Sorry Tod, fairly new to this and just can’t get me head around getting a slope in with a ball end mill
Take a look at how I did it & see if it makes sense.
belfast cutout tod.c2d (60 KB) (CC V815)
1 Like
Cracking Tod, thankyou.
I have done the additions to the one side which all seems ok, how did you put the grey box over them? i have been trying to copy and paste.
cut out done by Tod grooves one side.c2d (64 KB)
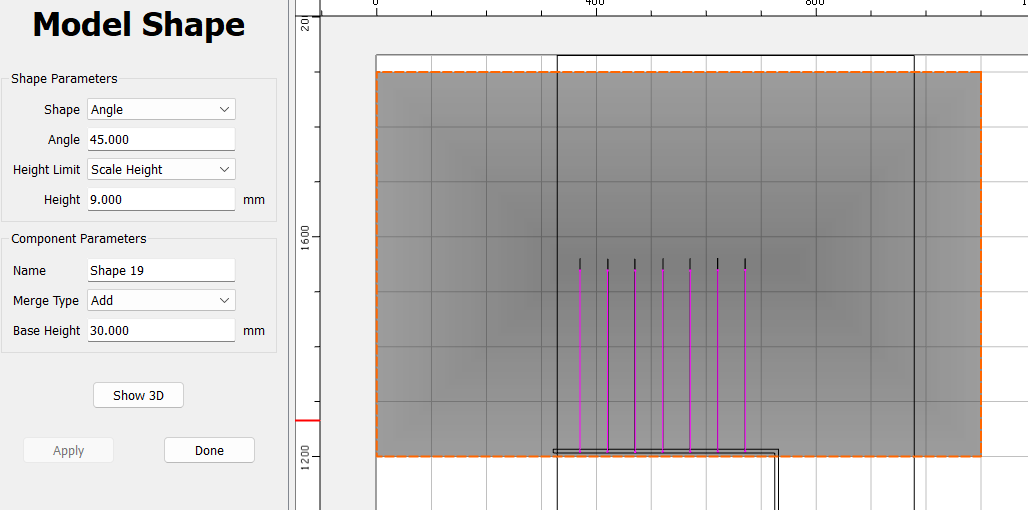
Take a look at the model shape, and build another one for the other side.
Copy the big rectangle. Adjust the 9mm to be the height of your slope, and adjust the 30mm accordingly, So they total 39.
Thankyou Tod, would this
cut out done by Tod grooves both sides.c2d (80 KB)
work ok?
1 Like
Looks like you got it, brutha!! ![]()
Double check the 9mm height of the 3D components. I used 8mm plus 1mm above the top to make sure the tool is ramping above the material. So the total height (component height + base height) is 39.
With the current stepover the tool is making 4 passes for each groove. Adjust as desired.
Also double check your feeds/speeds. I didn’t touch those.
1 Like
Thankyou Tod.
I have just run it on the machine and the 9mm is possibly a bit deep, everything else seems ok with speeds, if i change the 9mm setting to say 5mm will it still keep the angle (what i mean is will the grooves still be the same length but just with a slightly different angle?
Tod, am i right in thinking that if i change the base height to 35 and height to 4 this should give me a groove of a total depth of 5mm?
No that would give a total groove depth of 3mm. For 5mm you want 33 & 6
1 Like
Thankyou Tod.
I will give it a go.
5 posts were split to a new topic: Creating an image suited to V carving from a colour image of a coat of arms
Hello Tod, here is a picture of the oak worktop cut out.
Just a thought, the carbide 201 end mill cuts out the centre well but do you think there would be a cutter more suited to this?
Also the ball end mill does the grooves well but it goes straight to full depth, would you have an idea how to get it to do it with 2 passes to get to the full depth? just considering the life of the cutters!
Utility standard top.c2d (80 KB)

My goto tools for a big square cutout would probably be a jigsaw & hand router with a guide.
For the CNC, since it’s going to be a visible edge I would rough it with a Beast or Hog roughing tool, and finish with a straight flute std router bit.
For the grooves I would Just run the same path higher. 5mm deep so set the top of the stock to -2.5mm & run the path, then set it to 0.0 and run again. I might even go -4.0, -2.0 & 0.0 on maple.
1 Like
I have a similar cutout to do.
I used the CNC to make an MDF template. I drew a line on the counter top and used a jigsaw to get close and then a hand router with a bearing to clean up as @Tod1d suggests.
