I really need help with my S3 XL. I had several job failures where the bit would head off in random directions after several good passes.
So, I added grounding, which I never needed before. I replaced the belts and wheels.
Ran the calibration for belt stretch process multiple times until it was consistently perfect.
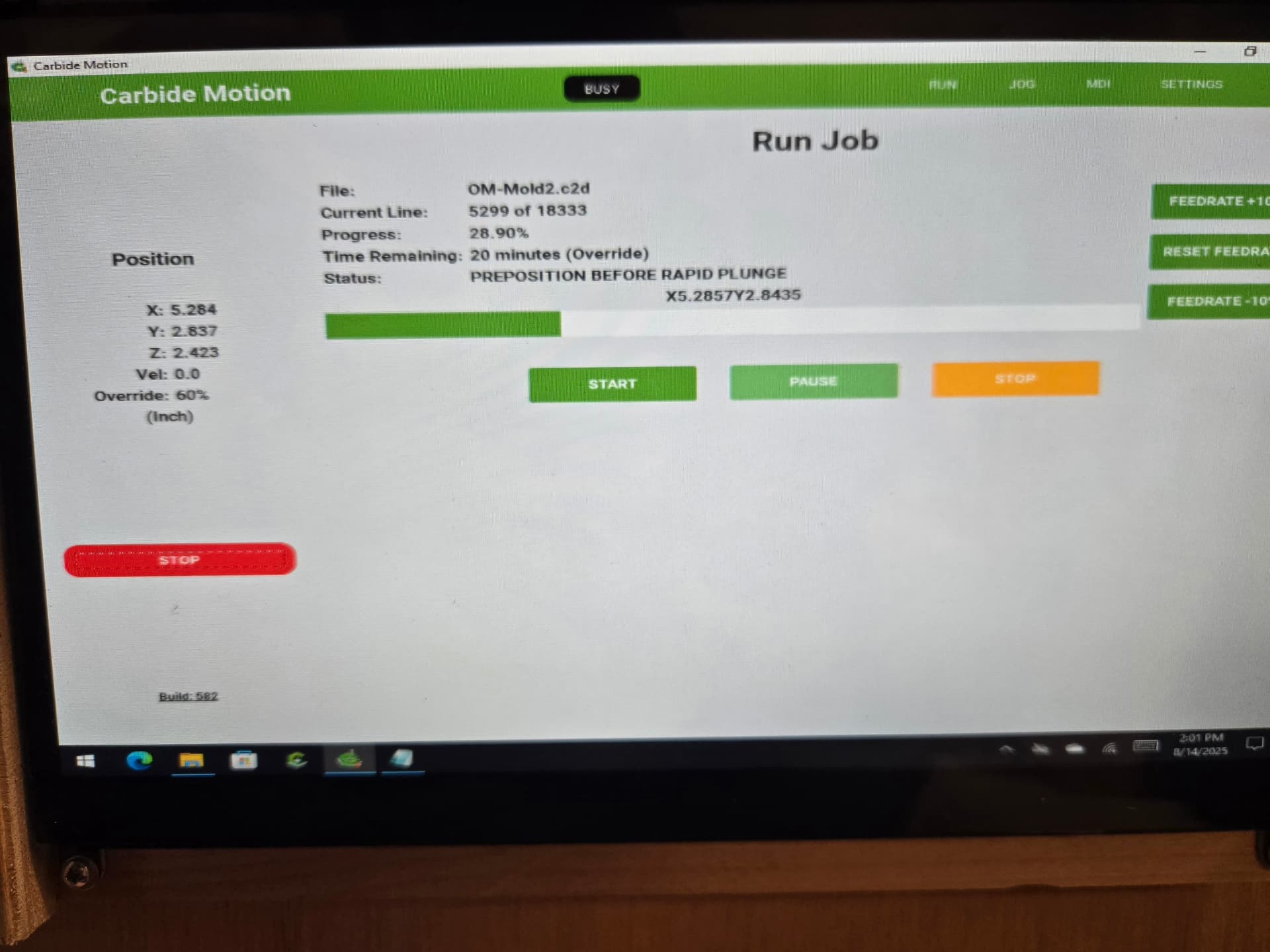
My latest job failed to position correctly during a rapid move. It missed the target by about 2 inches after 5 successful passes.
I am my wits end. I always been able to readjust and recalibrate to fix issues.
Now every job fails immediately after a flawless calibration check.
The job was created using the latest Carbide Create app. I use build 528 on Carbide motion because it’s the last version that works with my S3.
