As I’m learning more and more about CNC, I am beginning to discover the limiting factors, and the main one for me has turned out to be depth of reach. When using modeling board, cutting objects which are 30-40mm in height and might have tight corners where only a 1mm endmill can reach is challenging. And there are often steep walls where you have to reach >20mm deep, so tapered endmills won’t often work.
But then I started thinking and realized that I have no idea how to approach feeds and speeds for such an endmill. It has a 25mm long part of the shaft where the diameter is only 0.95mm! Do I go with max spindle speed and feed very slowly (150-200mm/min)? Or do I try to scale everything down? Will the cutting forces be lower if I also slow down the spindle?
At 30€/piece, I’d rather not do too much wild experimenting, so I’m looking for any advice from people who worked with long, thin and delicate endmills.
(disclaimer: I don’t quite match the criteria in your last sentence but I choose to reply anyway )
It sounds like you are at a point where you would really benefit from using one of the calculators out there that model tool deflection (which is going to be the predominant constraint when using such long and thin endmills).
I too have encountered this problem but the answer for me at least wasn’t to use crazy long endmills (the 883 Pro is very unsuited to that), it was to reduce the depth an endmill would have to reach.
A couple of alternatives to super-long endmills:
Layers: Instead of cutting a 40mm-high object in a single setup, cut one 20mm slice, then another 20mm slice, then join the two slices together with some kind of bond or adhesive. This would be particularly suitable if you’re carving something like terrain.
Multi-sided machining: Cut one side of your workpiece down to 20mm depth, then flip it over and cut 20mm from the other side. This would be good if you’re dealing with something like figures.
I’m not exactly clear on what it is you’re making, are you able to elaborate?
Haven’t used them so keep that in mind but I’d look for directions from a manufacturer of similar endmills (or buy an endmill from a manufacturer that supplies feeds and speeds).
For example the DIXI Polytool 7239 looks pretty close and they supply feeds and speeds on page 165 of their catalog.
For a 1mm endmill in plastic (assuming that’s what “modelling board” is), they recommend:
240-260mm/min surface speed (38k RPM)
0.1mm axial engagement
1mm radial engagement
10-15µm feed per tooth (so 380mm/min with a single-flute at 38k RPM, or 240mm/min at 24k RPM)
But I’d consider what you’re doing to be really experimental. These endmills aren’t intended to be used for our class of machine, they’re made for rigid high-precision machines with high-speed spindles.
And the one thing I can absolutely say with 100% confidence despite never having used one of these is check your spindle and collet runout. Figure out which collet you’d use and buy a precision dowel pin with the same diameter and as close a length as you can to the endmill you want to use. Measure the runout at the tip with a dial indicator. With these delicate endmills, runout is super important. 0.1mm of runout might not cause too much trouble with a bigger endmill but with these tiny ones it’s the difference between cutting and just slamming head on into the stock.
