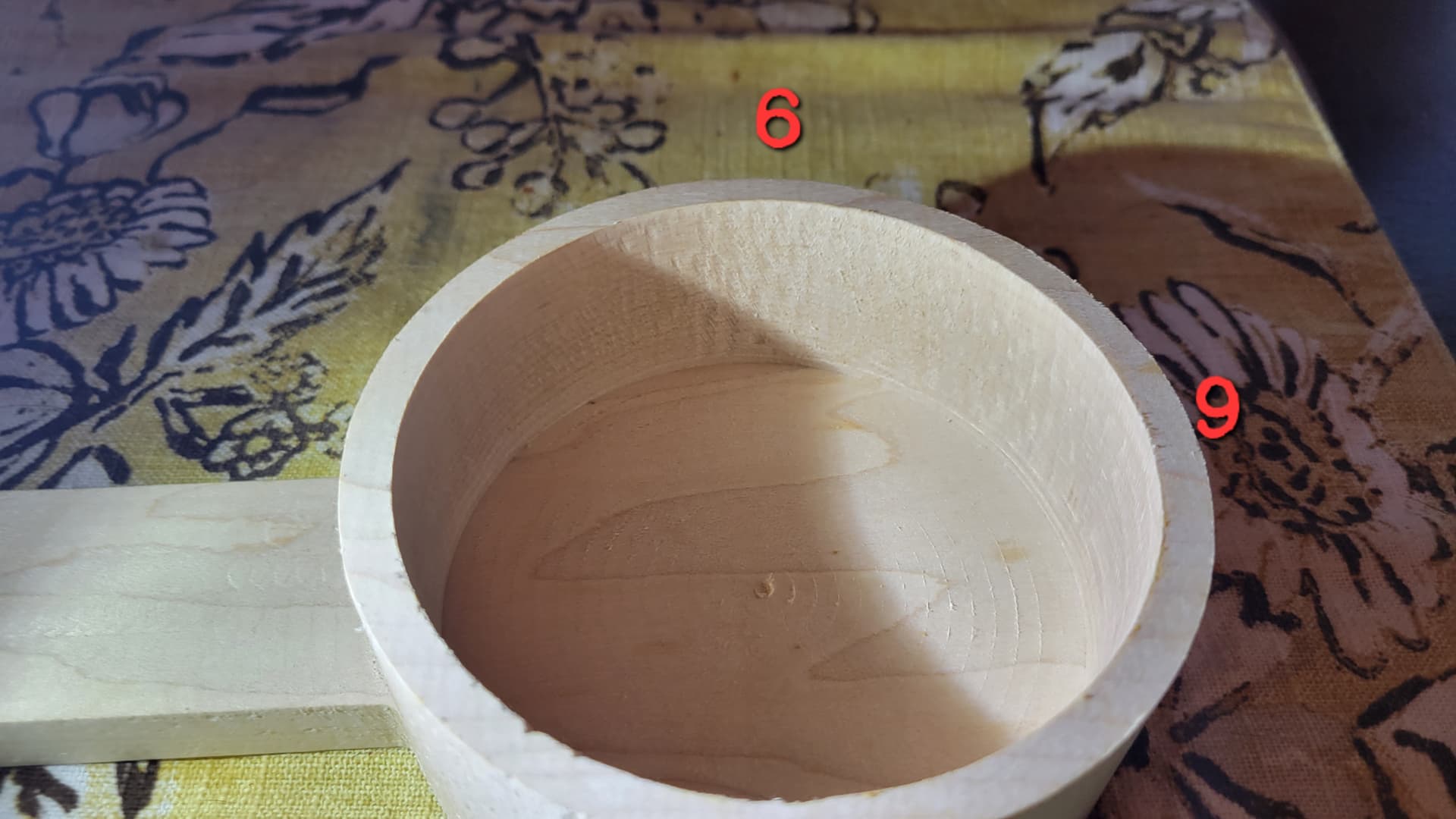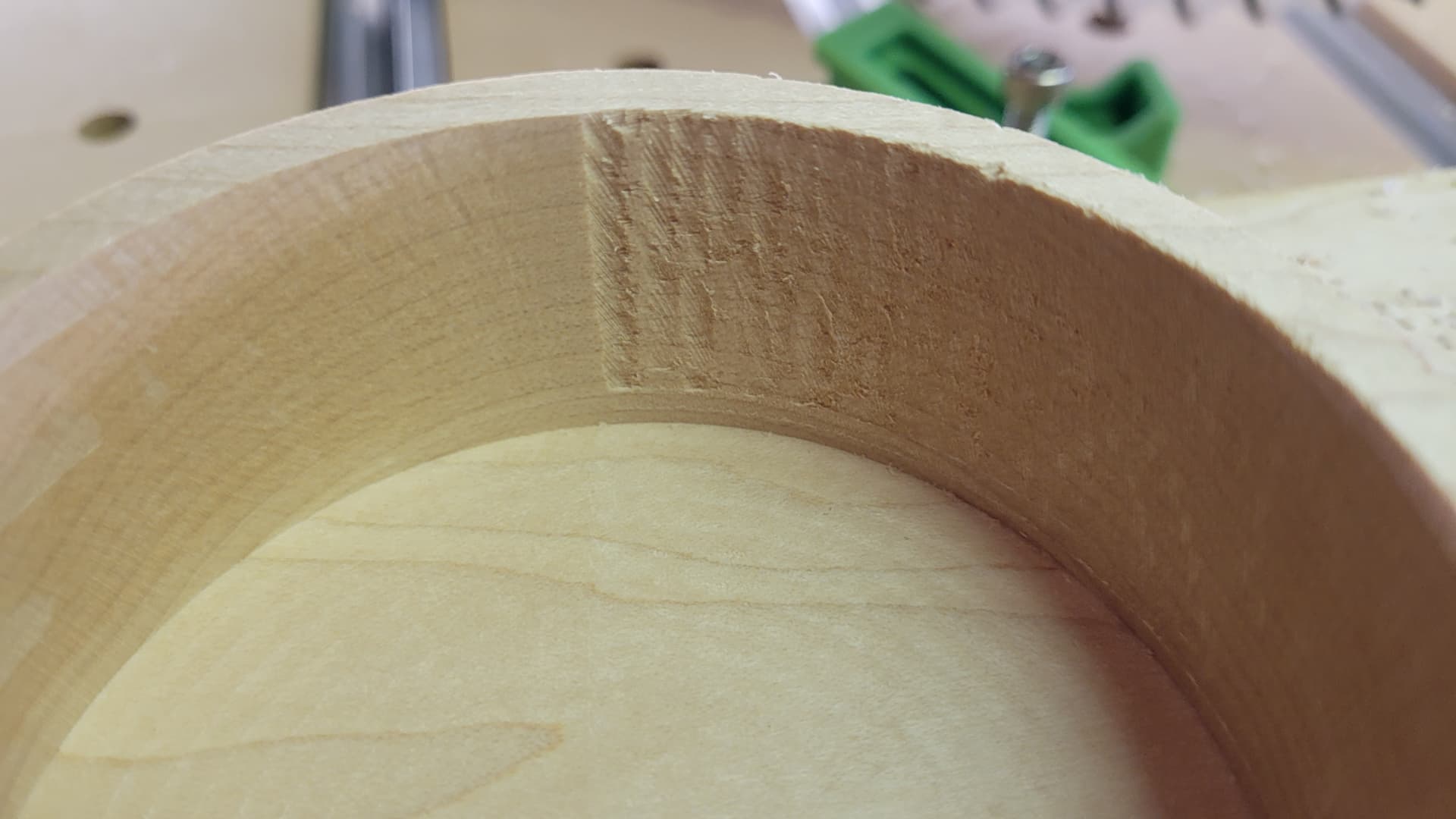

I was playing around with cutting a pocket to make some little bowls. In a few areas there are gouges like in the attached picture. Other areas are perfectly sooth.
I was using Cadence MFG 1/4" extended reach end mill.
Any thoughts?
I was playing around with cutting a pocket to make some little bowls. In a few areas there are gouges like in the attached picture. Other areas are perfectly sooth.
I was using Cadence MFG 1/4" extended reach end mill.
Any thoughts?
Leave a roughing clearance and take a full-depth finishing pass.
Chatter marks from the tool being pulled laterally / sideways into the cut, or deflecting angularly into the cut.
