I am not sure if you will be able to achieve a better finish on a 3D surface like that on a machine of this class. It already looks pretty good.
1 Like
After you get the parts cut out you could try using a tumbler to get a smoother finish. If you reload ammunition or have a friend that has a tumbler you could try one of them to see how they finish out. The media is important. They make walnut and corn cob media for reloading but they also make ceramic pieces for things other than brass shell casings.
Maybe take a look at this for some inspiration on how to improve the finish? They are using a tormach 1100MX which is a step up from an HDM but the principles will probably transfer well enough.

3 Likes
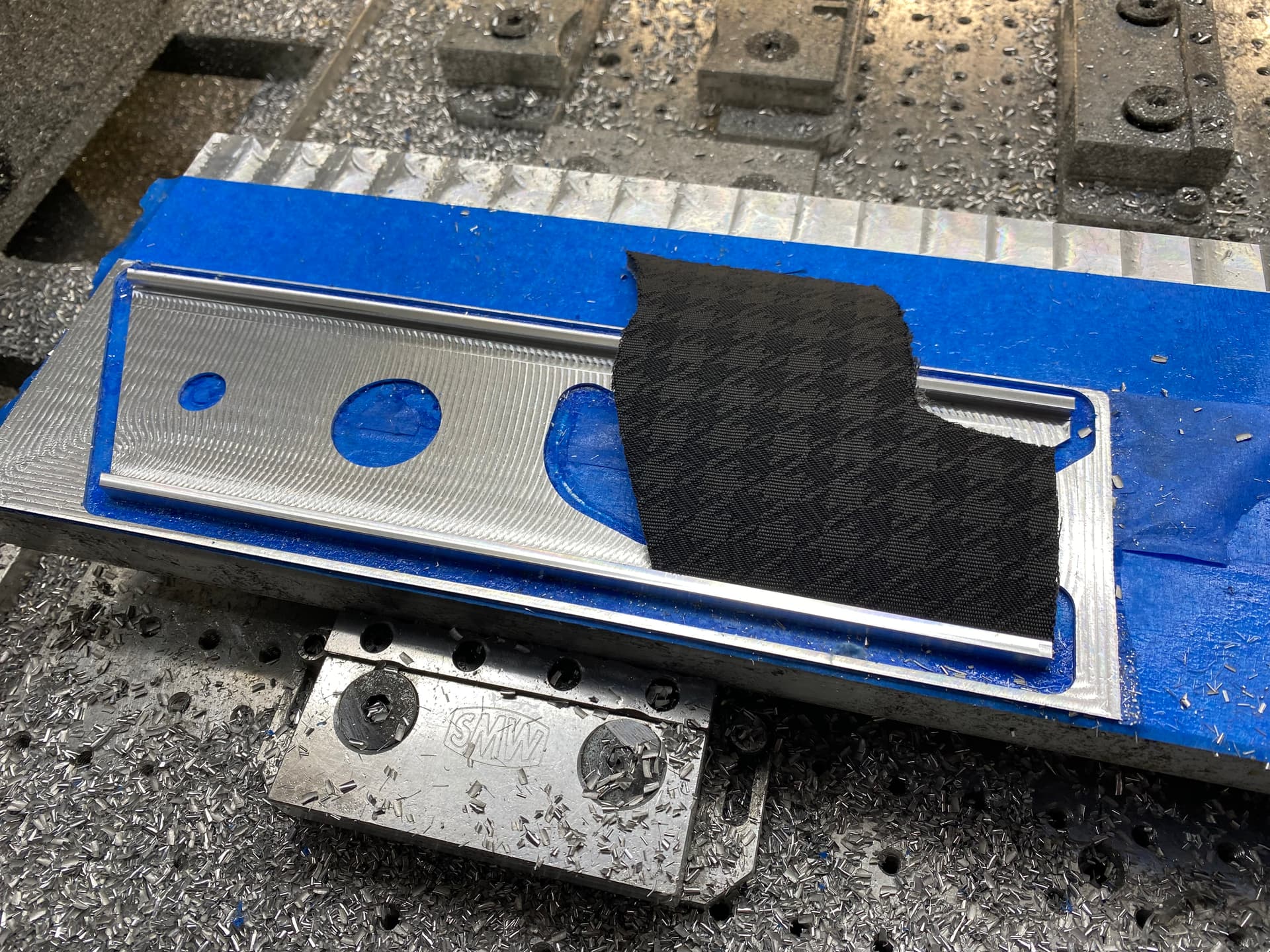
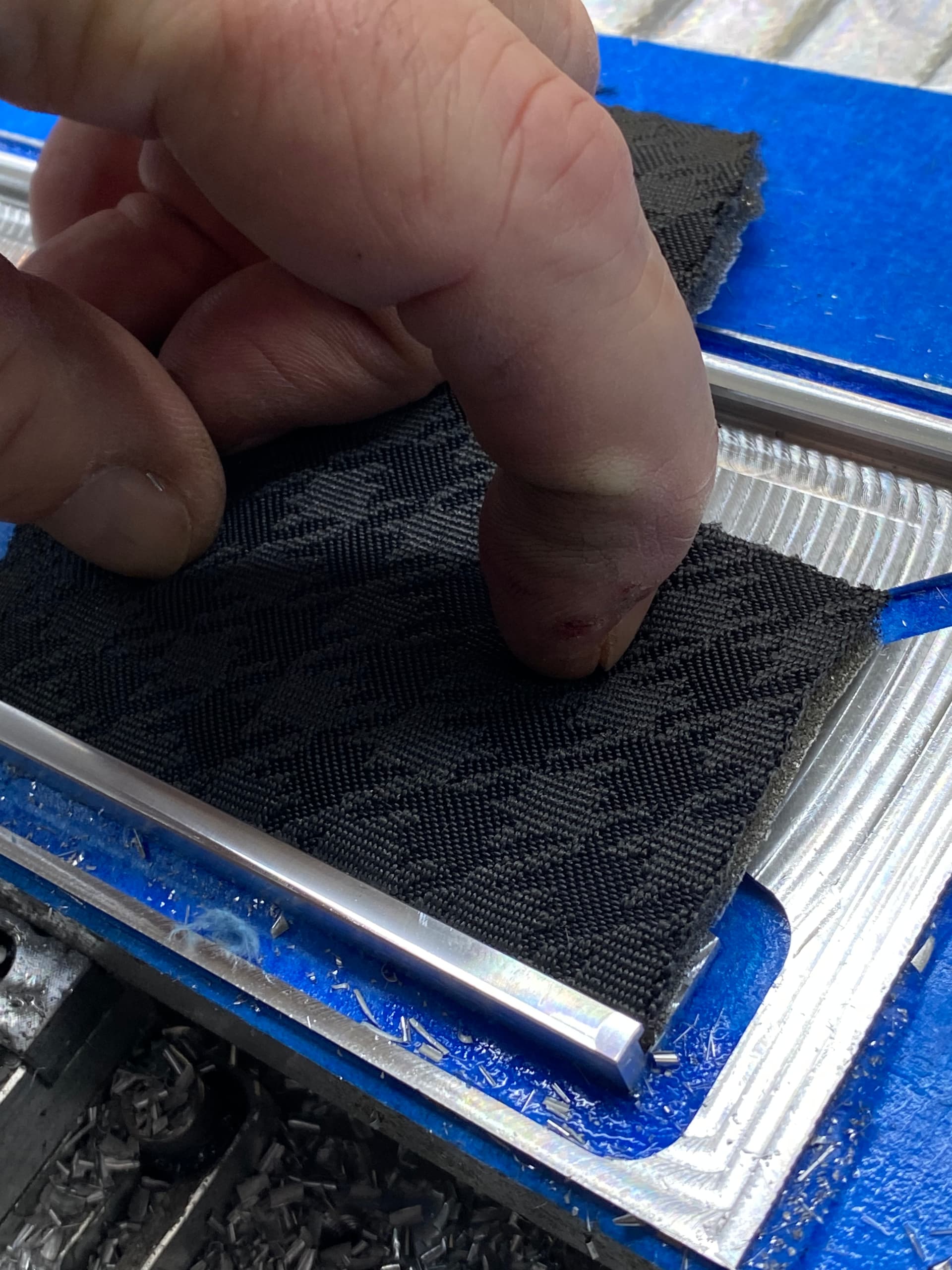
