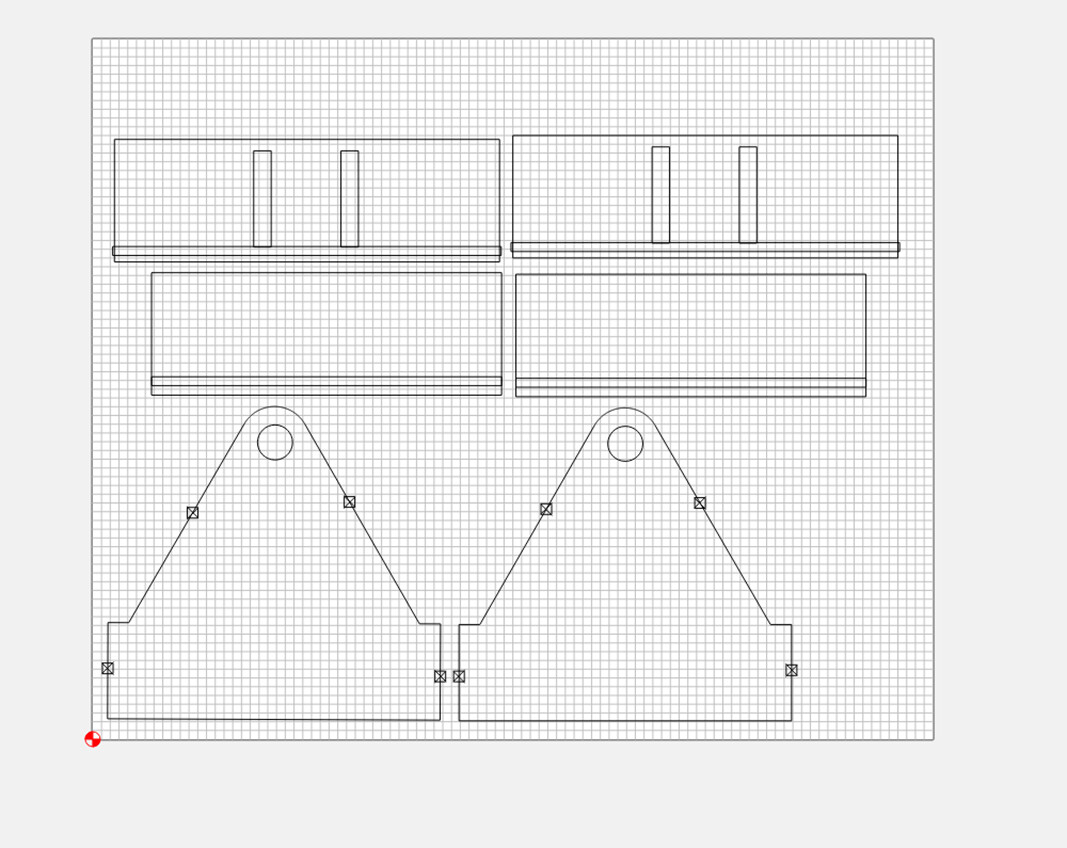
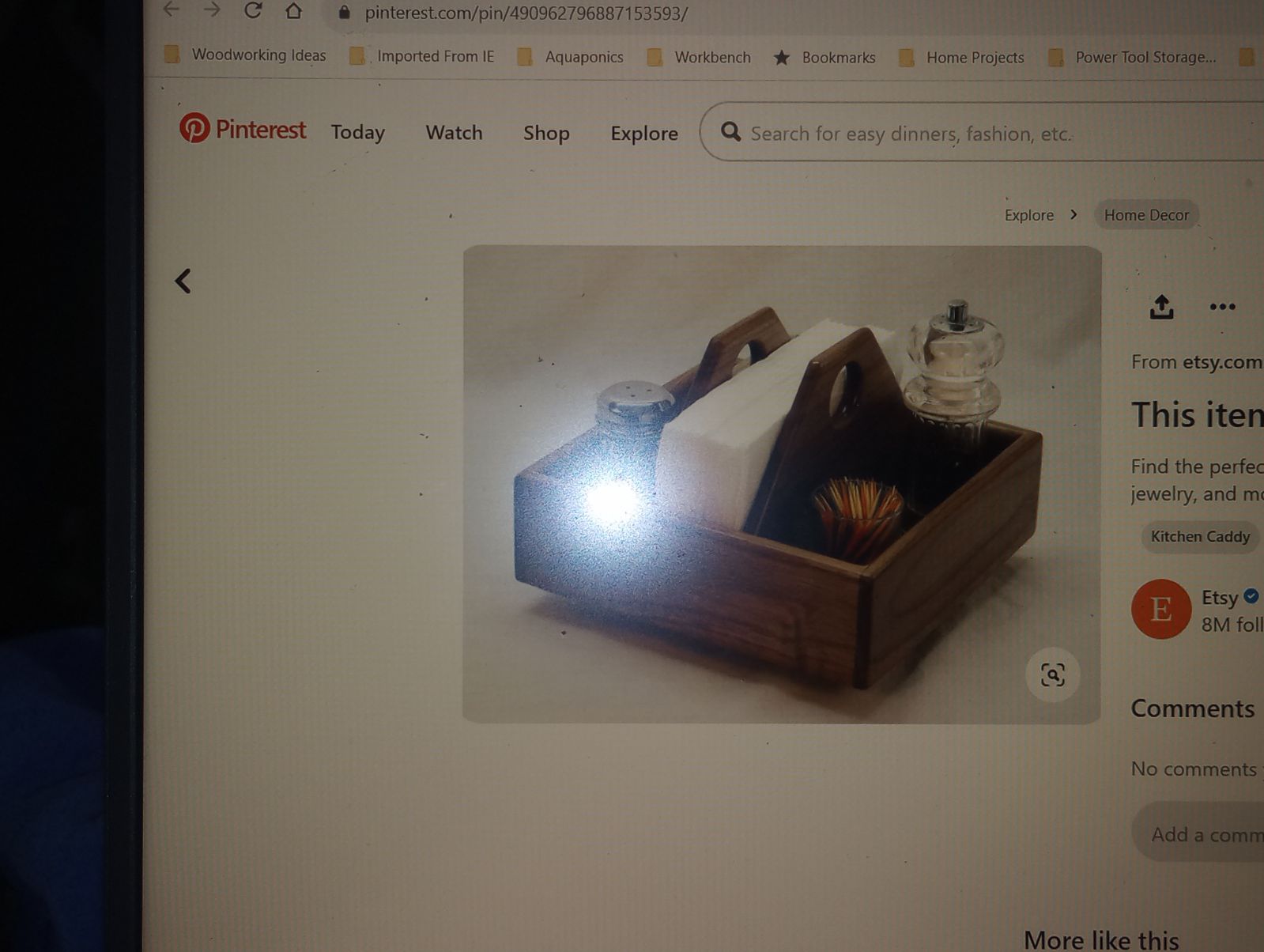
I’m making 24 of these Table Napkin Holders. I would like to use 1/2 Baltic Birch with Hidden finger Joins for the Joints. My drawing has a slot for a1/4 Baltic birch bottom, but if I could make the bottom the Hidden Finger joint I would. The Photo is the concept and I have the dimensions for what the inside compartments need to be.
The 2 big compartments are 4" inside by 9" long. Center compartment is 2" wide by 9" long. The height of the handle are 9" high and the fit into the 2 pockets that are cut out. Napkin Holder Rev 1.c2d (88 KB)