Check the play. With the machine on & the spindle off, grab the end of the tool and try to move it side to side, front to back. Does it move? If it does, is it just the tool or shaft of the spindle deflecting, or the whole spindle mount / Z axis moving side to side?
Has the spindle been trammed? It looks like the left side of your picture is pretty smooth, and the right side has the chatter. Does the chatter occur only on the right side? and all the way around the right side? This could mean the tool is leaning a bit to the right, and the entire flute length is removing material on the right side, increasing the cutting forces enough to pull the tool into the material.
You might consider following a rough / finish strategy. Use the Pocket path to rough out the pocket to depth, but with a 0.005-0.010" stock left on the wall. Then come back & clean up the wall with a single pass that climb cuts (counter clockwise for an inside pocket).
So, say I’m trying to do a 2" round pocket 1" deep. First cut out 1-15/16" pocket at .1" DOC (ten passes), then do another pocket at the final 2" with a more aggressive DOC, like .5"? Should I also throttle back feed rate for the final pass? Thanks Will!
Where possible avoid slotting and add geometry and cut as a pocket
and/or
and consider leaving a roughing clearance and taking a finishing pass.
Looks like it is smooth when cutting with the grain and rough against the grain; this could be tear-out possibly made worse by chatter/deflection. Is the cut rough in two opposing quadrants? What kind of wood is this. I’d try a rough cut leaving 0.5 mm and do a finish cut to the desired size in a single, full depth, pass.
I surfaced the spoil boards 2 weeks ago and there was no ridges so I didn’t bother tramming. I’ll have to take a closer look when I get home, but now that I think about it the rough marks were on each bowl from 12 to 3 o’clock position…
A quick test would be to rotate the stock 90 degrees when cutting a second test.
Interesting that it only happens from 12-3, and not from 6-9. That would seem to indicate a combination of cutting into/against the grain, and tool slightly out of square & cutting more than the 0.1" DOC only on the right side.
Here’s a 2" x 1" round pocket that uses a 1/4" tool rough out the pocket with 0.010" finish stock. Then finishes it with 0.5" DOC & climb cuts.
Logan_2x1_pocket_test.c2d (192 KB)
I have a 4" OAL 1/4" bit. That is quite a long bit for a Shapeoko. When the router spins up I can hear strange sounds. I stop the job and remove the bit and reinsert it and tighten the bit up. A really long bit is easy to spin out of round. If I remember the Cadance bit is 3" OAL so it is possible as @Tod1d suggested the combination of end grain and the bit being out of round may be causing this. End grain is the toughest to cut without tear out. I turn on my lathe and on solid wood the two sides with end grain will have tear out. It usually requires a lot of sanding to get the end grain smooth enough to finish the bowls. I suspect the same is happening with your bowl. Although your tear out is excessive it may be your bit is just running out of round.
Depending on what router you have the bearings may be bad or going bad. To test this turn your router off and have a bit mounted in the router. Pull on the bit back and forth and it should not have any play. Many Makita/C3D routers have the bottom bearing go bad and the router spins out of round when under stress.
When I get home I’ll confirm where rough areas are and see if there is a constancy.
Spindle is new, maybe 8 hours of run time. Same with the Shapeoko 5 it’s mounted on. Bit was brand new, 0 hours.
@Tod1d thanks for making that file. I’ll look it over when I get home.
Back to my “real job” ![]()
Here is a full 360 of the bowl. This file has two bowls connected in the center. Both bowls had defects in the same relative positions.
I checked the spindle/mount/gantry for wobble, nothing to report. Nice and tight.
Bowl and scoop 01.c2d (484 KB)
This is the file I used. Ignore the things on the right. I’m using one piece of stock for two projects. The telephone looking thing is what I cut out.
I increased feed rate in CM to 140% which made it 112 IPM. Material was Maple.
Thanks again everyone for the insights.
I see that a lot in maple and think it is the direction your bit is turning plus the direction the gantry is going. But that is just my 2 cents.
Here’s your latest file modified to rough & finish with climb cut. Give it a try.
Bowl and scoop 02.c2d (492 KB)
I also moved your outside profile to the last path. Doing that first can remove some stability for cutting the pockets.
This topic was automatically closed after 30 days. New replies are no longer allowed.