What can I do to correct this? I have customers waiting.
Assuming the machine is in good condition, all wiring in good condition and connectors secure, pulley set screws are in place and secure, belts well-tensioned, eccentric nuts adjusted so that the V wheels are correctly aligned on the rails, and nothing mechanically interfering, then what happens is high tooling engagement will result in the machine being pulled into the cut.
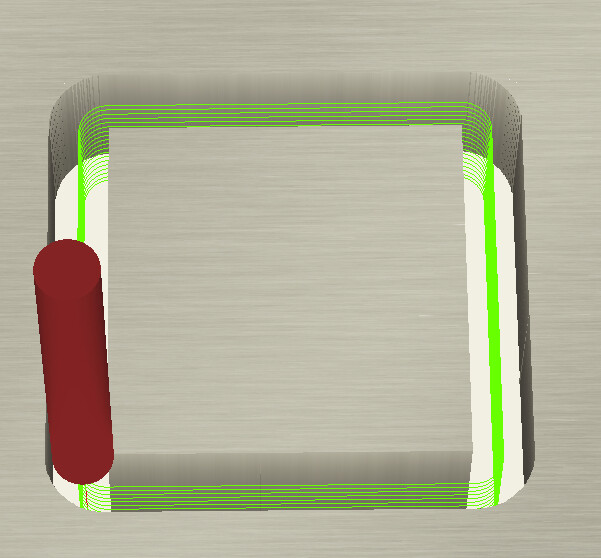
Where possible avoid slotting and add geometry and cut as a pocket
and/or
and consider leaving a roughing clearance and taking a finishing pass.
