I’ll leave it to the experts, but it seems to me, if you have a 90 deg V Bit, you could set up a contour on the outer square at a depth of 16MM…or maybe an advanced V-Carve at 16MM.
I would do a contour cut like Gary mentions, but since a vbit’s tip is not really cutting anything (considering the speed of the cutting edge is almost zero there), a possible refinement consists in using an offset contour and a larger depth (with a little bit of math involved), as in:
There are two ways to do this:
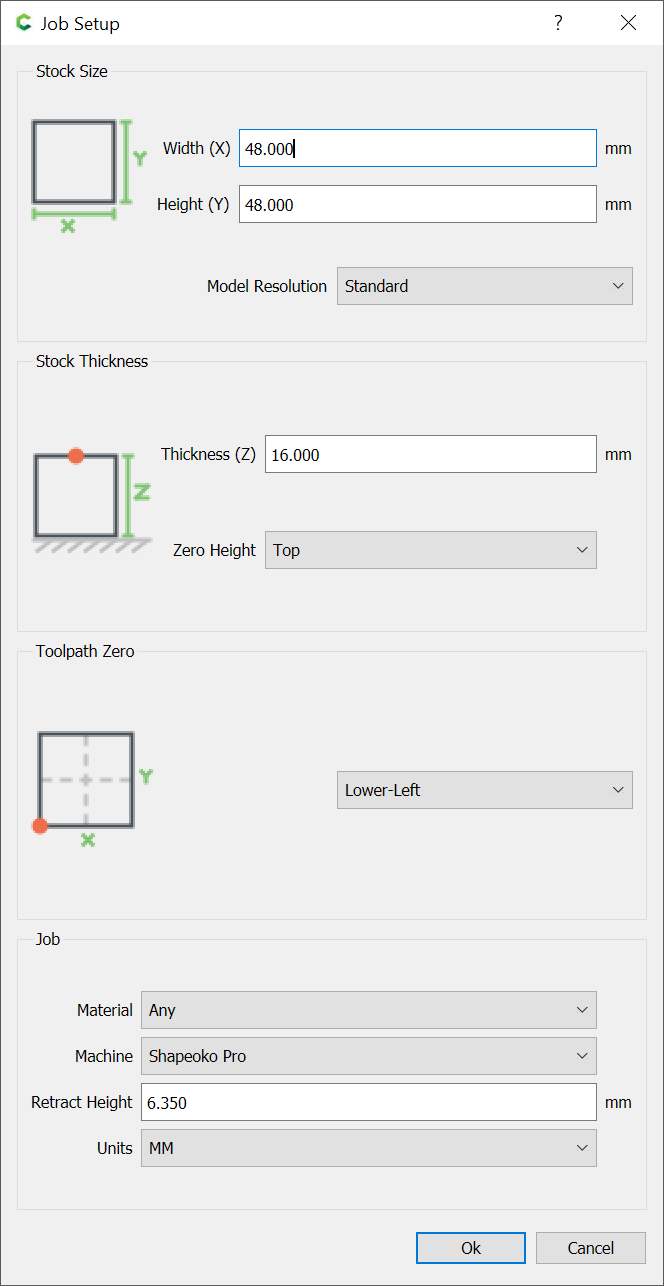
Set up the job:
either do a pair of V carvings along the top and side edges which will cut to the desired depth (draw it up in profile or do the trigonometry to determine this)
Assign V carvings:
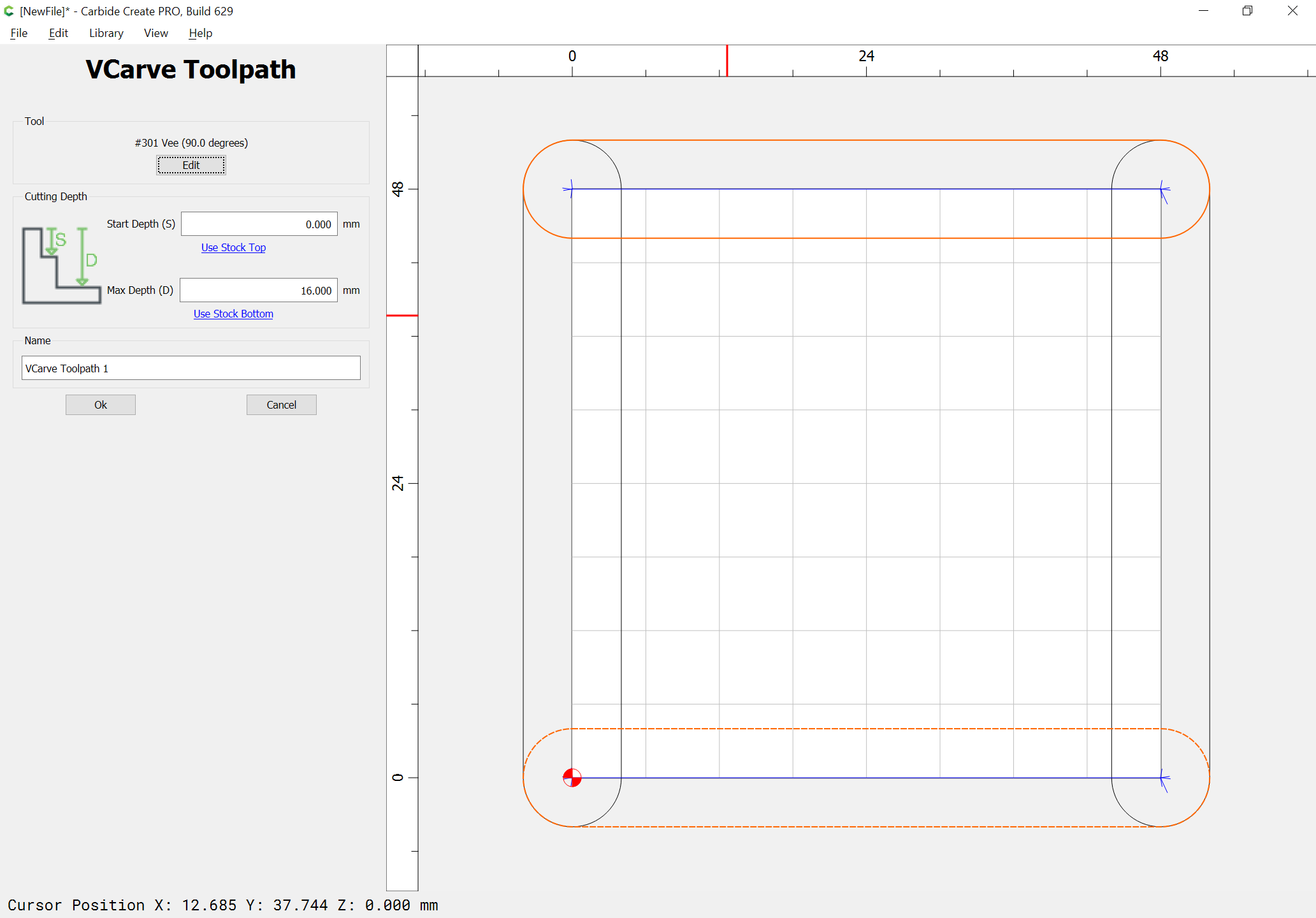

