Hi Dylan, I have the exact setup as you except in 240V and I could not get it to work.
The previous advice you were given might not be correct for your newer VFD with the DIP switches on the board and you were told to have P00.01 on 1. I changed mine to 0 and everything works fine now. I know it’s an old post but just thought I would share.
Hi! That is great, I never got to use the pwm function, does doing this help too?
Thanks for sharing
It works great. Start the job in Garbide motion and the spindle starts, runs at RPM you define for the job and stops and the end of the job.
Now if I could only get the dust extraction to do the same
2 Likes
You’re not alone in thinking that…
2 Likes
Hi Dan I would like to get a 80 mm spindel for my HDZ where did you get yours
Thanks Michel
This is the one I have, but there are others that someone else might recommend. I did not use the pump or the mount since I used the HDZ mount and built an enclosed cooler.
https://smile.amazon.com/gp/product/B078J5CXP3/ref=ppx_yo_dt_b_search_asin_title?ie=UTF8&psc=1
1 Like
Yep,
That’s basically the same one I have from a UK seller, the HuanYang spindle seems OK and they almost all come with a HuanYang labelled VFD.
It’s worth noting that the HuanYang spindle seems to have metal bearings rather than the preferred ceramic bearings, this suspicion is due to the shaft being grounded by the case. Some of the G Penney spindles do not conduct case to shaft and therefore may actually have ceramic bearings.
That said, there is little to choose at the running hours you’re likely to put on these spindles on a Shapeoko.
Hi everyone, greetings from Spain! And sorry my english 
I have just recived my 2.2 kw spindle and I’m having some trouble with the VFD, it is a YL620 it seems that @Ddemnard and @snaterst have the same one, maybe you guys can help me.
I’ve been able to control it with CM, the PWM signal is 0-5V if I send M3 S12000 i can measure 2.5V. My main problem is that if I control the spindle manually it works just fine but if I try to control it with PWM it doesn’t mantain the speed, rattles, and if I check the frequency in the display the numbers are constantly moving around the correct frequency. For example in S12000 it shows something around 200hz.
I have tried reseting to factory settings and doing everything all over again but didn’t work.
My next step is to ground the spindle, I haven’t done it yet because I just wanted to test if it was working.
Another thing I would like to know is how to show the RPM on the display, I have tried different things I found online but nothing works.
Thank you for your help!
1 Like
Hi @EneK,
I think it will be helpful if you can share:
- your spindle specs (basically a picture of the markings on the spindle)
- what settings (Pxx.yy) you modified to what values, from factory defautls, on your YL620
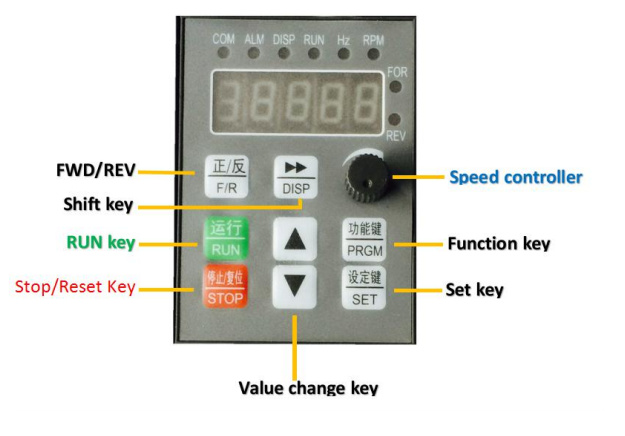
About the RPM display, if you press the “DISP” button repeatedly, isn’t there a mode where the “RPM” LED is lit and a value is displayed ?
