Able, I find that when I am pushing fast I need to make sure my mister is getting enough fluid down to keep the tool from melting the aluminum, I go up to more of a mist spray vs the slight mist
Your tool bit could use an overnight soak in toilet bowl cleaner, the lye will dissolve the aluminum.
1 Like
I ran the job again last night and with the feed override turned way down and it chatters all they way down to 50 ipm even when cutting at .1875" Doc and when just jogging with the spindle off in a v pattern it vibrates loudly and sounds strange. Front to back and side to side it’s quiet and smooth but it hates moving both axis at the same time.
This will be the first major issue I will have to contact support about once I upload the jogging video because no matter what end mill I use it does this even on light cuts that are not what could be called heavy / chatter educing.
I want to have every standard customer support basic check list question answered before I even get them involved so they have every bit of information to reduce the back and forth. Yes it’s clean, Yes it’s oiled, Yes the couplers are tight and so on.
It wasn’t the lack of fluid in the mist it was the angle I was spraying from was blocked by the deep narrow channel. When I adjusted it to spray from the rear so the spray hit the entire flute length in the cut last night it worked great and kept he piece cool.
Already on the way, I ordered it 10 minutes after the murder. You know to remove the evidence of any wrong doing the CSI team would use against me.
2 Likes
How are you doing this angle jogging? Are you using another gCode sender?
Just using the built in rapid position jog points in CM.
I shouldn’t say it hates moving diagonally it just sounds strange and is significantly louder while doing so.
I don’t think it’s normal but l want to see how other HDM sound.
It’s on 2 300lb rated solid tables with no casters with a beefy 45x45mm extrusion frame enclosure.


Here are two videos of mine from Front to back and back to front after cutting parts non-stop all day for 10+ Hours.
There is a slight hum there but it sounds mostly like machine harmonics of the two steppers going at once to me. Every cnc I have had makes weird buzzing noises in a specific direction because of harmonics.
1 Like
Mine sounds like the computer from Willy Wonka
And it does occasionally make some funky noises when moving certain directions, and others when cutting.
I was cutting an aluminum blower housing the other day, and the center section was not supported so the part resonates like a bell. It was making a lot of noise coming around the top (north) side. I added another clamp to that side & it quieted down a lot.
On another job, it started making a loud vibration that kept getting louder. A little while later I noticed the thumbscrew holding the Y cover on came loose & fell out. A drop of loctite & snugged down it quieted back down again.
Another time when changing direction in X it was making a grinding/binding sound. The tension nut on the X axis bearing came off & the ball screw was not supported on one end. Loctite to the rescue. ![]()
Moral of the story… The noise is coming from somewhere. Check your workholding & hardware ![]()
2 Likes
Thanks for the video of your traverse. I feel like I derailed this thread with my issue should I ask to have the post related to the chatter an traverse noise moved to a separate topic?
I’d like to keep your thread more focused on the great parts made on yours and some times my machine. Let me know as this is your thread and I want to make sure it heads in a direction you agree with.
All good, I think overall for me, the thread is about giving people the comfort and info they need to know that the HDM can and will make great Aluminum parts. I realized yesterday that I am so glad I have the HDM vs the Tormach I almost bought because of the 24" X and 20" Y I can cut on this beast. I am able to do 4 speaker grills up in production which would only be 1 maybe two on a machine the size of the Tormach.
3 Likes
I do get great parts minus some losses due to loose couplers at first and when I get this corner chatter thing figured out the machine will be 100% on point. For a sub 6k machine for doing aluminum work it’s a great purchase.