Or, if using the new 629:
https://carbide3d.com/carbidecreate/beta
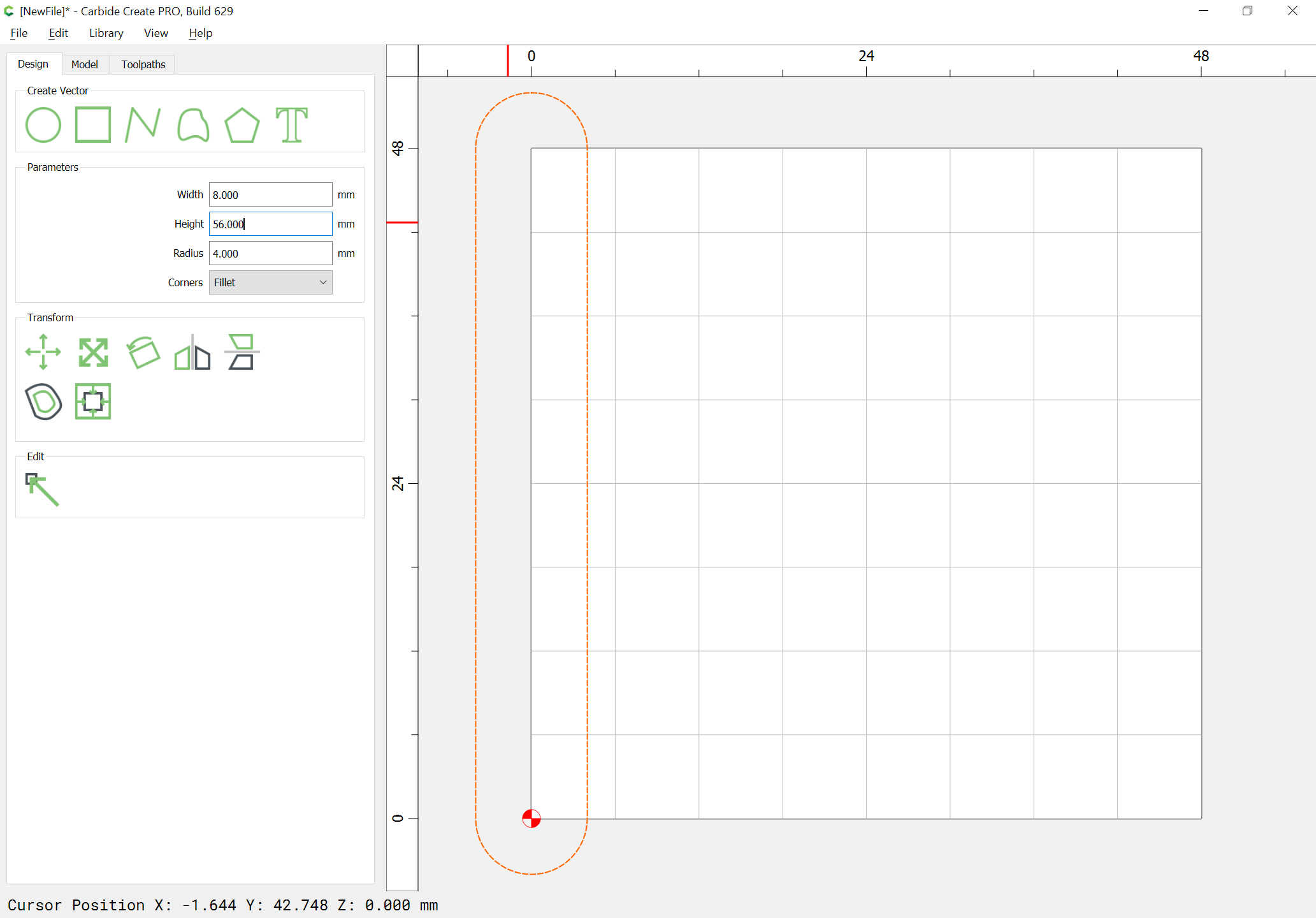
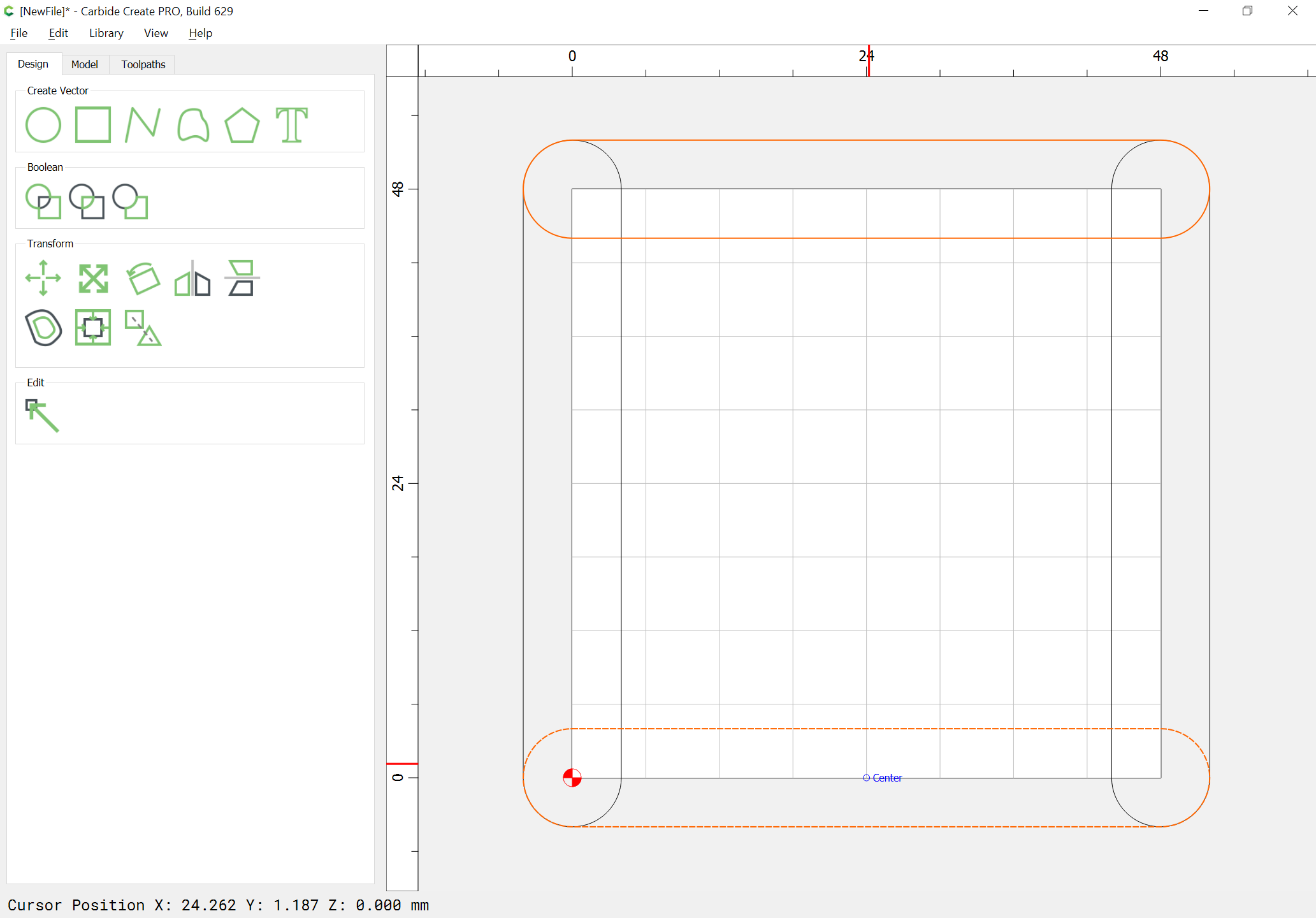
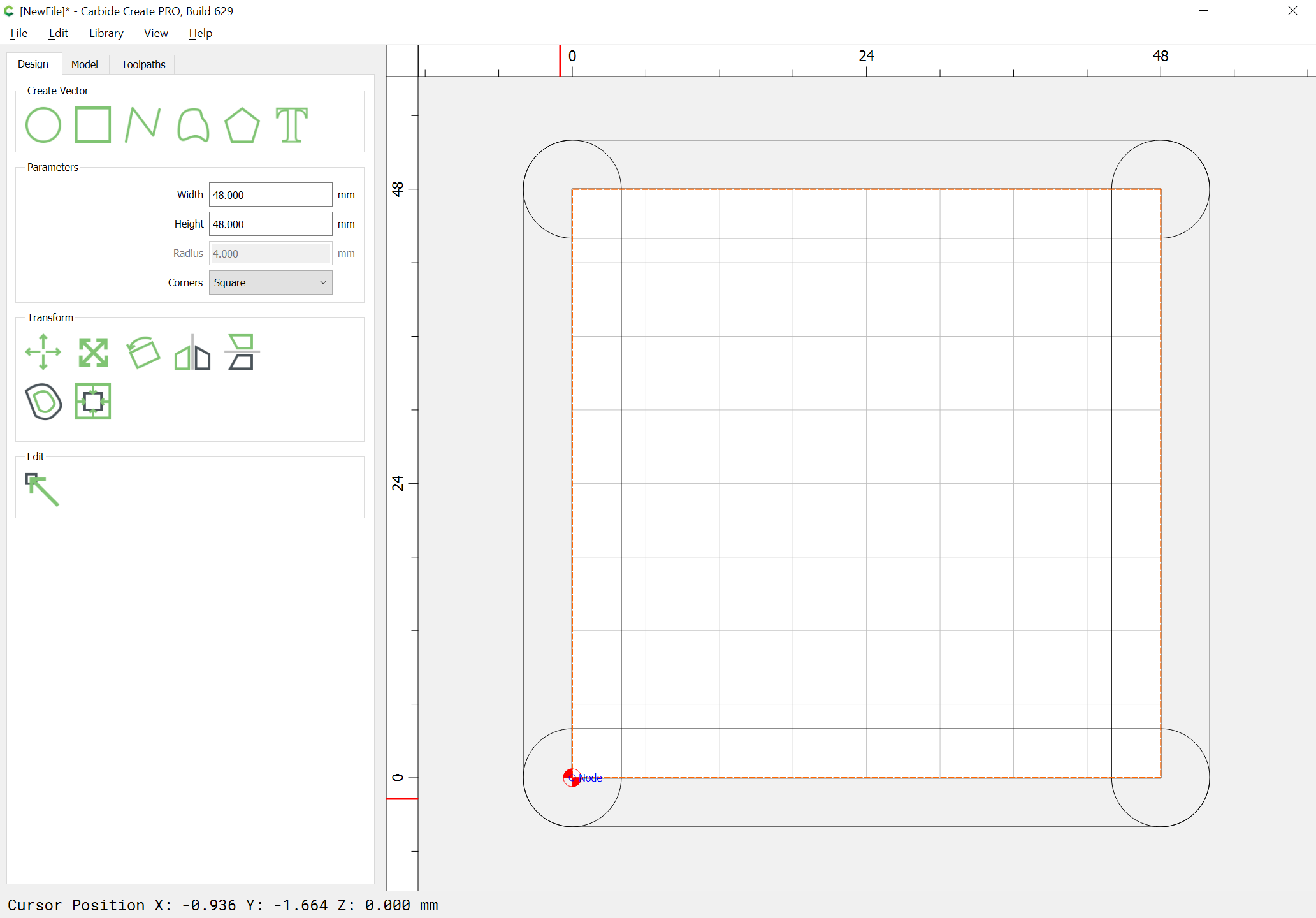
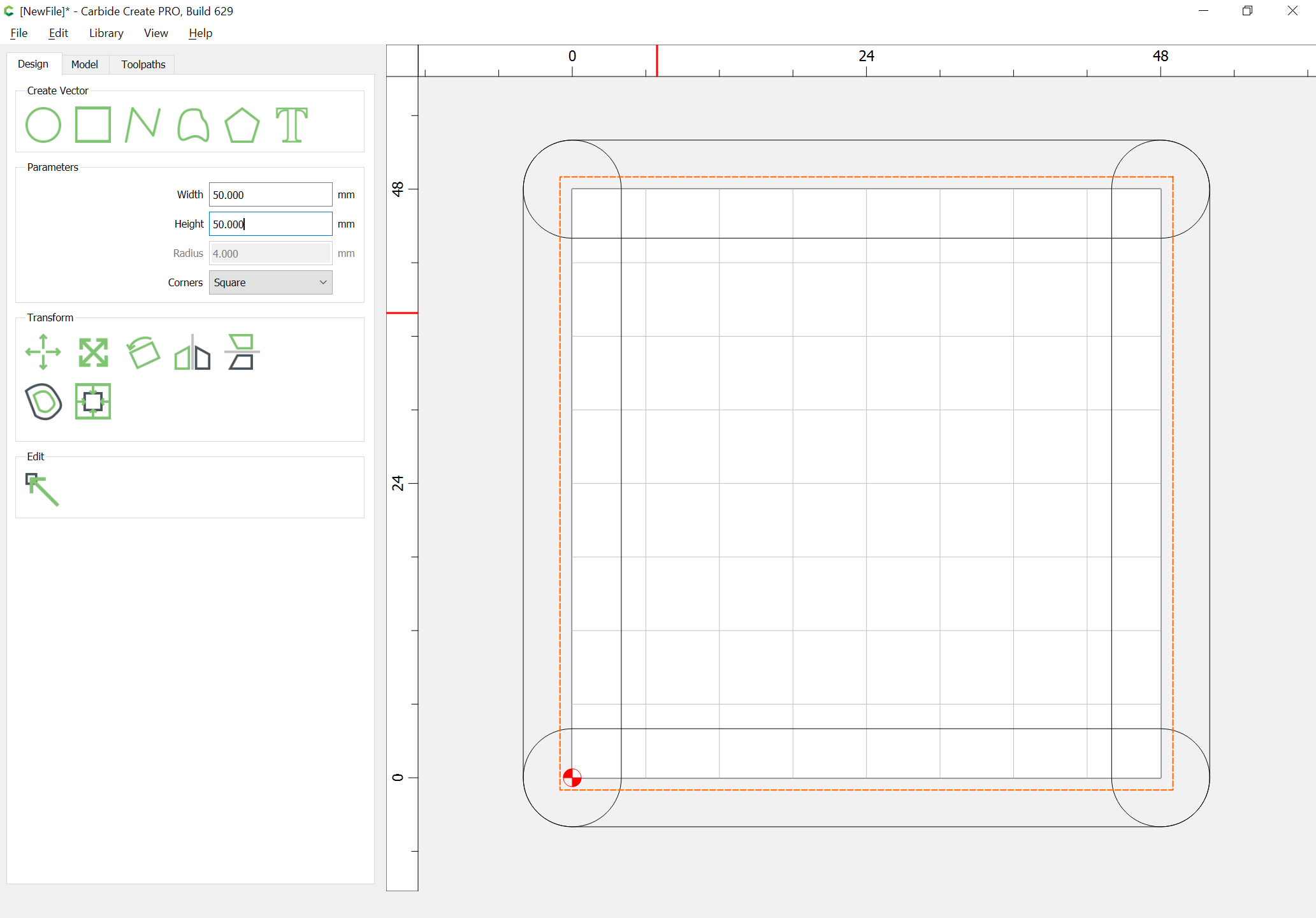
draw a perimeter rectangle:
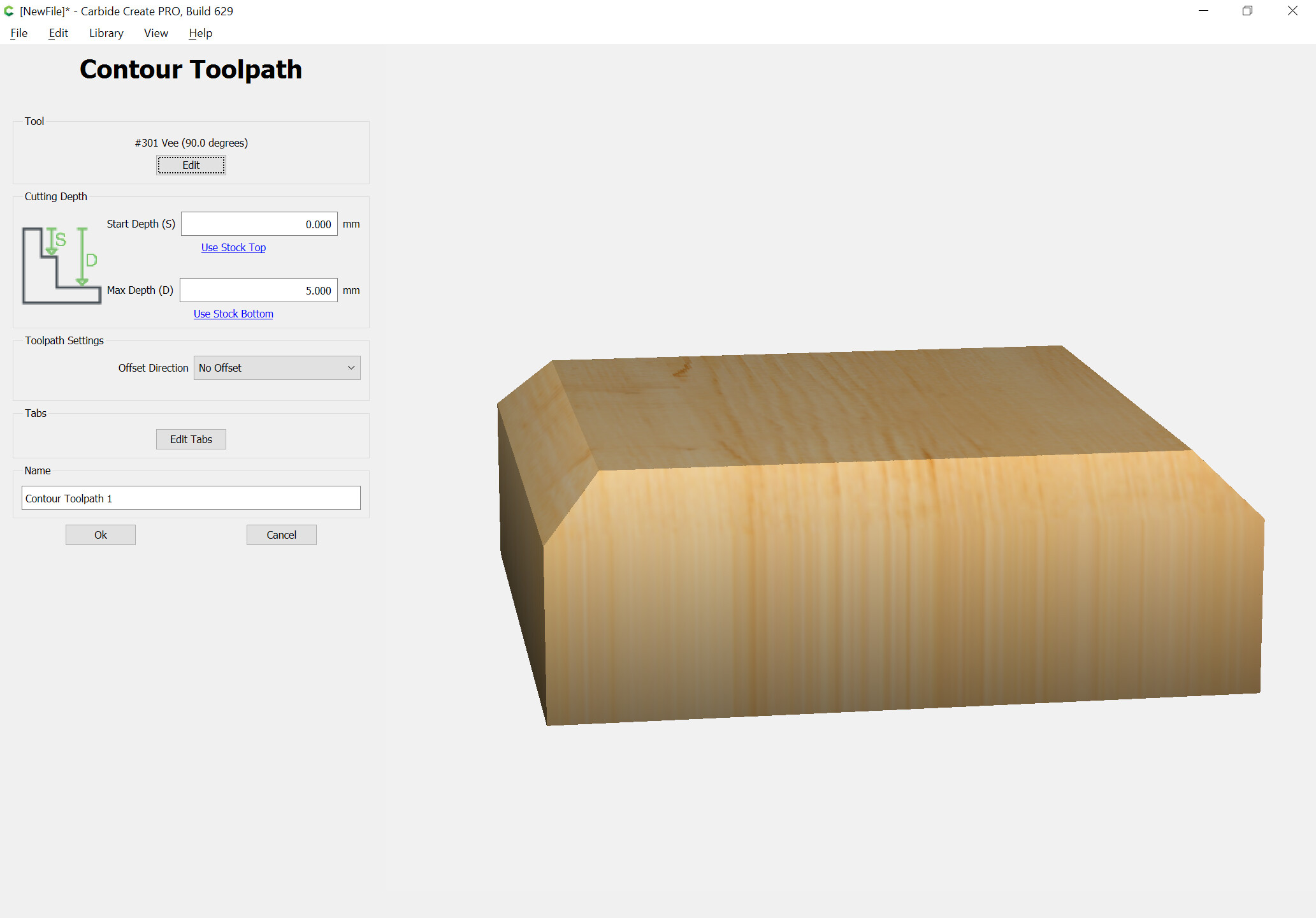
Then assign a No offset contour toolpath to the desired depth:
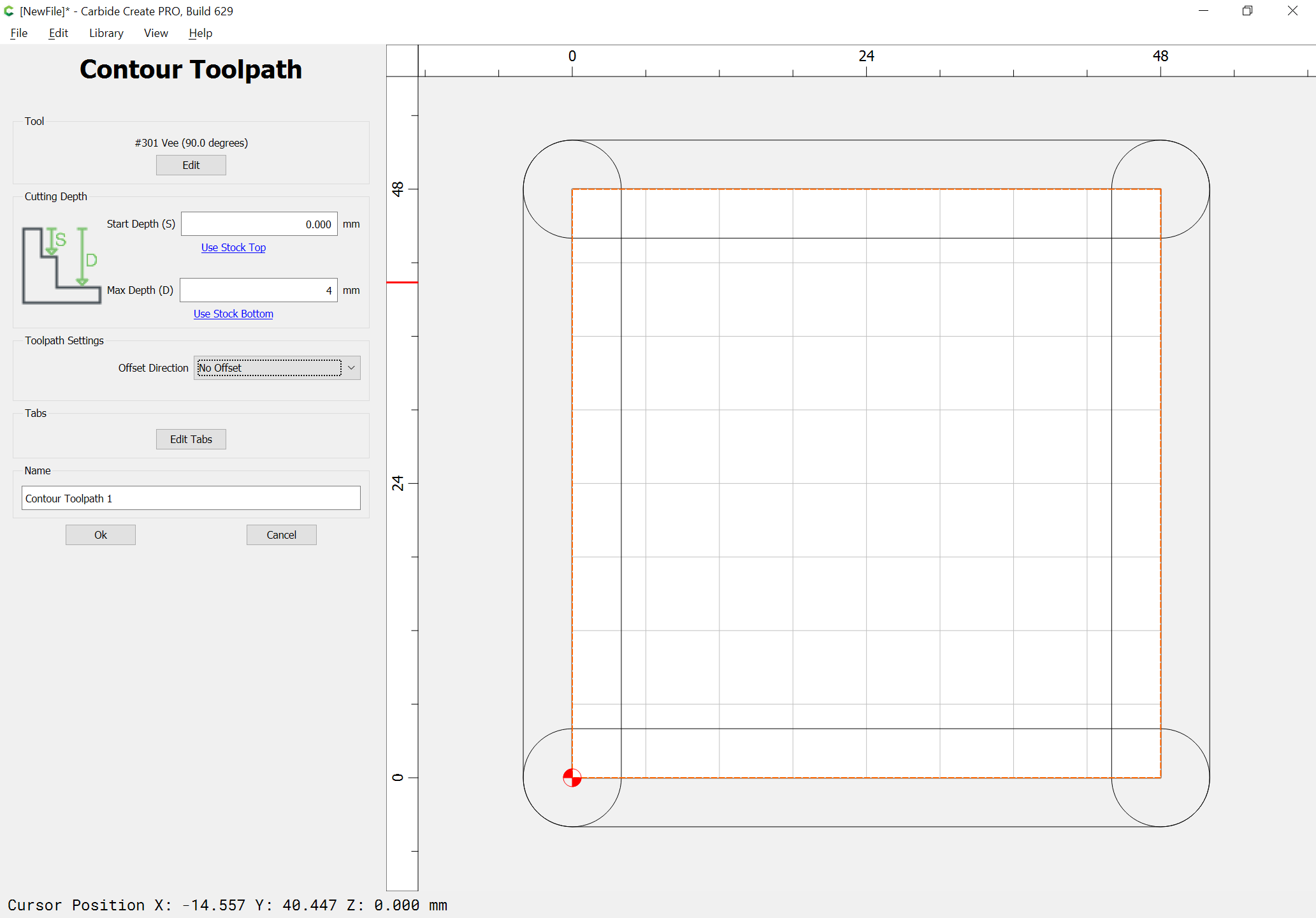
