I came up with a very simple CNC Dragknife idea.
Just 1" aluminum round stock, with a slit sawed at an angle, and a set screw to hold the blade.
The blade slides in and out, so it’s depth is adjustable.
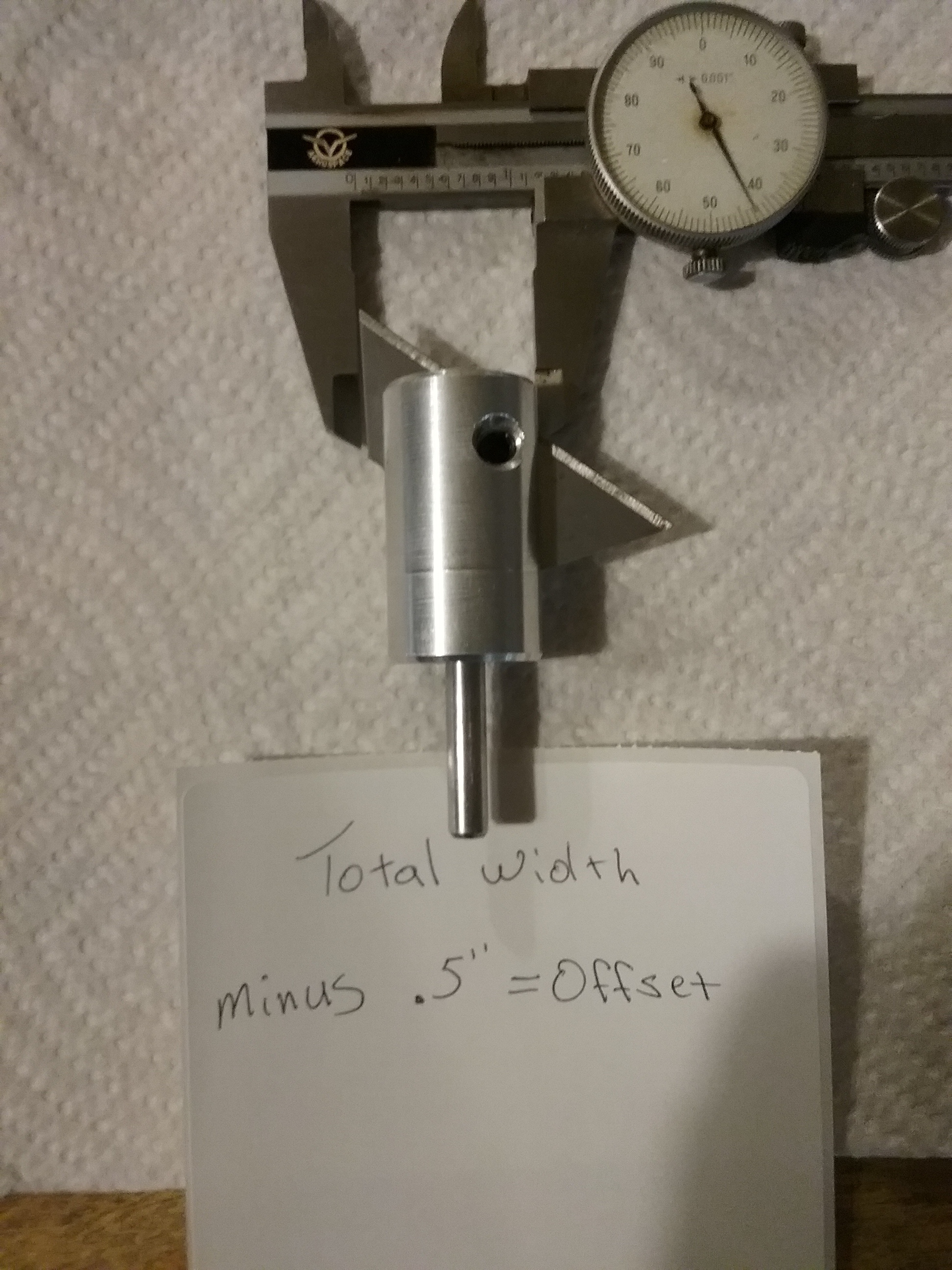
To get the offset value for the software, I measure from the outside edge of the holder (farthest from the cutting tip), to the edge of the blade. Subtract half the holder’s dia., and that equal my offset. Simple
That’s pretty cool. Question, I get where the offset comes in, but how do you know where the blade is clocked, I don’t see how you would know where it is going to start unless the tip of the blade point is dead center. I’ve seen the drag knife corners in VCarve, just hard for me to get my head around.
