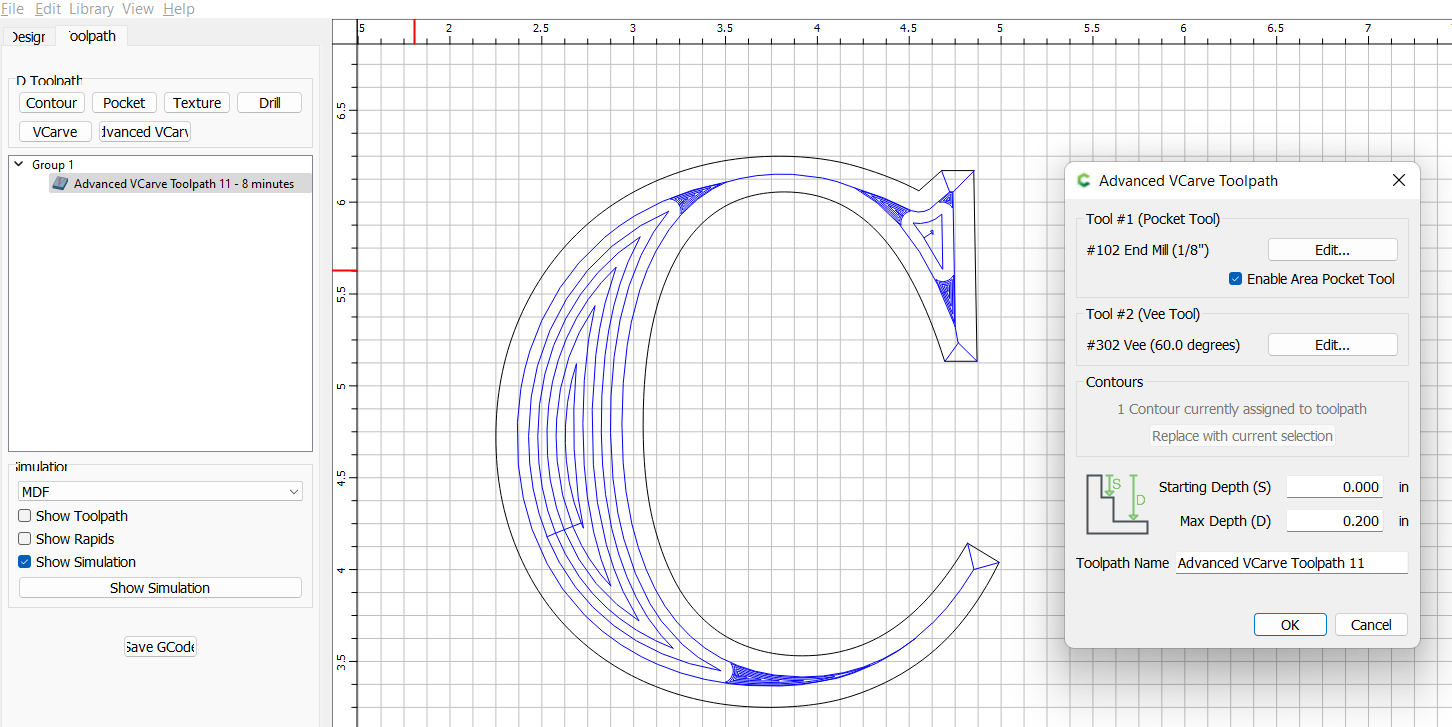
Hi all. I’m trying to create a simple inlay letter and am having some trouble understanding what I’m doing wrong. I’m just trying to cut a letter C, height 3", advanced V-carve toolpath, 1/8" endmill area pocket and 60 degree V-bit, depth 0.2":
I see 2 issues with the finished product. First, the pocket depth turned out to be 0.22" instead of the programmed 0.2"; this is despite double-checking the machine zeros and using the Bitsetter.