As noted above, it would be best to offset these to the outside a bit and overcut, esp. at the corners.
I guess I would need a 90 degree Vee Groove of appr. 1", that is a bit bigger than the Carbide 301 0.5" Vee Groove. Where do I find a 1" 90 deg Vee Groove for Carbide Shapeoko 4 CNC Router XXL (for MDF) ?
Quick scan turned up: Amana Tool 45718 Carbide Tipped V Groove 90 Deg x 7/8 D x 3/4 CH x 1/4 Inch SHK Router Bit
I think you only need about 3/4" CH
You can use your existing 90 deg bit, but you must get creative in using it! You will need to create additional squares to cut on, but don’t cut as deep. So in the attached example. There are 3 squares drawn each 5 mm apart. The inside square has a cut depth of 5mm, the next out has a cut depth of 10 mm and the outside has a cut depth of 15mm. You end up with a total depth of 15mm all at 45 deg chamfer.

SquareWith45DegChamfer.c2d (15.7 KB)
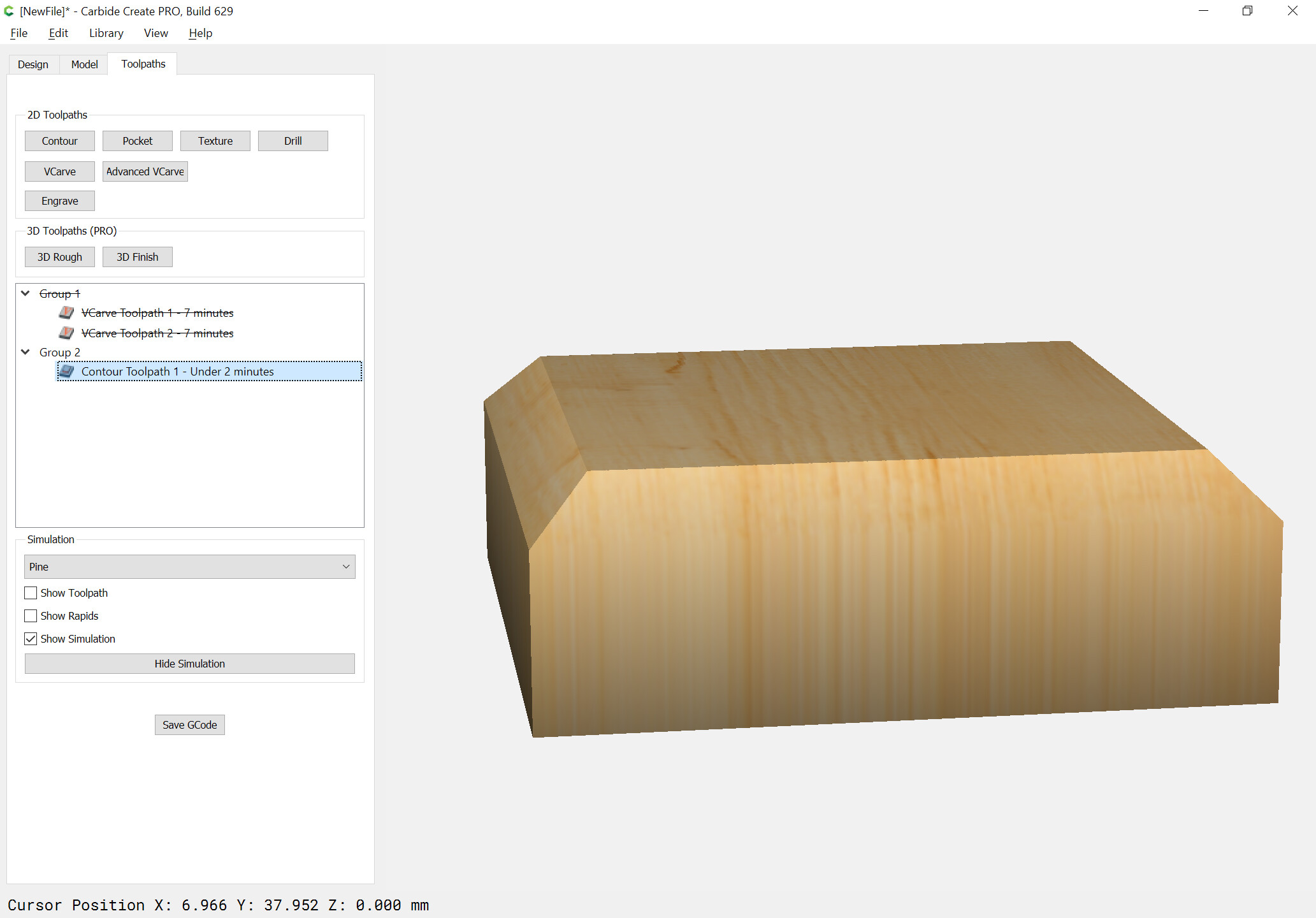
The simulation in CC 6.29 isn’t quite correct, it shows 2 sides that are not at the correct chamfer, but two that are… But you should get the idea. I’ve used this method a number of times with very good results.