Thanks, I forgot about that video, just rewatched this afternoon and did a quick tweak on some speaker grill finishes… went from 11000 to 24,000 and the finish is almost perfect!!! Another test tomorrow but when I dial it in I’ll share. It seems the higher rpm helps some with the finish too
I’m also gonna throw in my Tumblr/vibrator to see if I can get a good surface finish without too much sandiNg
4 Likes



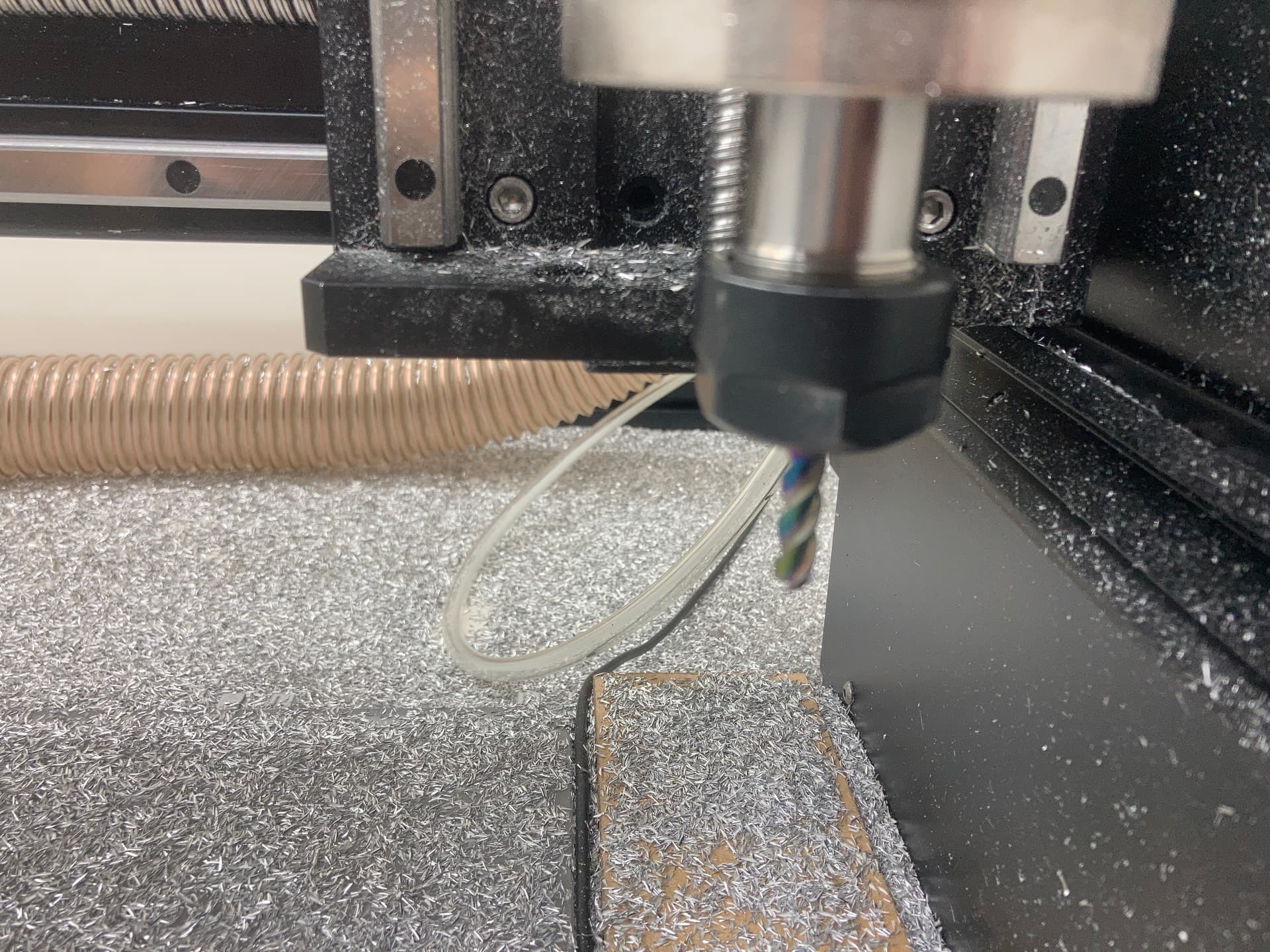
Some troubleshooting help for others here, I’ve been chasing some random limit switch issues here where the HDM just stops. Carbide sent a new rear Y sensor and cable. Finally installed after much fine hours of running… and I still get the error now mid cut, mind you I know I cut a lot of aluminum. The picture below is from the last three weeks on the HDM. So I did take the front cover off by the buttons to put the new cable in and it was packed full of aluminum too. I was thinking that was going to actually fix it but first run and it stopped again keep trying.

Chasing down gremlins is not fun. I think the connections to the proximity sensors may be the culprit, on with Carbide this afternoon and wiggling the z sensor wires kicked a limit switch error. But once I pulled it apart and blew it clean seems to be good. I’m getting silicone sleeves to seal these since I’m doing so much aluminum
2 Likes
Been a while since I was in carbide motion but if it does not yet have the option, most other gcode senders have the ability to see verbose output that will allow you to see in real time the inputs and outputs of the machine. Very useful for toubleshooting things like rougue limit switches and noise.
Thanks, I need to find the time to swap to a better sender, with so many tool changes in our parts I’ve found others a bit of a challenge. I’m sure if I can test and tweak they would work way better. I have tried GSender it seemed to be the best interface???