Thanks @Julien
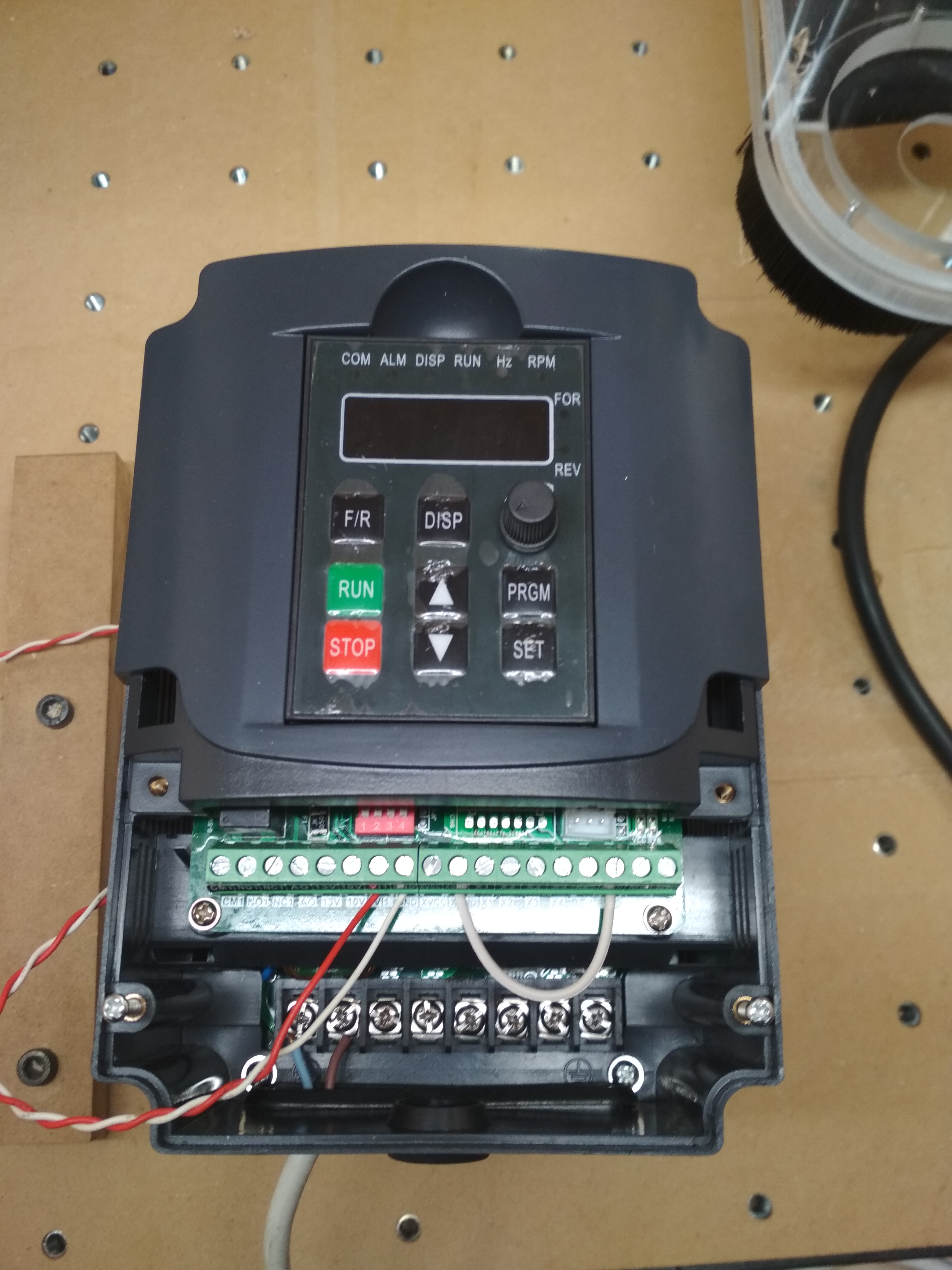
This is my VFD. I forgot to take a picture to the spindle I’ll do it tomorrow.
I recorded a video where you could see what happens. Basically the DISP button only works for selecting the digit you want to change in settings, it does nothing when the display shows the frequency.
I can see diferent values if I press SET but most of them are always the same number and no idea what they mean.
I’ve turned the VFD on after some hours and it seems the P0001 went back to 0 when I set it on 1 for PWM control. I put it back on 1 and it worked but the STOP button won’t stop the spindle as if it was set to 2.
The video (You can hear the spindle not mantaining speed).
Anyways this are the settings:
P0000 50 (I’ve also tried 400)
P0001 1
P0004 400
P0005 400
P0006 100
P0007 10
P0008 10
P0009 0,2
P0010 5
P0011 100
P0310 3
P0311 1020
P0312 0
P0313 400
P0314 3
P0315 1020
P0316 0
P0317 400
From P0708
To P0715 3 (last thing I tried but did nothing).
I’ve tried different things before reseting to factory, this is what I’ve modified this time.
Thank you!
1 Like
I had a look at your settings and the user manual (well the one I found online on some random site, do you have a digital version?).
- Oh my, that manual is TERRIBLE. It’s almost impossible to be sure of anything given how little information is provided.
- Your wiring looks ok to me, with FOR connected to XGND and PWM from the controller connected to GND and VI1 (just checking: the red wire is your positive lead from the controller, correct?). However, something is off because in the video you sent, the “REV” indicator is lit, so I suppose the spindle is running in reverse direction. Not that it should matter to solve this, but that’s not normal.
- It seems from the manual that the VI1 input is a 0 to 10V (non-configurable?) input, while the Shapeoko controller will only generate a 0 to 5V PWM. That does not explain your issue, but should be sorted out too. Either get a converter, or maybe just adjust PD0312/PD0313 to 0-512 range for 0 to 400Hz
- When you run in manual mode from the operator panel, does everything work correctly ? I am surprised the display reads “F2000” (more or less) in that video, I would expect the “F” display the frequency in Herz, so 2000 would be wrong. Also, it does not sound like a spindle going at 2000 RPM (which is very, very quiet). When you run in manual mode and turn the knob all the way to the right, what F value shows up ?