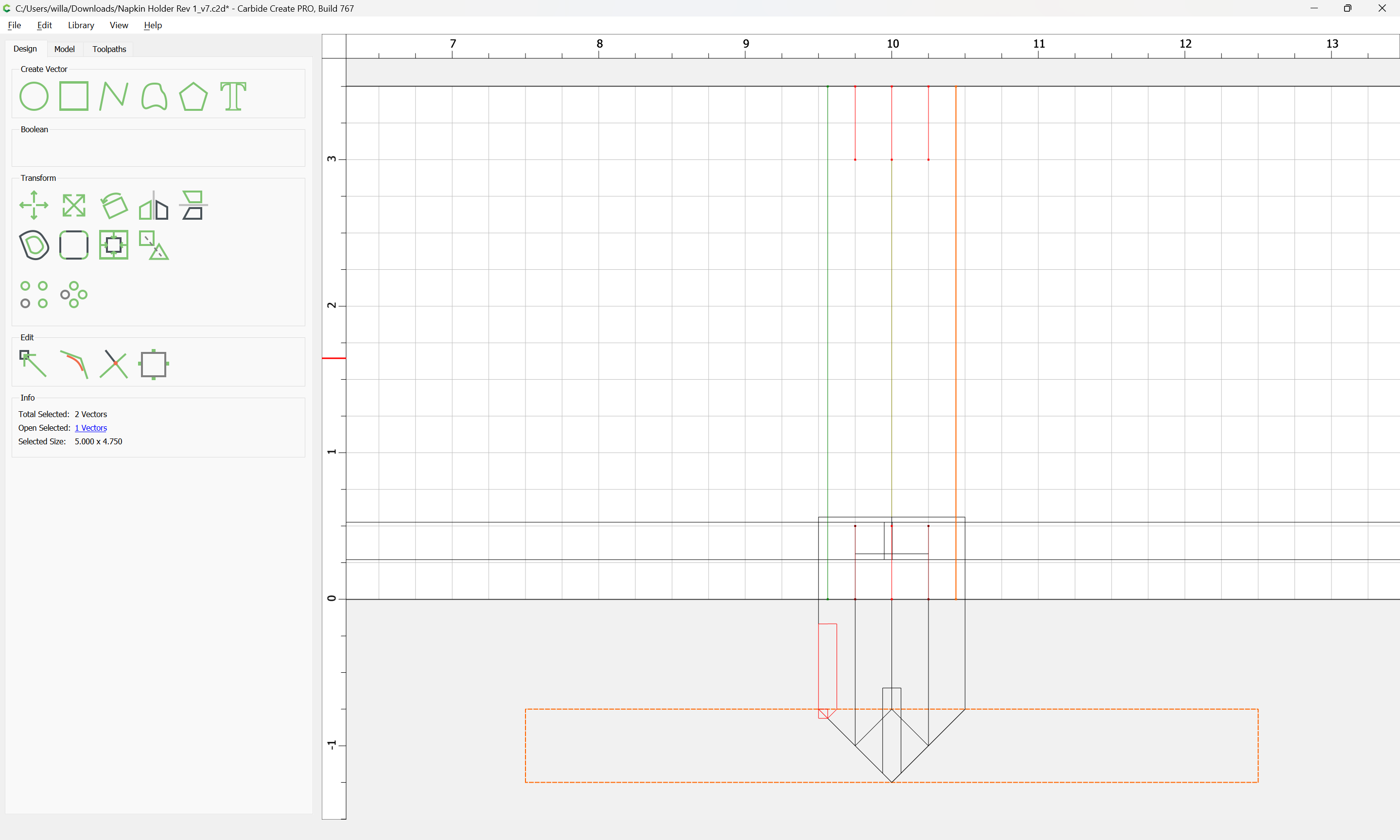
It will be further necessary to continue this V so as to have a blind miter — the easiest way would be with a tool sufficiently large to cut this entire height/width, but that would be almost impossibly large for the trim routers folks use (I will spare you the story about the attempt to use a quite large tool which it turns out was not balanced well enough — that Z-axis still squeaks sometimes).
Instead, we draw up a #301 and work out using it as a reasonable compromise.
Gets us the rest of the way there — I believe it’s easiest if the Stock Thickness is used as the length for the miter area, so we draw lines of the appropriate length:
Note that at this point, selection gets a bit tricky, so it’s probably best to create a Layer for each sort of element/toolpath/depth, so in this case:
Next we need to draw up the box joints — there are a couple of considerations here, and a prime one is that we will need a tool narrow enough to relieve the material for the narrow V tool, so we will use a #102 (or other 1/8" square endmill) for this.