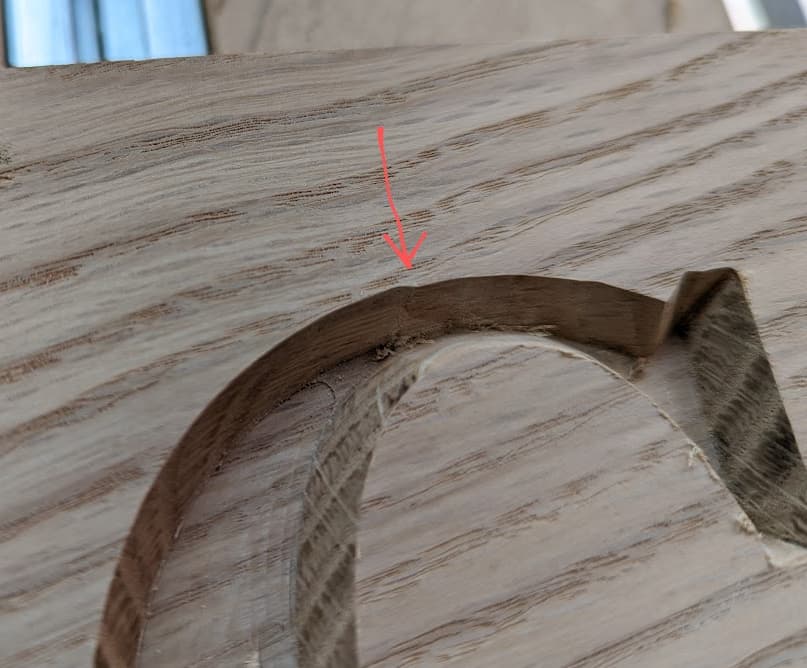
Second, there is a slight irregularity in the carve that is not shown in the simulation:
I think this occurs at the transition where the 1/8" endmill pocket ends and the V-bit takes over. I’ve tried replicating this at different sizes and the issue persists. Any thoughts?
I haven’t even gotten to cutting the plug yet!! Thanks as always to the wonderfully helpful members of this forum for helping this newbie out.
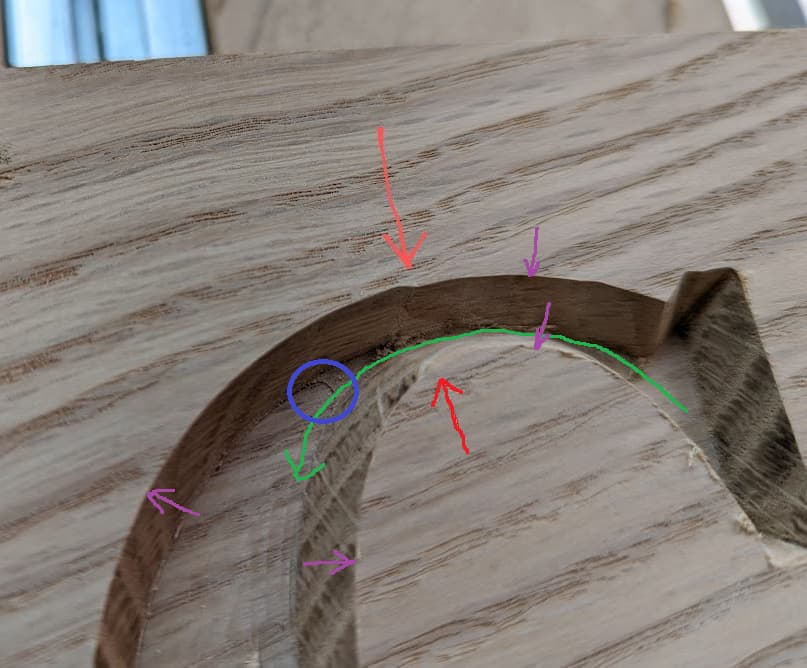
It’s past where the #102 is cutting — it’s at an area where the toolpath transitions from multiple passes (where it is cutting to the desired extent) to a single pass through the narrow slot (where it isn’t cutting as much as it ought)
If you notice the edge across from the irregularity looks good. (red)
I would bet the tool cut that valley from right to left (green)
Cutter deflection is exacerbated by the fact that CC likes to conventional cut, which pulls the cutter into the part, whereas climb cutting would push the cutter away from the part.
So in the open areas the cutter deflection is always going outward (purple)
In the valley, since it makes a single pass with the cutter fully engaged, the deflection only goes one way.
The 1/8" clearance cut ends in the blue circle.
Deflection is likely inherent to your router, and can’t easily be corrected. Better collets, shorter tool extension can help. But if it’s the router shaft, the only practical solution is to buy a better router.
With the machine off, grab the cutter & try to move it side to side, front to back.
Try reducing the depth of cut on the V-bit. Default is 0.080". Try 0.020" with a slower feedrate (30 ipm) and see if it improves.
Thank you @WillAdams and @Tod1d for your help so far. I don’t appreciate any significant tool deflection with the machine off and the bits are well-seated in the collet to minimize deflection. I’ve tried various F&S, including the defaults, and settings that are slower and faster. I’ve also referenced threads here and here, which have discussed issues with corners on various V-carves.