Thanks @Julien!
My bad for recording the video in that angle. The frequency showed is F 200,0 but can’t see the “,” from that angle. The same for the REV led it’s actually on FOR but from that angle it seems wrong.
- I’ve got a printed manual, same as the one online.
- Yes, the red wire is the positive, conected to the PWM pin in the CM board.
- The VI1 input should be 0-5V because the PCB has some jumpers where you can choose between 5V or 10V, and it seems I have it correctly because the frequency showed at M3 S12000 is around 200hz. On manual control and with the knob all the way the right it shows 400hz.
I’m having many troubles with this unit, many times I change P0001 to different values but when restart it the value returned to the previous one, right now I have it set on 0 so I should be able to control it manually but I can’t, instead I can control it via PWM.
Last time I reset to factory was because I could not control it either way, no manual no PWM.
Sometimes the RUN and STOP buttons just don’t work and as you could see on the video the DISP button does nothing for showing RPM.
Would be nice if someone with the same VFD could tell me something, I think I’ve tried almost everything.
EDIT: Photo of the spindle

1 Like
Plain weird…did you double check you don’t have PD0013 set to 1 ? (Parameter lock)
I’ll let YL620 owners comment, this is strange indeed.
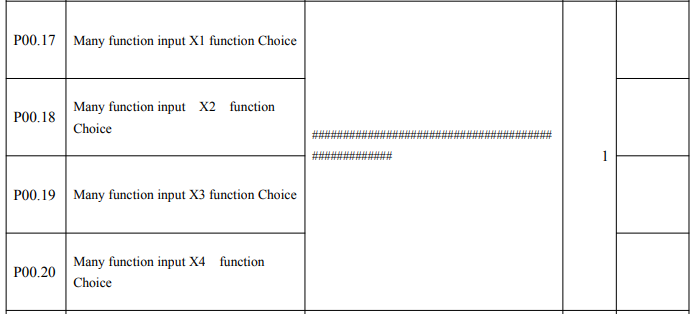
PD0013 is set to 0, I check it all the time. I’ve found this video of the same VFD. It’s not very detailed but at 5:12 he says that he is using a PWM signal to control the spindle, and connects the wires to XGND and X1. Does it make any sense to you? I’m checking the manual once again.
I don’t know how he figured out how to use X1 for PWM input, the manual is less than helpful…
Worth trying to message him via YT or his site.
Have you tried using the second analog input VI2 instead of VI1 ?
(setting P708 to 4). The result should be the same, but maybe VI1 input is just defective.
Also, in a configuration where the VFD is driven by the PWM, apart from the RPM instability, can you adjust the RPM/frequency as expected when varying the M3 commands from S0 to S24000 ?
If you can and there is “just” an instability, I wonder if it could be fluctuation on the PWM signal level itself. If you have an ajustable power supply on hand, you could try feeding 0 to 5V on VI1 from it, see if the same problem exists (which would locate the problem at the VFD for sure). The VI1 input may be drawing too much current? Which brings up another point: some folks here have used an opto-isolated stage between the Shapeoko controller and their VFD’s analog input, which is a best practice for a variety of reasons. A search on the forum should allow to locate a few references for isolation modules should you decide to try that.
Good luck, I’m afraid the price to pay when going for cheap VFD/spindles is personal time invested in figuring out how to configure it from obscure manuals (I’ve been there…), and sometimes they ARE just faulty (but since yours runs just fine in manual mode, I would not think it is the case here).
1 Like
Using the cheap import VFDs has been an interesting lesson in buyer beware, finding and trying to read the manual for the device prior to purchase seems to be quite an important check of the quality and usability of the device.
1 Like
Yes the, M3 commands work fine they change the spindle speed, it’s just unstable.
I’ve tried something, I setted the VFD to 0-10V control and sent the M3 S24000 command, so the PWM signal was at 5V and the spindle turned half speed at 12000rpm and it worked just fine, no instability. So I guess something is happening with the PWM signal.
For now I’ve ordered a cheap PWM to 0-10V analog signal converter, I will let you know if it works.
Trust me, I have learned that lesson in the last two days.
1 Like
While you are waiting for your converter to arrive, it may be worth trying modifying PD0311 to ~512, and see if this gets you back to around to around 24000RPM with 5V input, still using that input configured as a 10V input. You would obviously lose resolution, but very fine grain RPM control is not necessary anyway, so worth a shot to have a temporary working setup.
Just tried, VFD set as 0-10V and PD0311 to 512. I can set the spindle from 0 to 24000rpm but it keeps inconsistent. Still a great option if your VFD does not support 0-5V.