Some random jobs from this week, the mirror arms are fun to allow for us to sell RHD mirrors now and make sets as we need them


8 Likes
You might take a look at CNCjs. A big plus are the macros @neilferreri has written for tool changes etc.
I’ve been using it on my HDM got quite some time now.
2 Likes
Funny I have had a shapeoko for 2+ years and this was the first wood project like this I did for a friend, making cool wooden pieces is pretty fun. And the Pro XXL worked like a charm.

10 Likes
Dialing in some F&S today, it’s always fun tweaking old cam with newer solutions. Faster cutting and better surface finish where it matters. Also slot cutting depths
7 Likes
Looks good!
What were your old feeds vs new feeds and what kind of time savings were accomplished?
I have been pushing 3 flute cutters to see where my limits are in regards to my setup. Since heat buildup has been my limiting factor on the first setup and the soft jaw work holding on the second setup for back side machining my current parts. I did a lot of tuning and did kill 3 Lake shore mills on the way but it showed me where the edge was.
Lake shore are solid tools that can take a beating and I like them but since I wanted to keep testing pushing feeds on a smaller budget I rolled the dice on some unknown DLC coated mills.
At $11.00 each for a coated 1/4" 3 flute I thought for sure they were going to be garbage and the fancy rainbow coating was a BS “look at me I’m cool looking buy me” sham that would disappear after the first sign of any real cutting.
So I bought them knowing they were probably headed for a horrible death and not really designed for aluminum milling like they were claiming. But the coating and