Hey guys,
I’m trying to problem-solve an issue I’ve been having with my Shapeoko Pro and looking for the communities feedback…read below for more context and my problem-solving attemps but the short n sweet question is: what kind of tolerance in the X-axis should I be expecting from Shapeoko Pro when cutting a pocket that is ~400mm in length?
I’m cutting a simple pocket in plywood using 3/16" bit that is 400mm x 6mm. After cutting the pocket, I measure it with a steel ruler and I’m reading 398mm in the X and just under 6mm in the Y. I don’t think my ruler is inaccurate and compared it to another one to be sure.
Is it reasonable for the Shapeoko to be 2mm under my required 400mm length…? I’m running the machine quite slow (~1000mm/min) and with 0.7mm D.O.C…I doubt this is aggressive to the point I’m skipping steps with these settings…
I don’t think my CAM is the problem either since I did the following test: milled two holes separated 395.225mm center-to-center by manually jogging the machine through Carbide Motion (and raising endmill out of way in between the 2 points). When you include the diameter of the bit, the extremities of the holes should be ~399.9875mm. I’m still reading ~398mm…
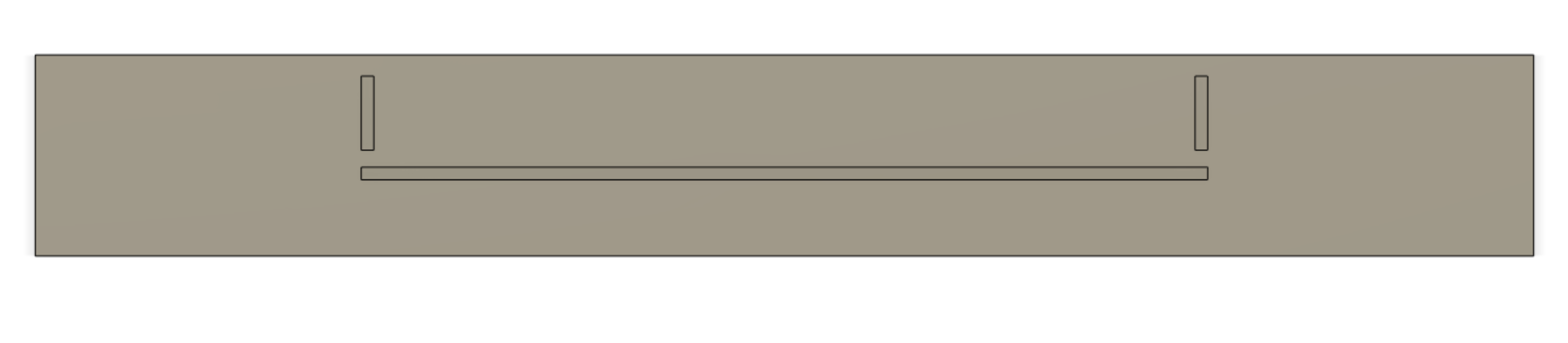
I also ran a .nc code from Fusion to machine what’s shown below. Vertical pockets cut first and then the long pocket. All pockets extremities line up exactly…all measuring ~398mm end-to-end…if I was skipping steps in the X, I would assume that the long pocket would be shorter than the extremities of the vertical pockets due to order of operations.
Is any of this normal or is there maybe a problem with the motor calibration of my system???
Thanks in advance,
Chris
