Hi - I did not have bought the Nomdad 3 yet as I need to clarify something.
I plan to use the machine to make custom brass dies (for hotstamping) most of them will be same size and same depth (5 mm deep, 4x5 cm)
I need to figure out if there will be a way to make a “template” I would use each time I need to cut a new design.
Is carbide create able to let me just upload a new design, use the template with the same sets / setting / configuration - and cut my die flawlessly one after the other.
OR
if I might need to make a full redesign from scratch each time, if I will have to use differents bits depending on the designs - I would also figure out how much time it will take (average) and how much it will cost me for each die (how many dies will a brand new bit last before breaking).
My question is a bit blurry I admit - but I need to figure out if this is viable for me or not to use the Nomad 3 for this specific goal.
Thanks for sharing your knowledge about it - much appreciated
Bonus question: will I need to buy the PRO version of carbide create, another software would be better for this kind of work ? (fustion360, vcarve… other) ?
You mean you’d upload different designs into the same general sort of area?
Should be fairly easy to do in carbide create. You could create a main carbide create file that has the specified dimensions, and then upload a design image into that file and then use previously used toolpaths and replace the selected image with the new one.
Software is free, so downloading it and playing around really only costs you time. You could also do something similar in fusion, but there’s a larger learning curve there.
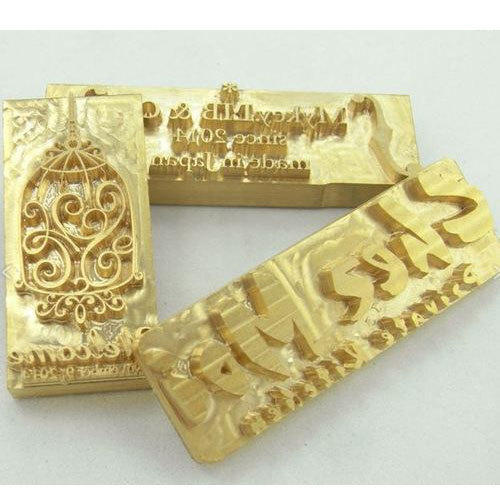
I make quite a few leather debossing stamps for both clicker press and heat/foil debossing on either my Shapeoko and Nomad in either 3.175mm or 6.35mm brass with a relief depth of 1.5mm to 2mm.
In my opinion, the “template settings” you are referring to are not terribly important and won’t save you much time.
You don’t make a “full design from scratch” when creating toolpaths for these stamps. You’ll already have done the time consuming “design” part, and the toolpath creation is just a method, not a design. For me, the steps are:
Set the stock size (you can also load a “template” which has the stock size I guess)
Select the vectors
Create a V-Carve toolpath
The 3rd step looks like it’s from scratch, but it’s nearly always the same operation. I use VCarve Desktop, and there select a VBit (typically 60 degrees) and some clearance bits - these depend on the size of the work, but I toss in a collection like a 4mm, 2mm and 1mm bit and let the software figure out what works.
For large heat debossing stamps, I use 6.35mm brass and have an additional first step of milling two holes in the rear of the block so I can tap in some bolts (usually M5 or M6) to attach it to the heat press.
Alternatively, if they are thin like your examples you can slide them in to a rail attachment and don’t need the rear holes.
EDIT: One step I nearly always forget is to reverse the design… I get so used to seeing the designs in Affinity the right way around when I’m drawing them… and my oh my how many times I forget even though I tell myself to remember… I’ve cut so many positives that should be negatives. I need to make a sign that says “!TI ESREVER”.
Wonderful ! thanks. Bonus questions : how much time does it take in average and what is the duration of one VBit (how many molds can you make with one) - the idea for me is to understand if it is faster and cheaper to make the dies myself or to buy them from a shop.
Our small company had the same conundrum. We bought a stamp from a local UK company and it’s terrific, but expensive. Since we are making our own designs, that gets costly to experiment with, so we started to make them ourselves. I sometimes cut prototypes out of acetal/delrin for the pressure variations, which is quick and cheap to test.