price triggered my curiosity I am sooo glad I made that gamble because I was blown away at how well this $11 tool performed and even after 60 parts the coating is 100% intact and working great. It seems to cut like a variable flute but the listing doesn’t say anything about that.
I run at 18k anywhere from 80-160 ipm with no problem at .035" stepover and .26" doc Zero chatter.
I guess since I got my money out of this mill I will increase the stepover to .05" and see what happens but I suspect it will go well until it heats up.

If you try one let me know how you feel it compares to what you run now. The 6mm version cost even less but is only in 5pc
I ordered several sizes to test because the 1/4" is fantastic for the money.
6 Likes
So today I put this new DLC mill through it’s paces and 100% have found my go to .25" 3 flute for aluminum milling.
I increased from .035" stepover to .05" and it went great. This lead to way less chip volume as it took fewer passes making less chips that were thicker. This also reduced the heat transfer to the parts significantly. So I shaved several minutes off my run time and generated less heat so a big win win.
The heavy cutting didn’t even faze the coating.
18k Rpm, .26" doc, .05" stepover, and hit 151 ipm with Zero issue .0028" chip load 2.2kw spindle this will possibly bog a 1.5kw down to stalling someone will need to test with a 1.5kw to find it’s limits.
It ran at 82 ipm in the narrow slot due to lack of room to accelerate in such a tight loop.

12 Likes
I just ordered some to test, it’s been a crazy couple of weeks in the shop so I’m hoping to test them when I get them