9 Likes
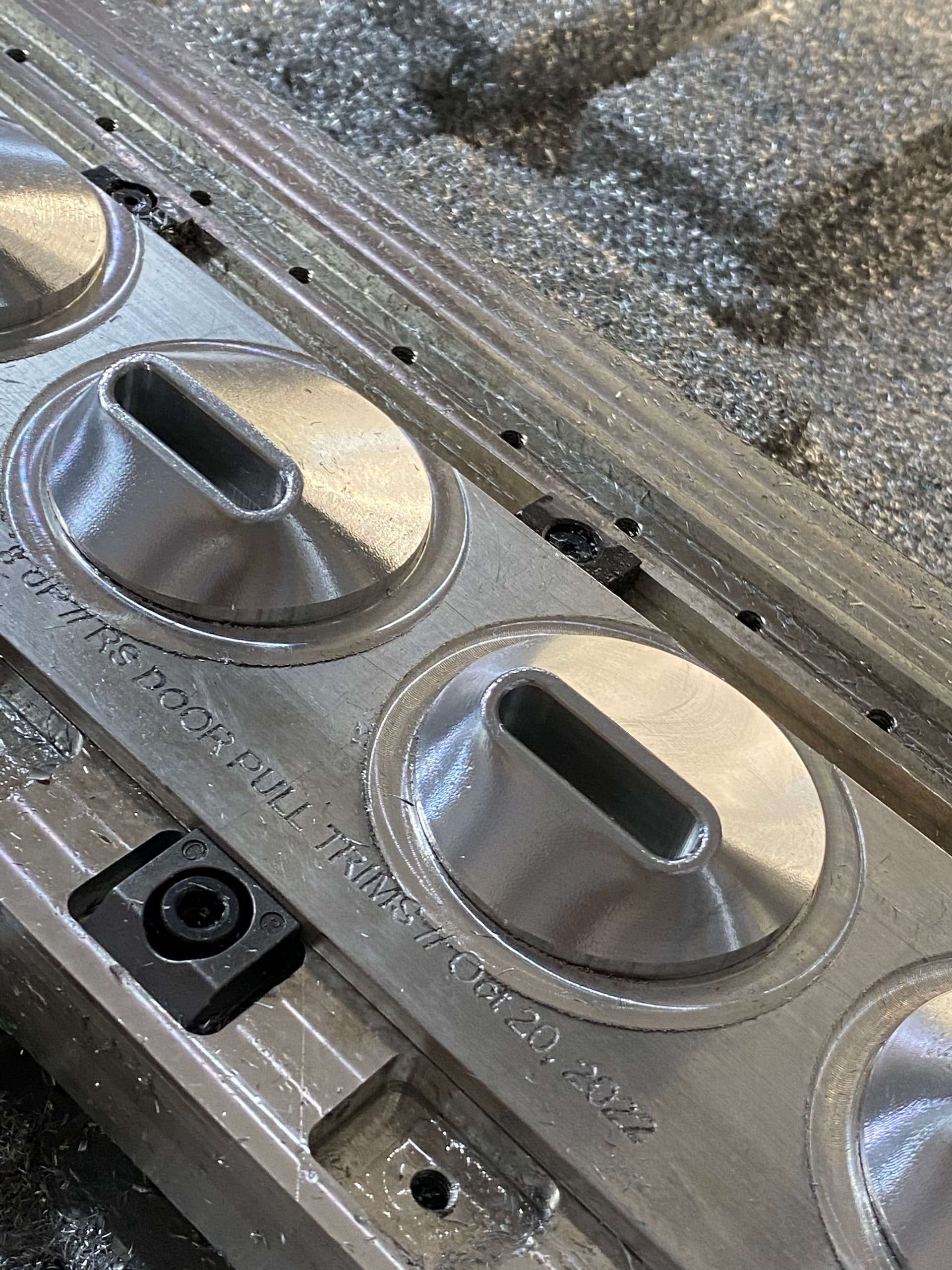
So chasing accuracy and realize more and more each day. I’m making a pallete for some parts to do 8 up at a time, needed to do a 12.65mm slot to fit the talon grips. With conventional milling it’s almost a tolerance fit. Insane. No I’m fusion adjustments at all

3 Likes
It’s funny that this is the exact next step I am under going to up my production from 6 to 12 finished parts at a time.
Right now I run 4 mod vise with 2 holding raw bar for the first setup top side machining and the other 2 soft jaws to finish all the back side work leaving me with 6 50% and 6 100% finished parts per cycle.
I love talon grips and pitbull clamps but dear god are they crazy expensive for what they are.
On future fixtures you will want to leave more material behind the pitbull clamp so it doesn’t distort when clamping and if you want more cycles per clamp add their steel backing plates to eliminate the aluminum wearing down each time the cam action rubs the pocket.
Pierson work holding has great fixturing series on Youtube you should take a look at if you haven’t already Fixture Friday if I recall correctly.
3 Likes
Yeah I realized after I cut the first sets I should have made more meat, this is a test setup for some round parts I need to flip. So if it works I can refine
Moving up in terms of multiple part production. 1st Opp of a two sided part, making 4 sets at a time, so much better use of my time.

2mm chamfer looks good
Overall setup
Took time to design and CNC the fixture, but well worth the time
6 Likes
And all the threads done in 4 minutes max… so rewarding
Test fitting on machine:
10 Likes
Love seeing all the cutting videos and fixtures that other people use.
1 Like
Finish passes looking pretty good, still need to dial them in a bit, but 8 parts at a time looking great. Anyone have some advice to get a ready to polish finish? This is with a 3/8” ball mill at .004 step over



3 Likes
Looks ready to polish to me. What kind of surface finish are you shooting for?
I can see a tiny bit of chatter marks, probably due to the overall rigidity of the machine.
Your scallop height at 0.004 stepover with a 0.375 tool calculates to 0.00001"
1000 grit sandpaper will make deeper grooves than that. ![]()
2 Likes
I guess I’m just starting to get picky! Lol
1 Like