To your questions:
Time is difficult. It depends on the complexity and the machine. I have two machines - a Shapeoko XL with a 2.2KW ER20 spindle, and a Nomad 883. The Shapoko can cut much much faster and deeper, so the clearance operations work very quickly. Smaller stamps that take maybe 15-20 minutes on the Shapeoko might take around 60-120 on the Nomad. Clearance tooling is vital for speed, and a program that can let you use multiple such clearance tools will help bring the time down.
VBits are tricky. As soon as one loses its point, even slightly, your cut is compromised. This is because a VBit cuts wider the deeper it goes, and the machine will still send a blunt tip down as far as a sharp one, so your channels will be wider and your impression narrower. Given that, I use cheap VBits like these and always look at them with my I-can-see-an-atom-with-these spectacles on to make sure they are sharp. If they blunt during the operation that hardly ever matters - it just can’t be blunt when being measured. Depending on plunge rates and how small your final clearance bit is, you can get between 2 and 8 stamps made with one bit. (nb: I made an error above and actually use 30 degree bits much more than 60s).
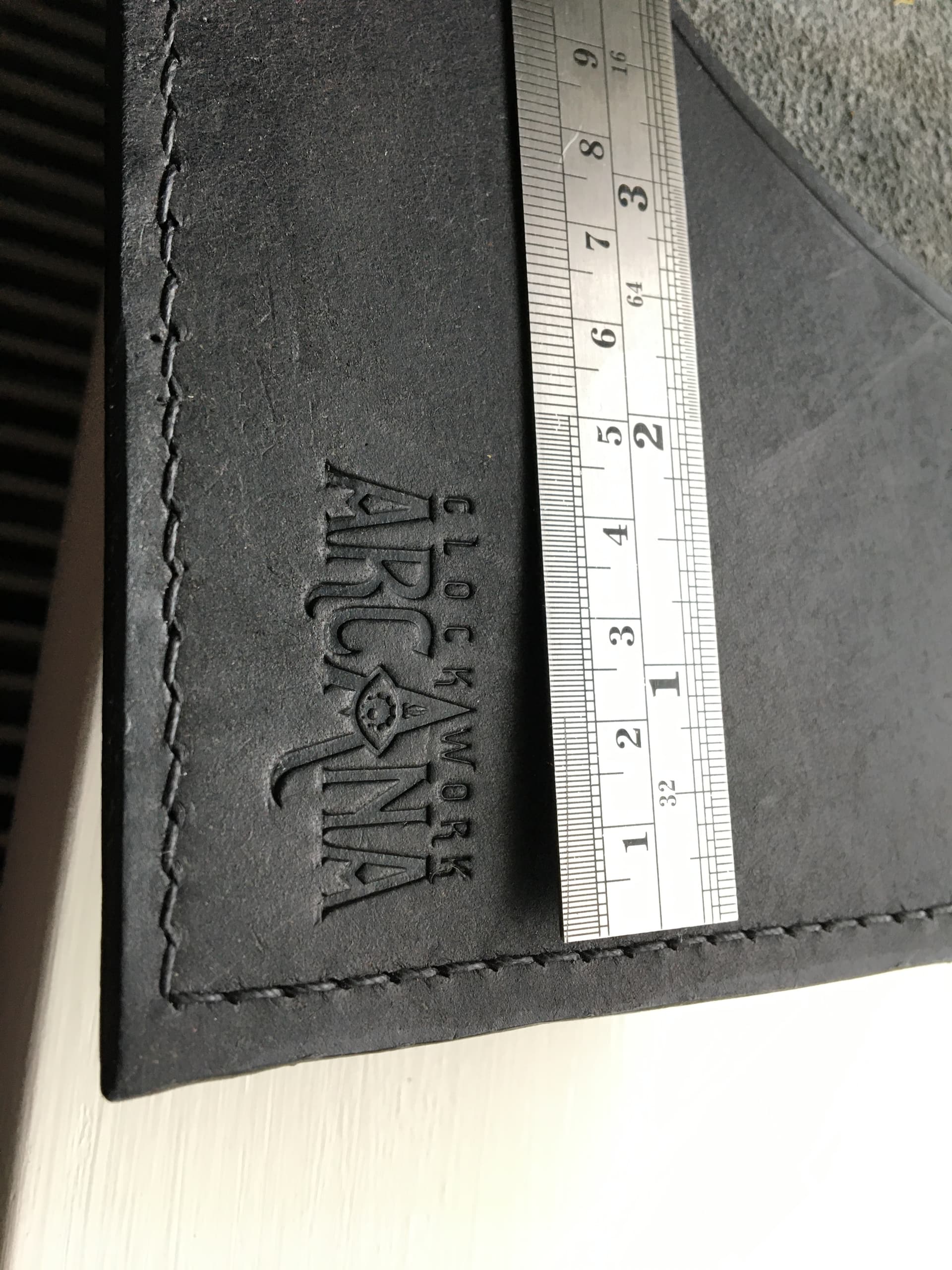
edit: added pictures to show the stamps actually do function too
Perfect I am close to understand everything - can I abuse and ask you more info about the “Clearance tooling” concept. I am a newbie and english is not my native language. Thanks
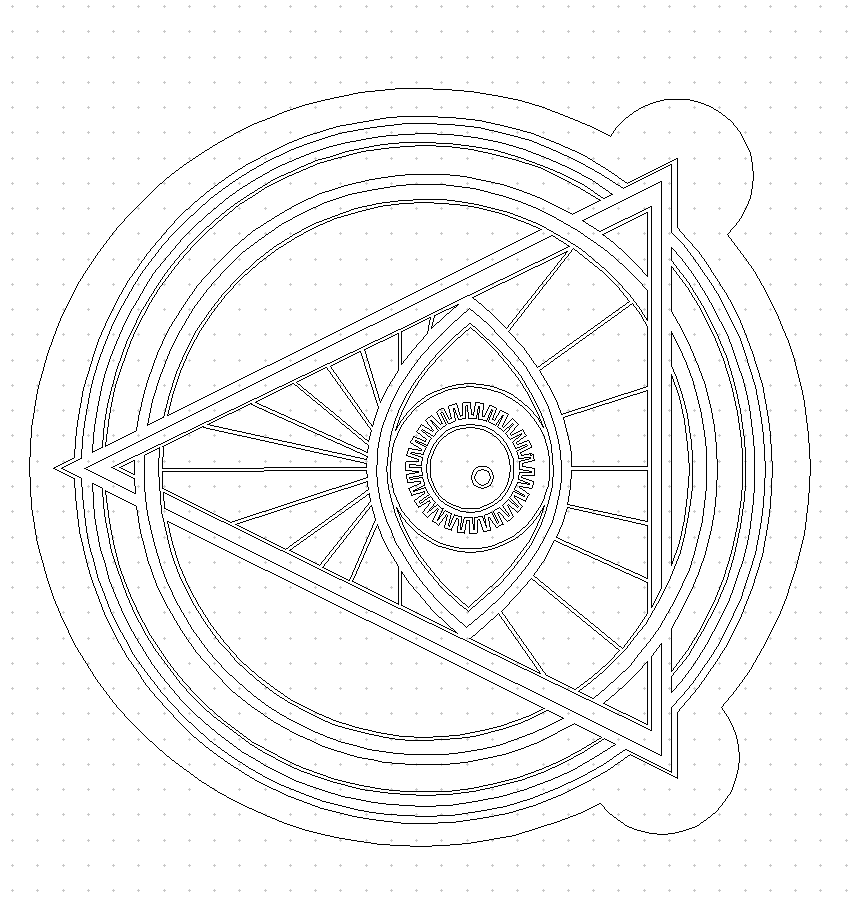
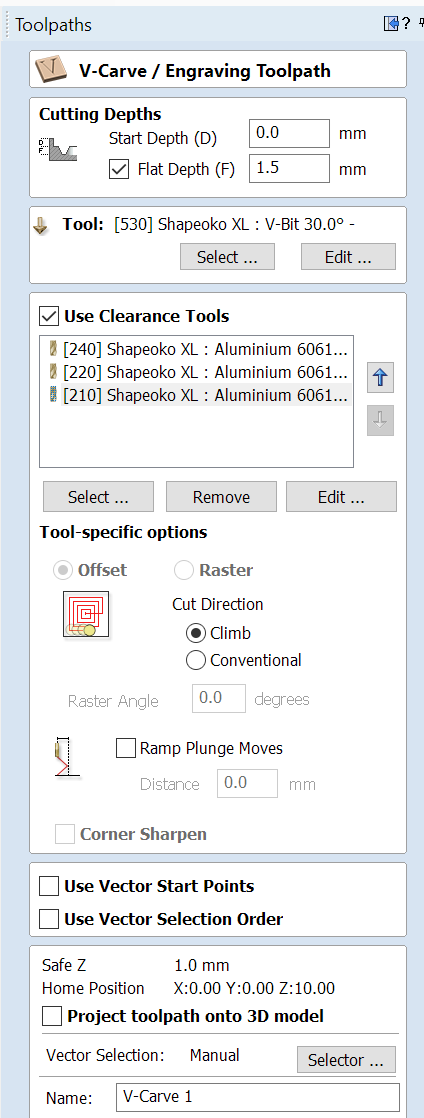
The following example is with Vectric VCarve, but Carbide Create has a similar feature with its “Advanced VCarve” toolpath that lets you add one clearance tool (they call it an area pocket tool).