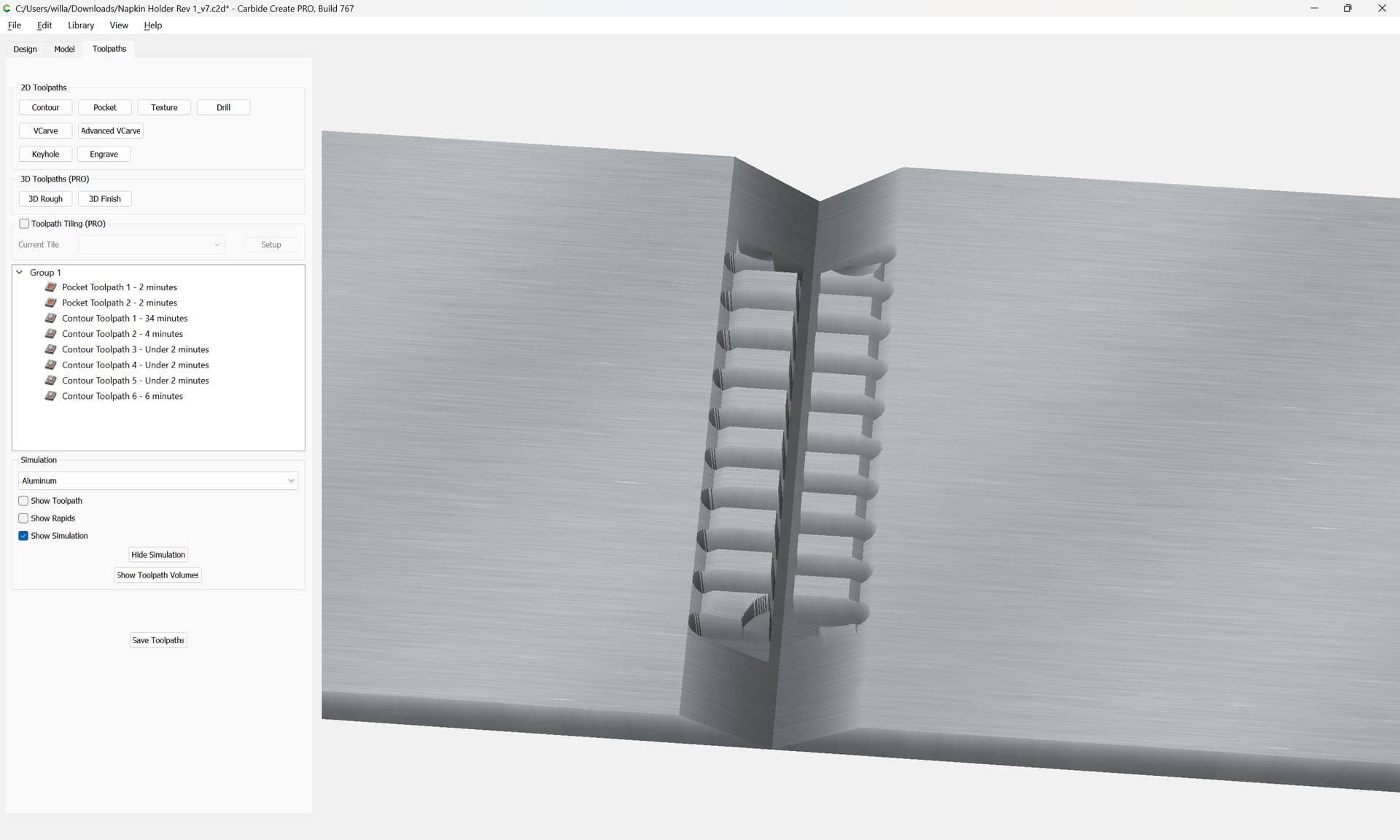
A second consideration is whether we relieve the tops/ends of the joints — doing so would greatly reduce the voids in the joinery, but also greatly increases the complexity, and moreover, requires the usage of roundover tooling which Carbide Create cannot directly preview:
So, the best option is to relieve by some height — a convenient value to use is the radius of the small tool used, so:
Since we are using a 1/8" tool, we may use any width greater than that for the joints — all the possibilities have various tradeoffs, but we will try something which lines up with the grid, since that lends itself to simpler working with the geometric elements.