Before you start your program, you make sure to manually face the blade in the X positive direction.
After that the software reorients it to this direction before each cut.
It swivels the blade by raising out of the work ( so the blade doesn’t break), but leaving .01" (adjustable in software) inside, and then the spindle moves in the arc of your offset until the blade is lined up with the next line, then lowers the blade and takes off again.
Thanks for the reply and explanation (which explains what I’m seeing in the video even better). Of course now I “need” one because my 2 3D printers, small vinyl cutter, XXL and laser cutter somehow feel like an “incomplete” set of tools, haha!!! Thank you for sharing!!!
Very nice, the fact that it cuts more than thin materials. If you have a chance to try cutting coroplast, it is notoriously difficult to cut cleanly by hand when you try curved cuts but since you can cut corrugated cardboard cleanly makes me think that it would be possible.
Are you going to make plans available or will you sell these drag knives?
I am selling these on ebay, but it’s not patented, and I dont mind explaining it for anyone wanting to make one.
The aluminum is 6061, 1" round stock, 2" long.
It’s a simple design, with a 55deg angle slit in the side .013" below center, so razor blade is centered.
A 1/4"-20 set screw in the side ( 1/2" from the cutting end, 1/4" from the center) holds the blade in place.
The other end is bored out .69" deep by .5" wide for 2, .5" O.D. x .25" id x .187" thick bearings and one lock collar in between. Those are held in the hole with locktite. It’s too touchy trying to press fit tiny bearings. I think more than .0005", or .001" will lock them up.
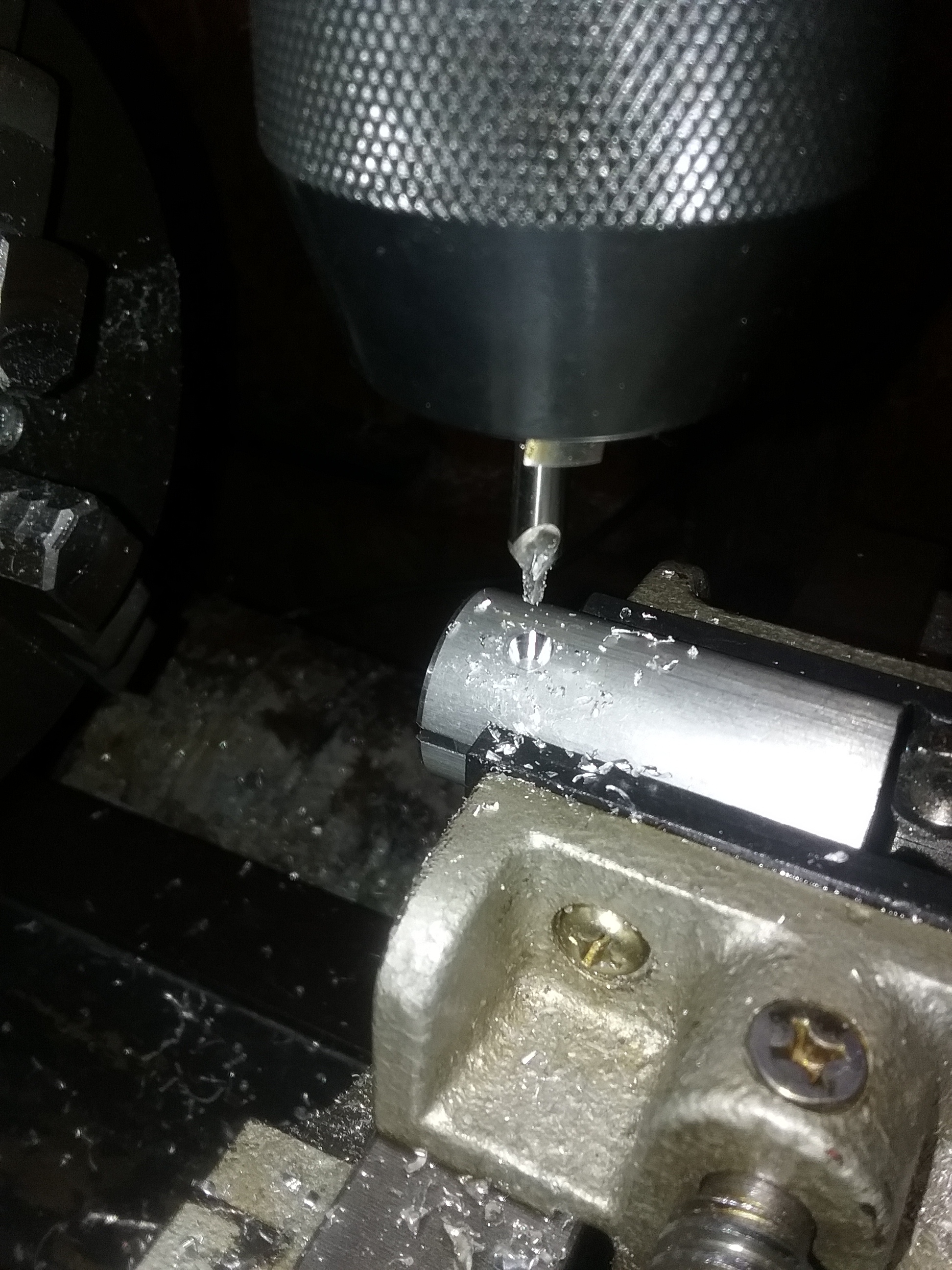
I know when I touch off to the slitting saw with the corner of the part, I have to go .950" deep, so the blade doesn’t stick out until it reaches just past the center, so that the shallowest of cuts are still offset.
Are you still selling these? I am wanting to use my Shapeoko to cut out some rubber pads and this seems like a great way to do it. If you are still selling these, do I need to buy any plugins to get the drag knife paths set up (using Fusion 360 at the moment)?
I sure am.
Thanks for asking.
I don’t use Fusion. I’ve only used Vectric, but I know there are other softwares that do have plug ins like Estlcam.
If you can get away without sharp corners, you don’t need one, just make a fake tool with the feeds and speeds (I like 200 IPM feed and plunge in cardboard, but you would have to dial that in for rubber), and do a profile cut on the line.
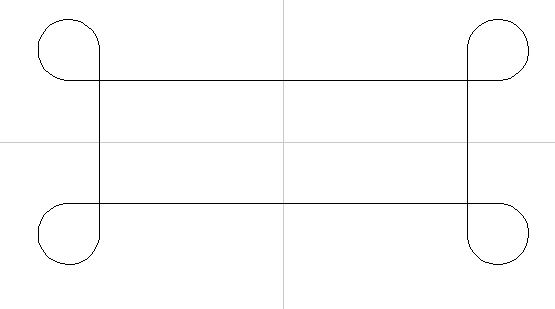
You can also handle sharp corners by adding a loop at each corner, so it comes back to the next edge at a 90 degree angle, I’ll add a photo.
Sorry for the late reply. It depends on the depth and stick out.
Some say keep the minimum radius, no less than the thickness of material. 1/4" thick needs a 1/4" radius.