How do you load Amana tools into Carbide Create and Motion ?
I’m not sure where you get the specifications for the tools you have (Amana site, I’d imagine), but here’s a video that describes the process of updating the tool library. It’s on Carbide Pro - so the version can’t be that old…things have changed with the tool menu, but you’ll get the idea:
Shapeoko 4 XXL. I decided to buy a Amana Tool 45718 V Groove 90 Deg x 7/8 D x 3/4 CH that I hope can make it in 1 cut ?
PS. I opened two new treads: How do you make a pocket really precise, hard and smooth in MDF (and don't say sand it)
and Is there a trick when you have to cut from both over- and underside of a plate? - #3 by OSLO
Is there any reason I can not just draw a rectangle a few millimeter bigger than the original box on all sides and cut after that ?
With the new ability to use V endmills in Carbide Create for Contour Toolpaths that would work — showed doing so in the latter portion of the instructions above.
What Amana v groove 90 deg 1/4" shaft should I use if the cutting depth is 3/4" ?
Draw it up in profile:
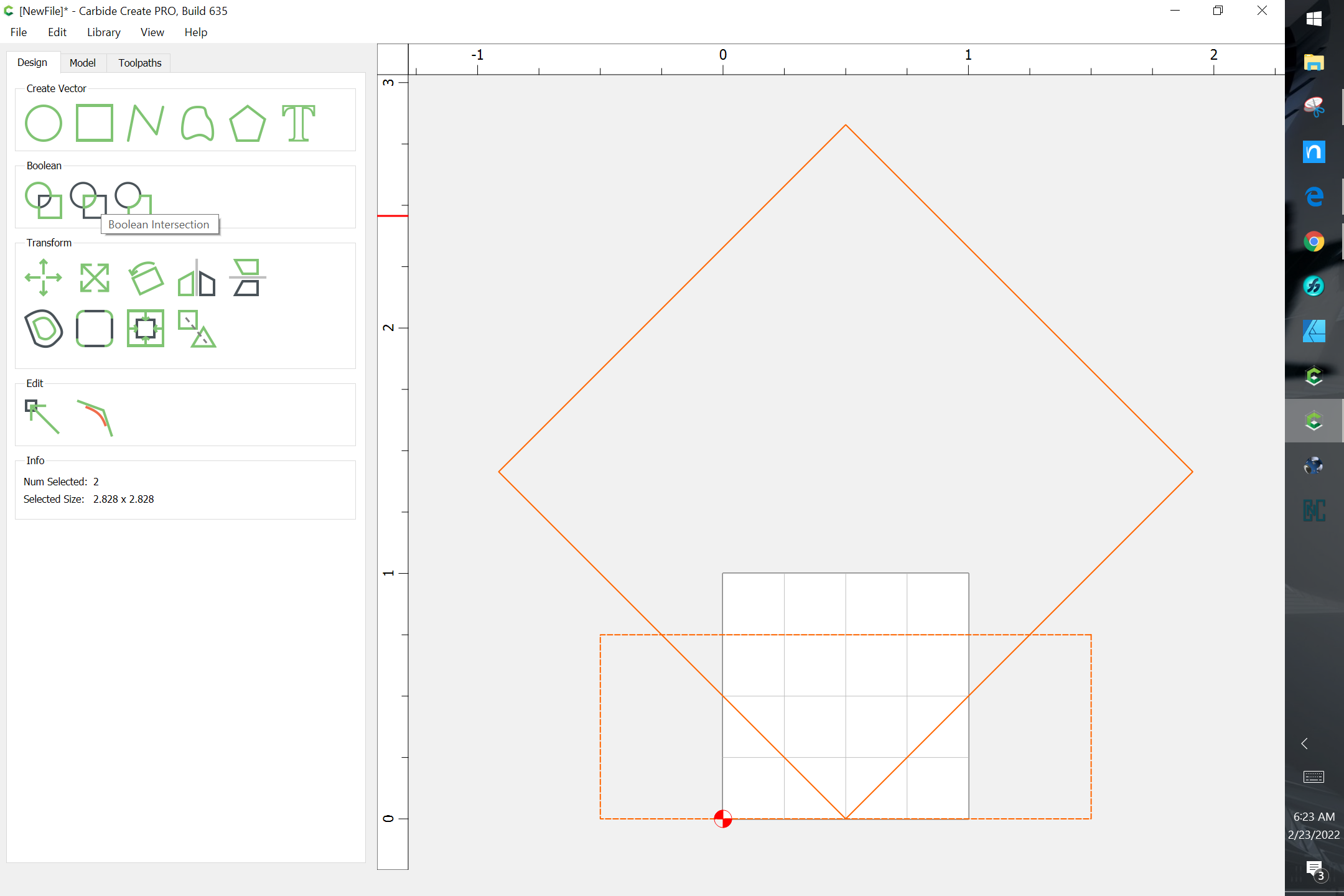
To do that w/ a single pass you will need over 1.5" of diameter — which Amana does not have available in a 1/4" shank tool:
you’ll either need to use multiple tool passes, cut more shallowly, or source a different tool.