It generates 4 separate toolpaths for you. The first uses the largest endmill and removes the bulk of the material, and each subsequent toolpath progressively removes the rest like this:
Merci - Danke ! - now I have the full picture ! - it means that I will have to make 4 changes (one each 30 minutes) to get my final product. Wich means I cannot just launch the batch and come back 2 hours later. Told you I was a newbie - Anyway your explaination are clear like water. Cheers !
The number of tool changes will depend on the number of clearance tools you choose to use. I used three because that particular stamp is 100mm wide. But you would probably only have one or two clearance tools for for a small piece (say 20x50mm).
Yep - makes sense - well I downloaded and installed carbide create and found that there where no tool for vcarve (while there where many pocketing bits in the list) - I also noted that cabide create only propose one pass with Vbit and one with clearance bit (no more than one)
Get a shapeoko pro or if your budget allows a HDM and take advantage of the table size. Make a custom fixture plate for your fixed stock dimensions for as many blanks you want that fit. Then you only set the X , Y, and Z zero once provided you get a bit setter and you can cut a bunch of stamps in one session that way you are getting a lot more work done per tool change. It will take more design and setup time but once that is all done your work flow will become streamlined.
Say you have 20 spots for blanks depending on your needs you can cam for 1 prototype or you could run anywhere from 1 to 20 of any design. You will probably need the same mills on most so start with your largest and work your way down.