A further consideration — if your machine works with build 528, then it has Grbl 1.1, which should work with any version of Carbide Motion since build 4, including the current stable build, 649:
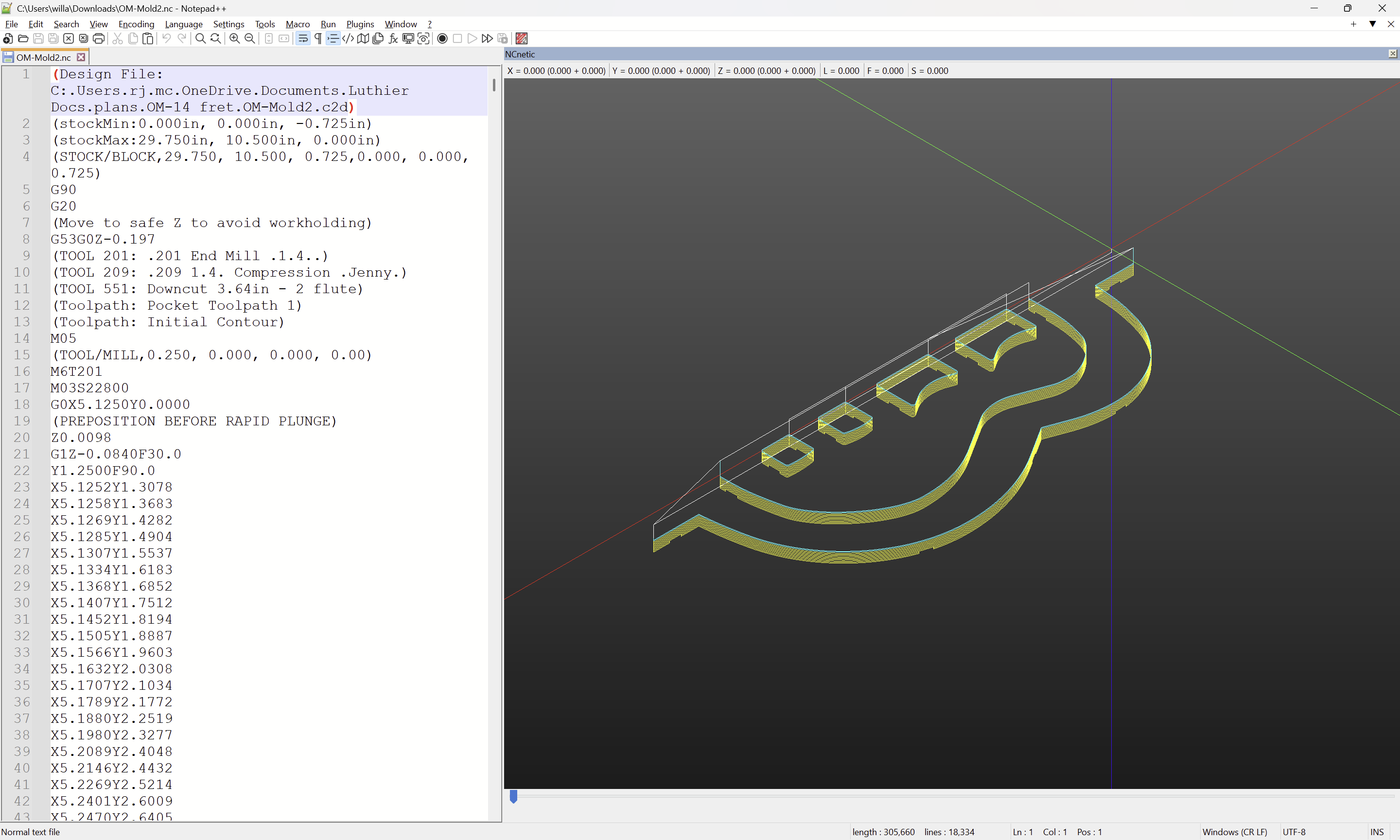
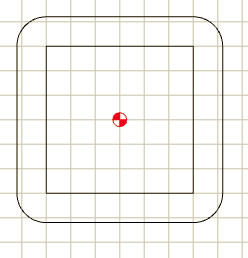
I am going to assume I did not explain very well. The slot I am cutting is to cut out a 2D object using the contour function. I never use the pocket function to cut out a simple 2D shape? I need the object to be 3/4" thick. I am cutting them out of 3/4" plywood. So a pocket make no sense.
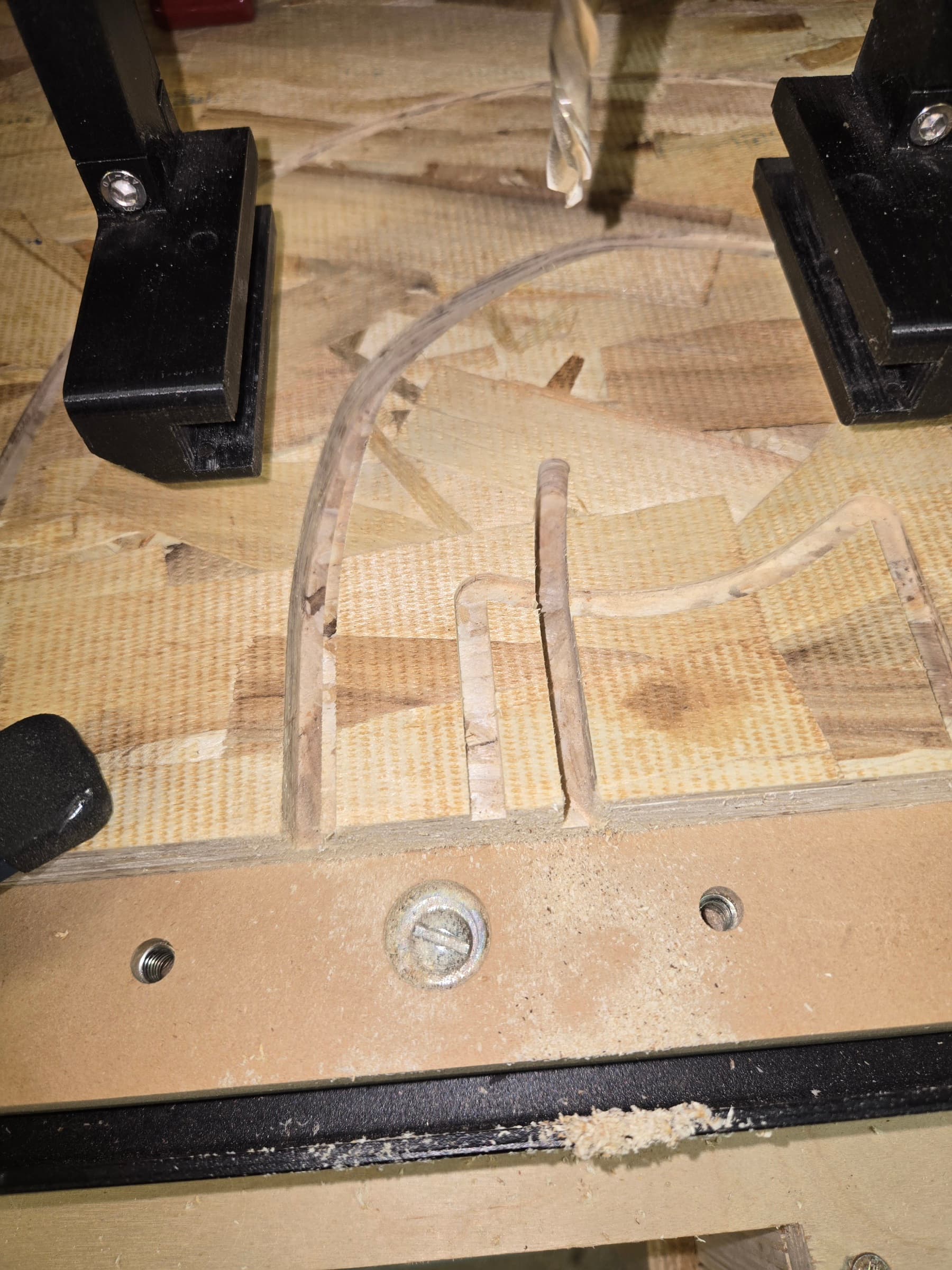
I am cutting this shape out using Contour at 0.084" DOC per pass using a 1/4" bit.