If your runout is too high, you might need to look into high-precision collets or techniques like clocking.
I don’t think you’re going to have much luck, the only micromachining I’m aware of using Carbide 3D’s machines is @wmoymilling graphite and the folks using it for PCBs. Both of those cases use V-bits.
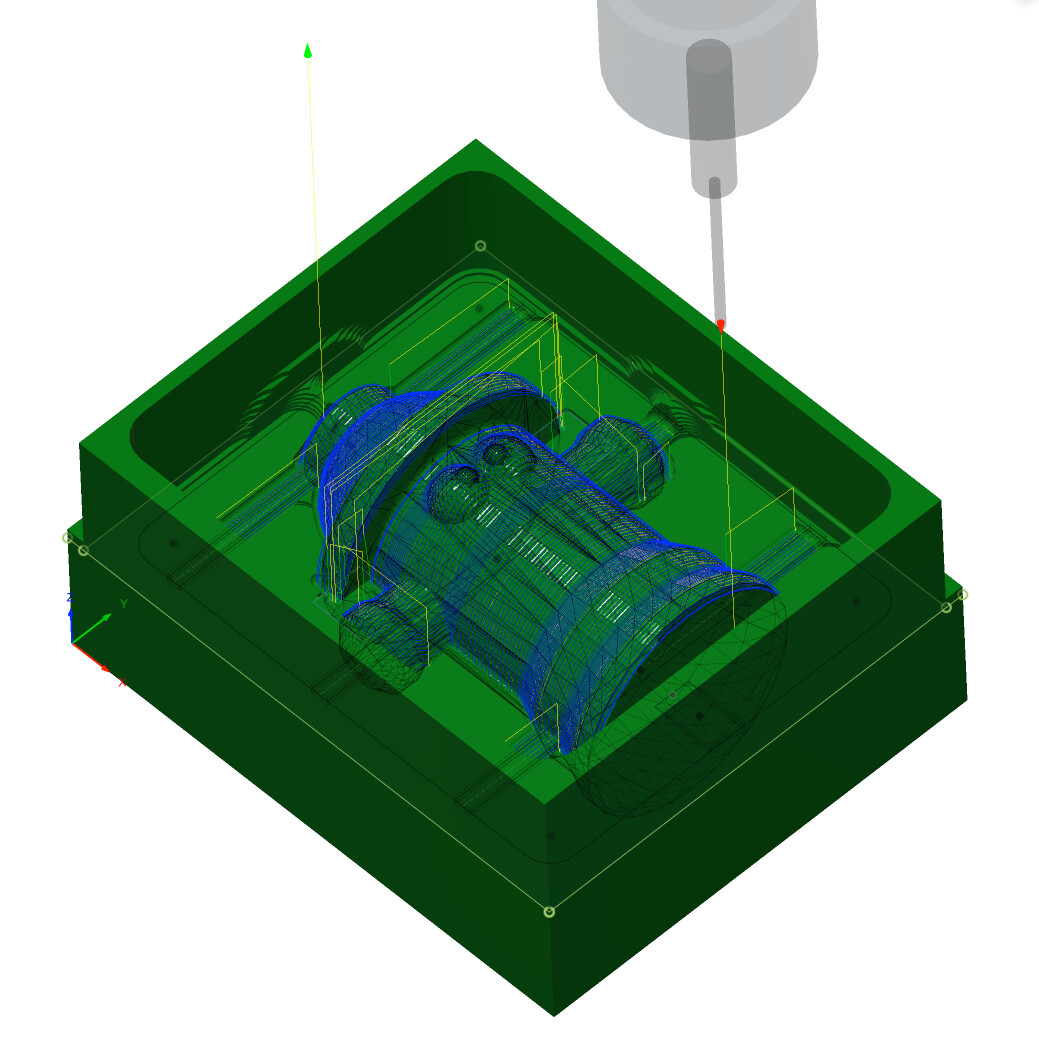
Notice the vertical walls, and the tight areas between the figure’s “arms” and “hat”. Before somebody asks, I can’t remove the external walls, because the part needs to be flipped over and these are used as supports (and a reference) for the second setup. I could use a large piece of stock to provide more space around the vertical base of the figure, so that I can use a larger diameter endmill — but that’s just solving one particular problem. I’ll still hit other places where I do need to have long reach with a small diameter, if not in this figurine, then in others. And my daughter will tell me that this whole CNC thing doesn’t really work for her designs and 3D printing is better — we wouldn’t want that, would we?
I contacted Nachreiner and they seem to be fairly confident in their tools and the values their calculator provides. Me, I’d not risk a 1mm cutting depth (1 diameter) as in their base values, I’d rather start with 0.5mm. But I think they are also assuming I have a more precise machine than the Nomad 3.
The difficulty of doing this is somewhat mitigated by the fact that I’m cutting modeling board (similar to RenShape 460, slightly harder), which is a very forgiving material. See this video for an example: https://youtu.be/GQOlxf5P8NY
I decided to go ahead, buy two of those endmills and try how things go.
Slicing should work well for this model. If you take your model above and break it into 4 slices from bottom to top (along the Z-axis), you’ll have 4 slices, 10mm each. Easily machinable. You can mill a few holes to accept alignment pins and use those to assemble it, perhaps with some adhesive or bonding compound to hold it together. Some very light sanding around the seams should make them close to invisible or, since you’re using plastic, maybe you could do vapor smoothing like the 3D printing folks do. Or just throw it in a tumbler.
If you can fit all the slices on the Nomad table at once, you could even do the whole job in a single setup, no flipping to speak of.
That might also give your daughter some interesting flexibility, for example she could embed lights or speakers in the figure, since you’ll have the capacity to mill interior cavities.
If it really does need to be solid, you can solve the problem with alternative workholding. If you mill out a negative cavity into another piece of stock, that cavity can support the workpiece when you flip it over. If you still can’t reach the areas around the arms and hat that way, another option there is to do 4 setups, one for each side. Since the part looks roughly cylindrical, you could potentially make one fixture that you can reuse for all the setups.