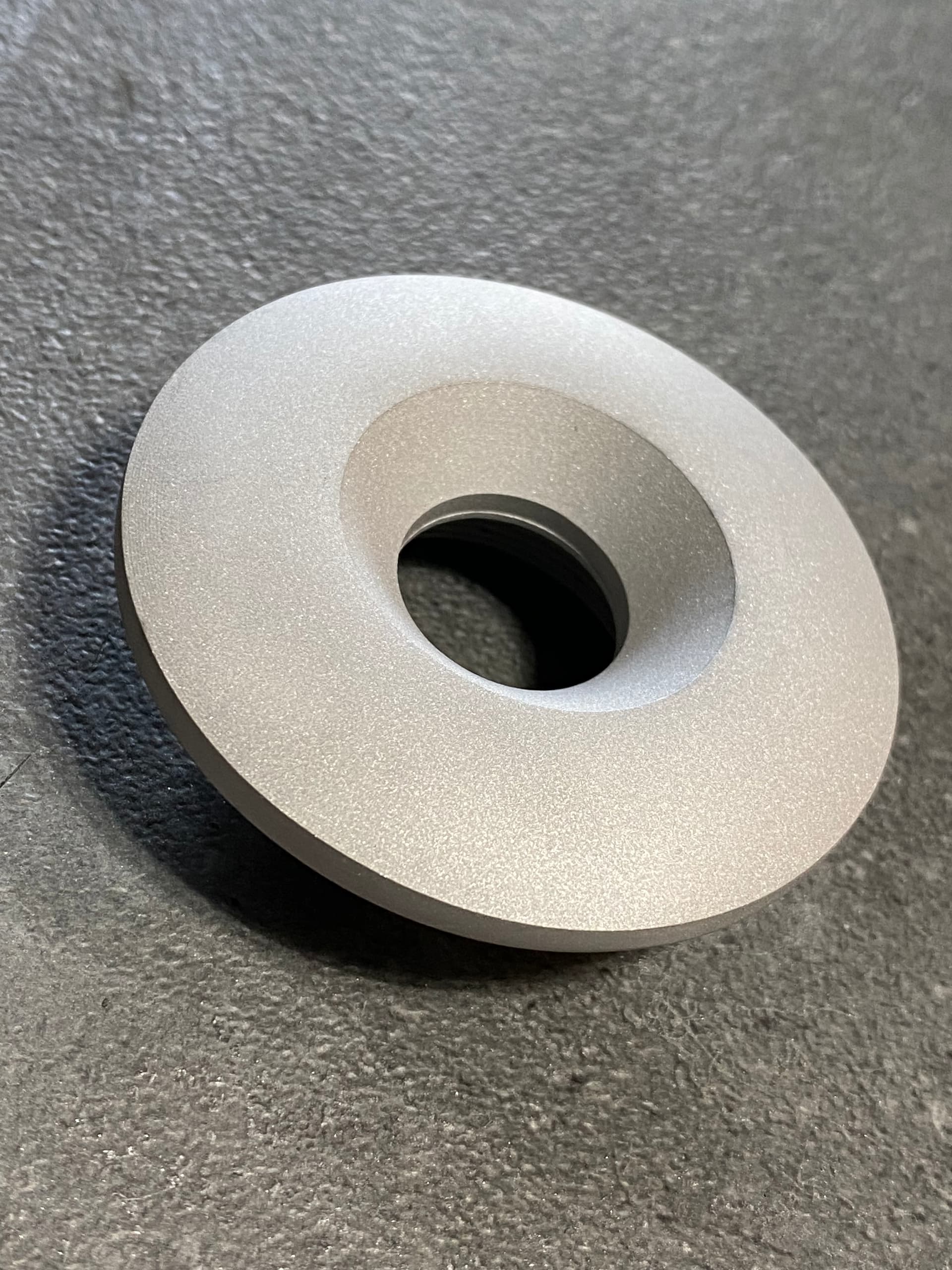
What is your process for polishing your aluminum to get it to such a nice mirror finish? I’m going to be making some aluminum molds for pre-preg carbon fiber and really want a nice mirror finish like you achieved.
Thanks,
Chip-
I am polishing today, basically get the best surface finish off the CNC you can, then sand with 400, then 600 and polish on a wheel with red compound then blue or white as a finish.
Elbow grease and a good polishing


7 Likes



I was off on holiday for 10 days and getting back to work made me realize I have not run the XXL pro in at least a month… I don’t want to mix aluminum and wood on the HDM, but should I keep the Pro just got wood or sell?
Guarantee: the day after you sell it a project will come up that you’ll need it for. Particularly if you don’t want to mix metal and wood on the HDM.
2 Likes