The HDM keeps helping us make bespoke parts for our clients with great consistency and ease of use. Here are some one off custom dash knobs knocked out with the HDM this past week.



11 Likes

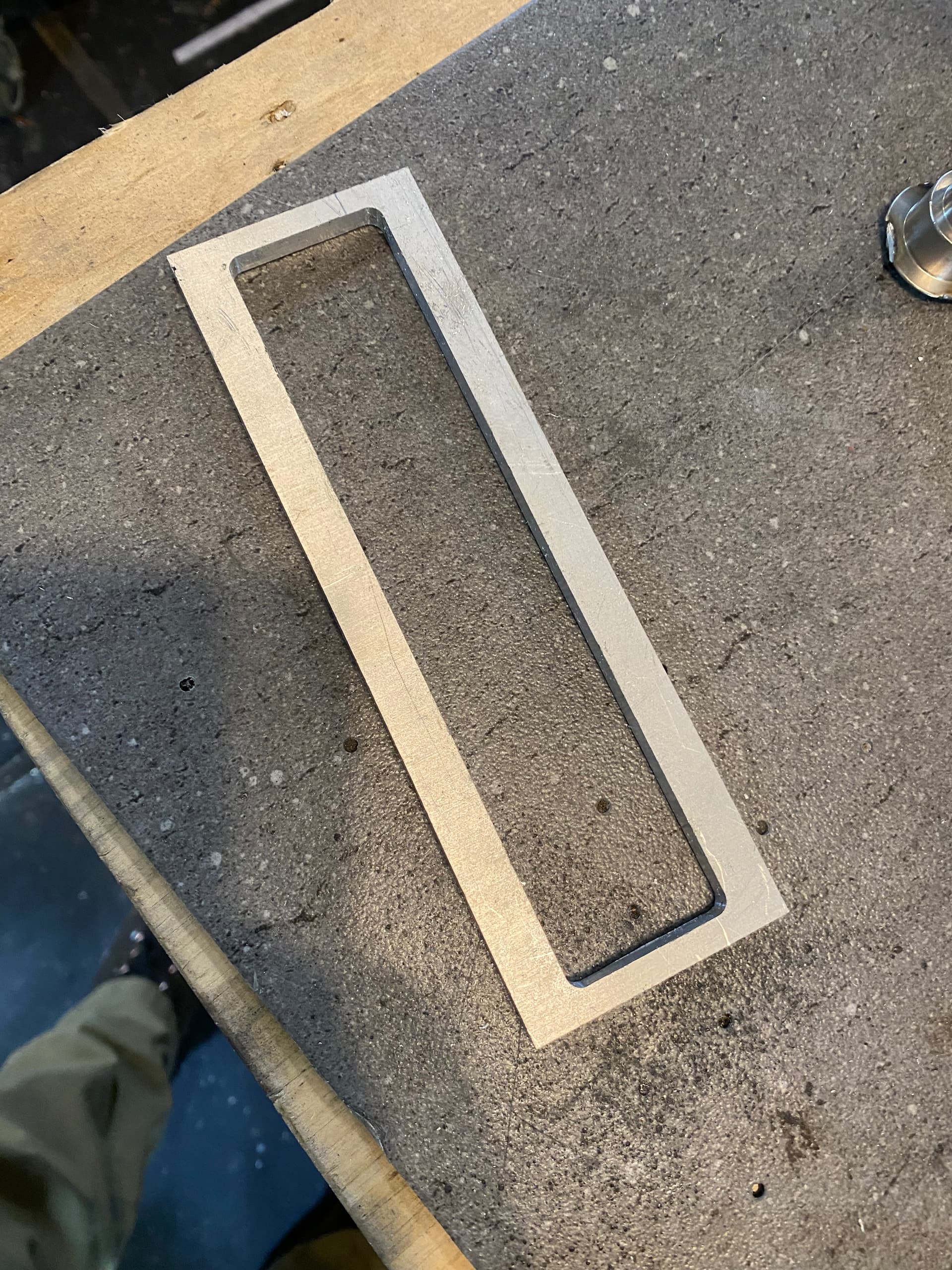
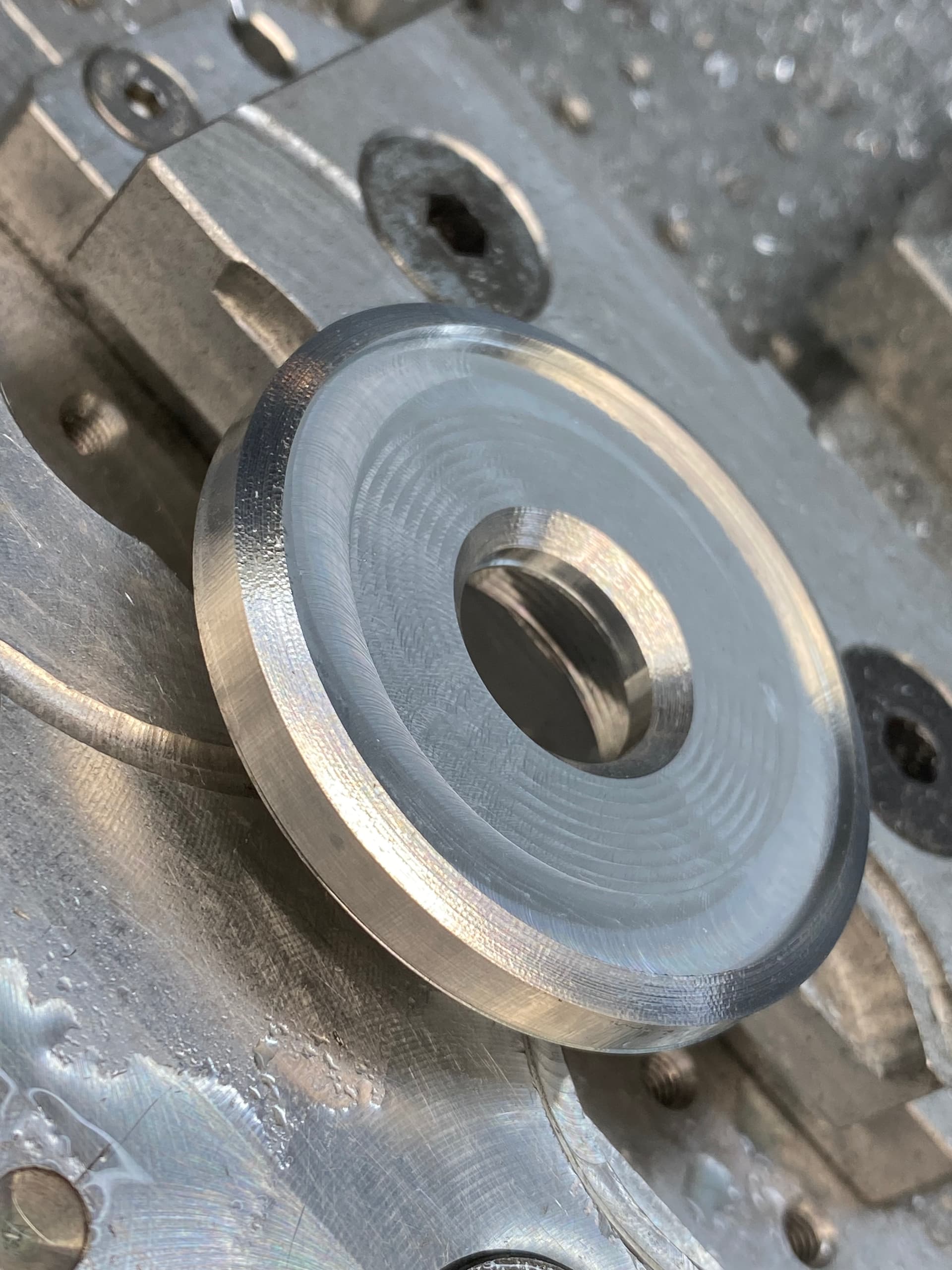
Quick work of some 3/8” stock for some porsche 911 lift plates to allow for a 2 post lift to be used on the safari 911 build in the shop. From design to CNC and use in about 4 hours of time!

11 Likes
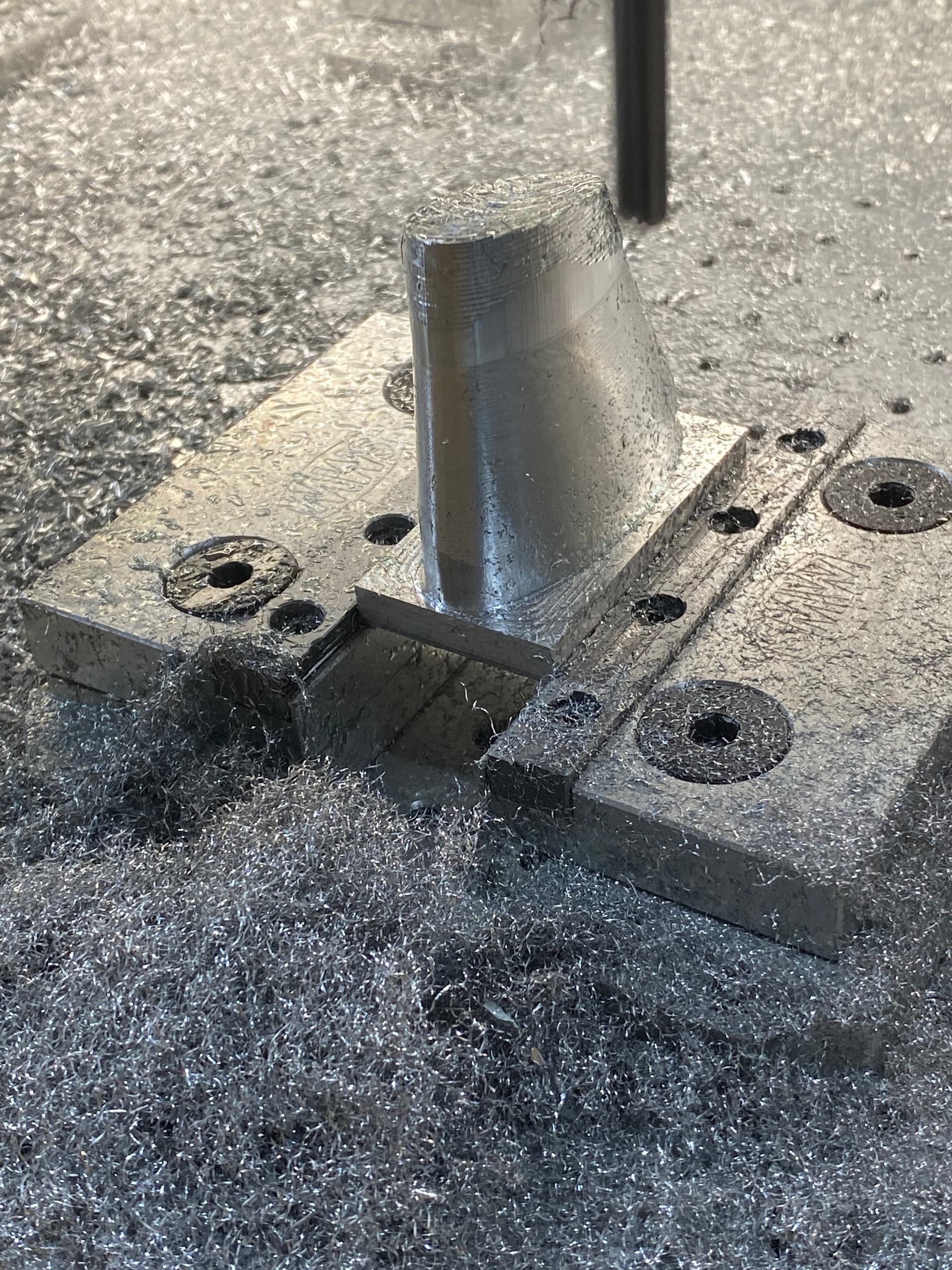
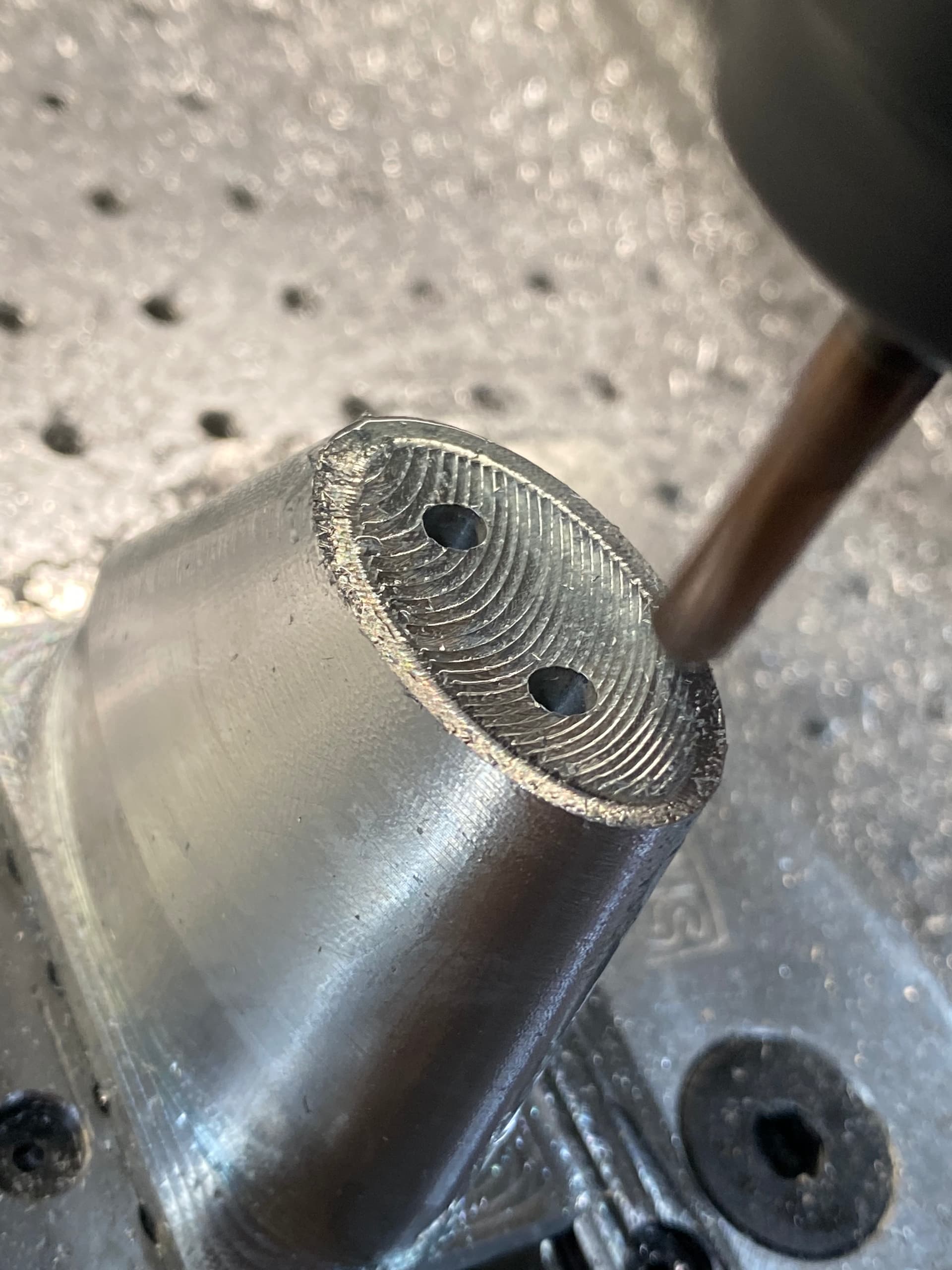
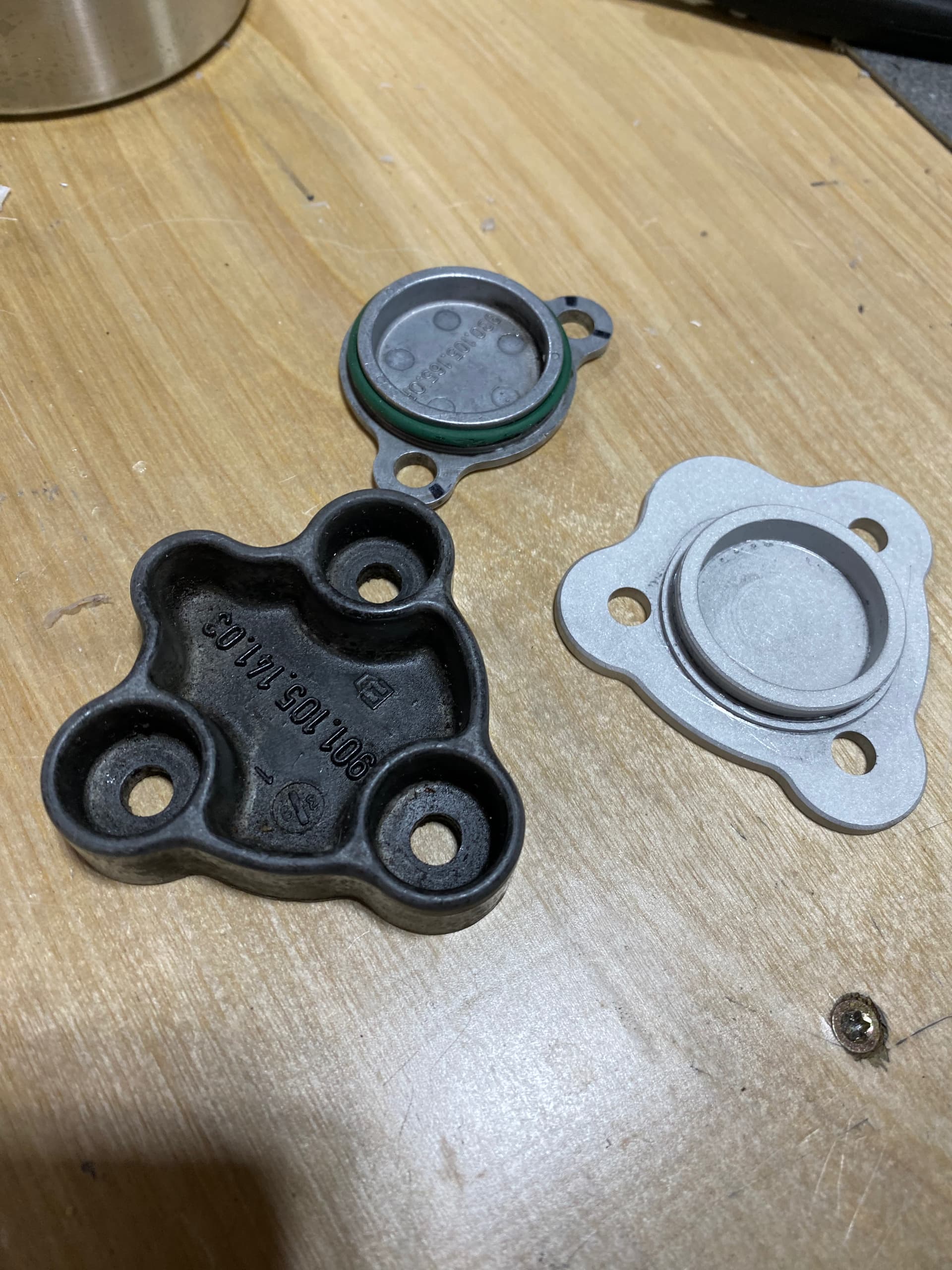
Functional prototype of an intermediate shaft seal for old Porsche 911 motors. Merged the old mounting points with the newer o-ring style seal. The HDM makes quick work of perfect prototypes that work perfect.


9 Likes
Been busy in the shop, want to keep this thread alive so I’ll post some new pictures this week.
1 Like