Elaire has an 8mm (5/16") collet which may make a larger tool available — if you go that route, I’d still suggest multiple passes w/ the smaller tool — just leave a roughing clearance and take the finishing pass w/ the larger tool.
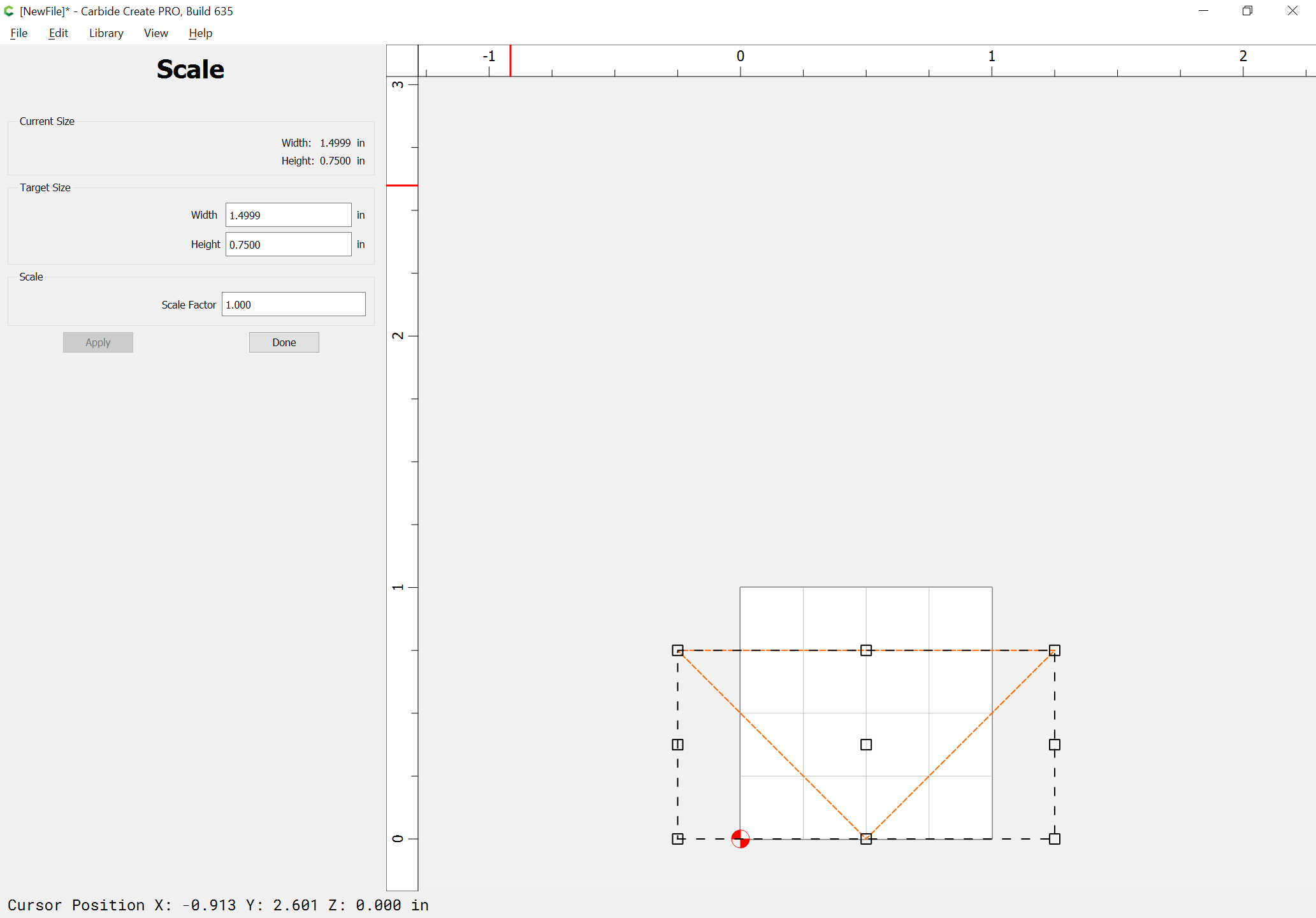
Building on what Will did there… (side view) You can do this with your #301 90° 1/2" V-Bit
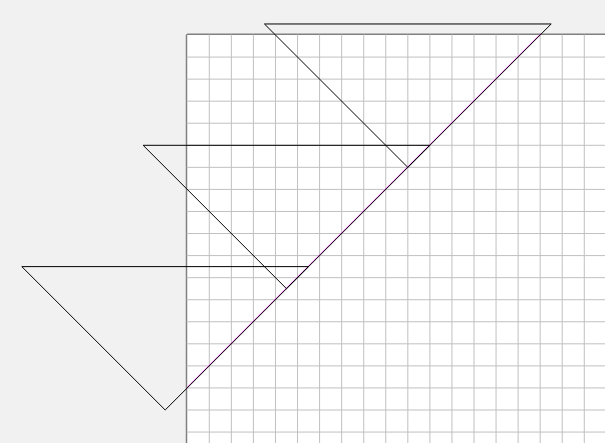
These are just the finish passes, so you’ll want to rough it out to within 2mm first.
This is at 16mm. At 3/4" (19.05mm), you’d want 4 passes
This topic was automatically closed after 30 days. New replies are no longer allowed.