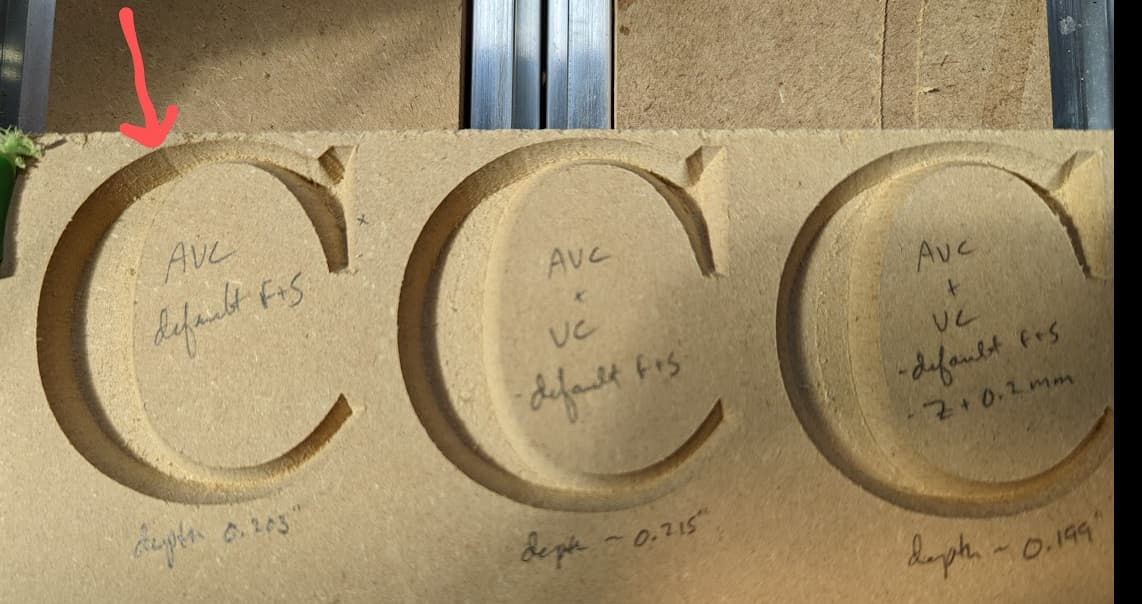
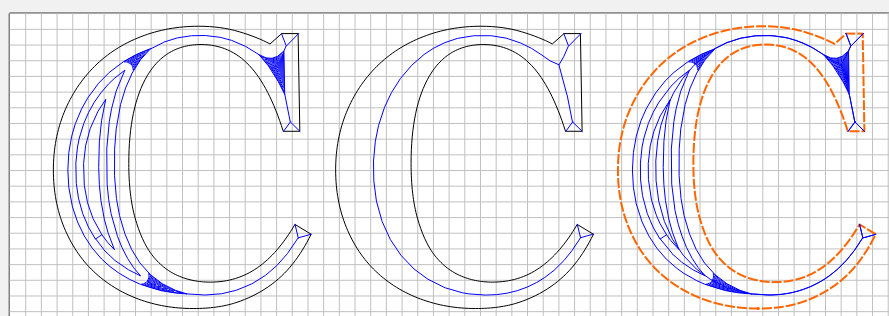
I’ve been able to pretty much resolve the issue by running the original advanced V-carve toolpath, and then running a regular V-carve toolpath. This seems to “clean up” the irregular edges left by the advanced V-carve toolpath. In the image below, the “C” on the left was cut with an advanced V-carve toolpath only and the “C” in the middle was cut with both an advanced V-carve and a regular V-carve toolpath. The “C” on the right was cut the same as the middle “C”, except I raised the Z-axis by 0.2 mm (a tip from one of the other threads). I don’t see much difference in the final cut.
From studying the cuts, the irregularities on the finished product correspond to locations where the advanced V-carve toolpath is trying to create a flat-bottom pocket in spots that are too narrow for the 1/8" endmill to clear. It uses very small stepovers to accomplish this, and as a result goes around multiple times in tiny increments. My hypothesis is that errors are amplified when the bit has so many small direction changes. The regular V-carve is just a single linear sweep through these areas so it leaves a smoother edge (but cannot leave a flat bottom).
These are also areas that are too narrow for the V-bit to reach the full maximum depth. I wonder if choosing a different font (ie, something sans serif) would allow for more consistent depth and reduce this error even more. Will continue to work on this. Thanks again everyone for your help so far!