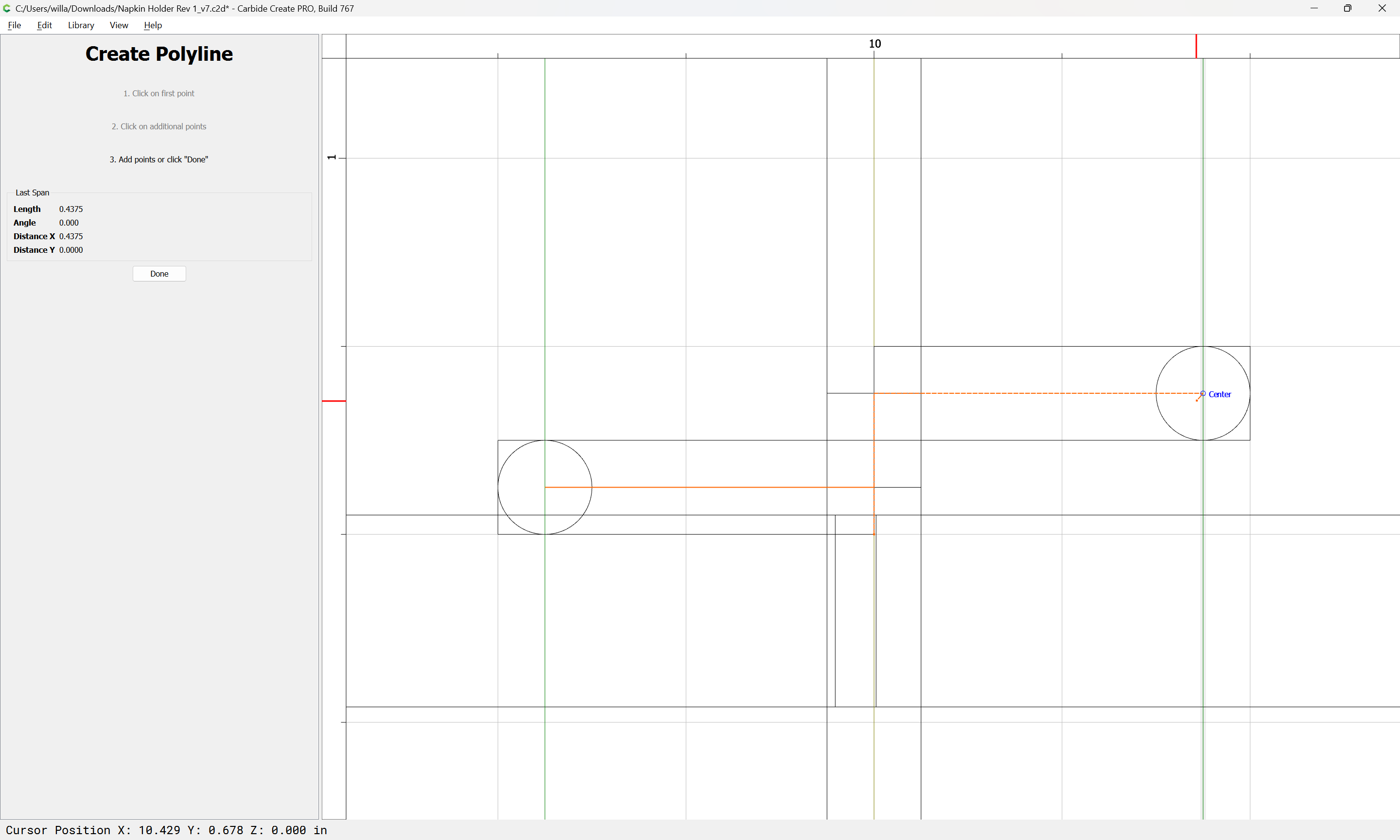
The first consideration is we need a central channel as narrow as the tool, which reaches past the stock by at least the radius:
and then we will need alternating rectangles which each describe a void for the opposing box joint to be cut into — but, if the rectangles are made at this size, a tool will not be able to reliably fit into them, so we instead draw in some circles to describe the tool in overhead view:
if using a belt-drive machine, make sure that you have calibrated for belt stretch:
do a test cut/fit first (I’ll spare you the story of the all-nighter chiseling a similar joint to make it fit)
the 1/8" tools which I use for this sort of thing are a 90 degree 1/8" V endmill made by Kyocera sourced from Drillman1 on eBay, and a 1/8" downcut tool from Carbide Tool Source
If you have any questions, could make a note of any aspect which was particularly difficult to follow, please let me know — I believe this is the version I’ll be writing up at:
One final thing I just noticed — there aren’t any dog bones on the pockets for the vertical handle/dividers — you’ll either need to square them up w/ a suitable chisel or use a rasp or file to round the ends of those parts so that they will fit.
I’ve purchased the 1/8 endmill from Carbide Tool before. I’m having a hard time finding the 1/8 90 degree v bit. Do they make a 1/4 shank set up like your 1/8 endmill? Does it only come in 1/8 shank? Been looking through Ebay have trouble finding it.
To add them to the fingers above it would be necessary to draw in a brief 45/135/225/315 degree movement the distance necessary to create the dogbone.
I’ve done them in other joints, but I find them unattractive and an unnecessary complication (says the guy who can’t get the afore-mentioned dry-fit pencil cup apart).