I recommend learning Fusion 360 for milling metals the learning curve is steep but it is well worth the time. V carve and Carbide create can cut aluminum and brass but I find Fusion allows for better cutting strategies.
Once you figure out the best milling strategies for your needs and set the feeds and speeds for each end mill you can save them as a Cam template in Fusion 360 and apply them to any design. This saves a ton of time in cam setup and Fusion has climb and adaptive milling which is far better for milling brass then simple 2 way plunge milling and will make the best finish.
Cnc is a deep rabbit hole but a great skill to develop. You might start with stamps but given the time you could learn to make just about anything.
Thanks - yes sounds good - Do you know if someone had the great idea to make and share/sell fusion templates ? (I might be interested in developping this kind of business too)
That is a good point. It depends on the machine you have as my feeds and speeds will be different than someone who has the Shapeoko Pro. I would share mine free-of-charge if anyone was interested.







 - now I have the full picture ! - it means that I will have to make 4 changes (one each 30 minutes) to get my final product. Wich means I cannot just launch the batch and come back 2 hours later. Told you I was a newbie - Anyway your explaination are clear like water. Cheers !
- now I have the full picture ! - it means that I will have to make 4 changes (one each 30 minutes) to get my final product. Wich means I cannot just launch the batch and come back 2 hours later. Told you I was a newbie - Anyway your explaination are clear like water. Cheers !