This pic is a test piece I did. I have not done the real one yet which is 108” long. I would like to get another scrap and test the process one more time.

3 Likes
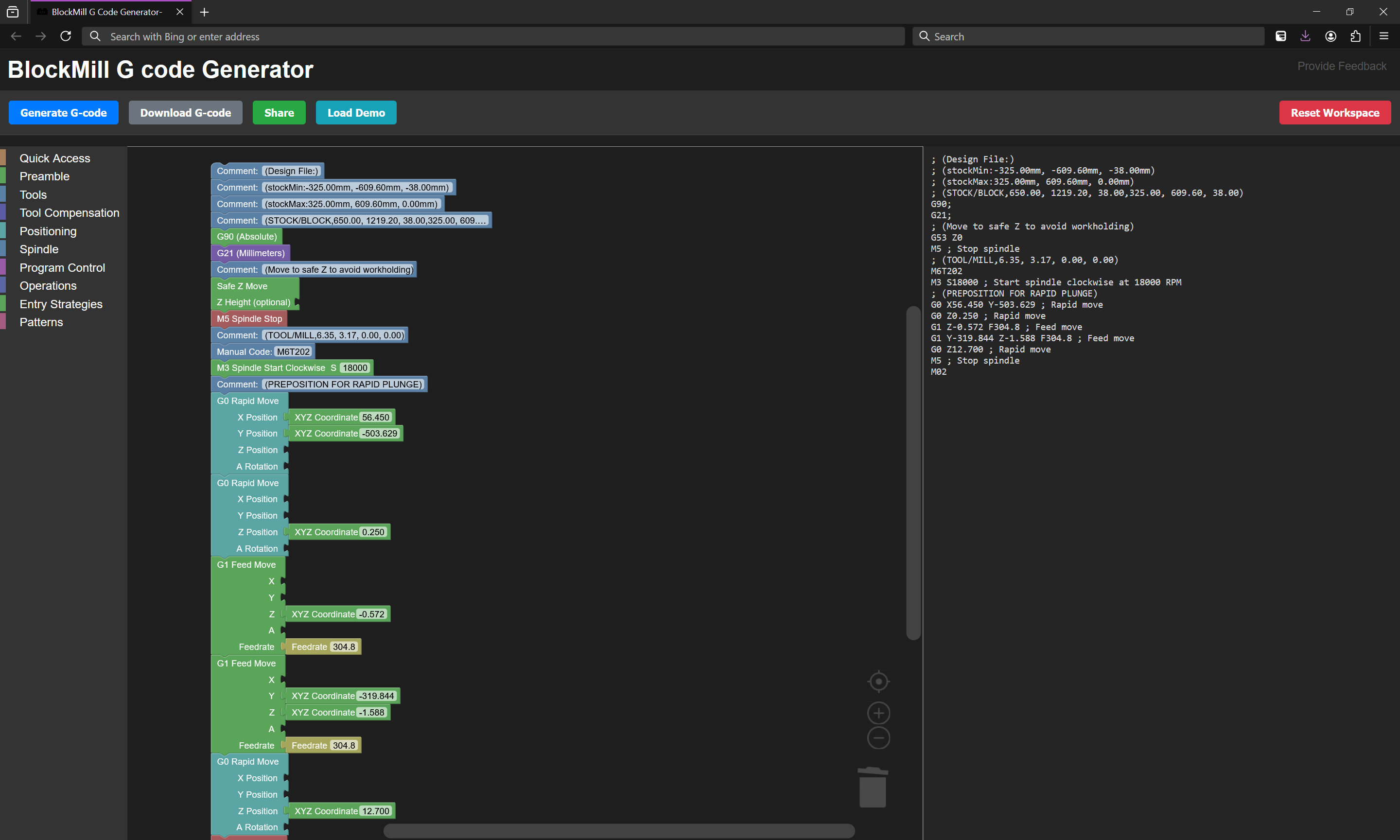
Here is a tool and a file which makes an angled cut such as-is requested:
Hello William, which file is this? i can’t open it from here.
click on the link — that should open the program in:
then you can review the blocks and adjust them (to make additional angled cuts or to have them cut in multiple passes) and then you can save the G-code and send it to the machine.
Thought that this alternative method of making G-code which meets your needs might be of interest.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.