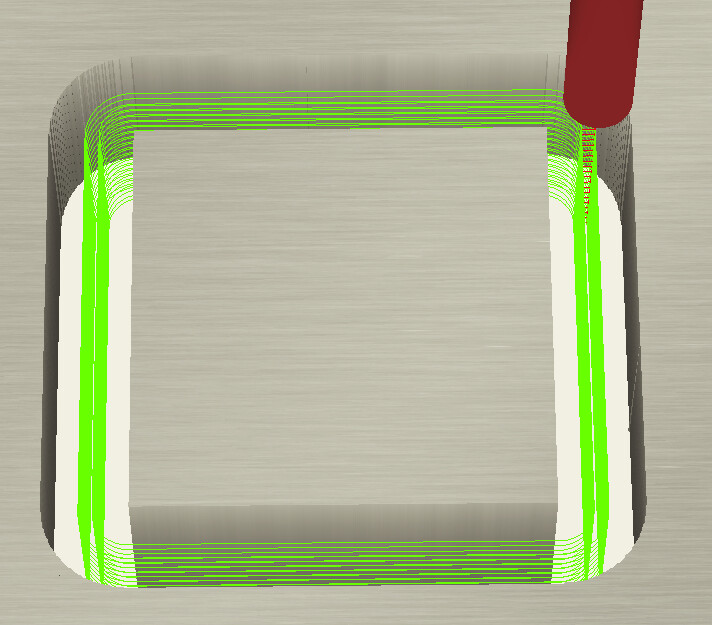
After each pass, the bit raises to the retract height and does a rapid move to the beginning of the slot. After the 5th pass the machine rapid move was 2 inches short and then cut in the wrong place at almost full 3/4" depth. This is not what I wanted nor what was programmed.
Regarding build 528. I am using that because Carbide3D support told me I needed to use that version. When I tried using a new build on my machine it would not work at all. I do not remember what build that was, but I was instructed to only use 528 going forward.
If you are from the support team, please explain how that issue was fixed.
The pully set screws were already tight. Eccentric nuts are adjusted properly. Nothing is interfering with the movement. I have been using this machine for 5 years without issues. Now it is going haywire. I am hoping I can get some advice on how to diagnose the machine please.
From your picture which unfortunately does not show the entire cut: The machine did not go haywire during tool engagement while cutting the errant path you pictured. The machine 1) either went haywire cutting at the other end of your project farthest from the origin before retracting and rapid or 2) it had an issue during rapid just before plunging for the errant cut pictured. If 1 is correct, your project should show additional issues with the cut farther away from the origin, otherwise the problem occurred during rapid. Your picture could suggest that the black things hanging down on either side of the bit came loose and slipped downward, and then the one on the left engaged the clamp on the lower left of your picture, prematurely halting the rapid about 2 inches short. The machine then plunged to the correct depth and began the cut in your picture.
Hi Bozo,
The other end of the cut is clean. It went haywire during the rapid move. I had previously retightened the grub screws on the X gantry gear wheel. I however did not check to verify one of the grub screws was on the flat of the motor post. It seems that I had to remove the stepper motor. After doing that I noticed the gear had slipped and was not aligned with the flat. I also saw that the gear was pressed up against the stepper housing. It looks like there was significant friction. That was likely the cause. Getting the gear off to replace it was difficult because the shaft had been damaged by the grub screw. I need to wait for a replacement part now.