So I decided to tackle aluminum last night, shattering my new #274-Z (1/8) endmill, trying to mill aluminum. I used the stock Carbide Create settings provided when selecting the tool bit. This was a contour selection for the edges of the block. (Image provided at bottom)
I modified the starter project (which I did in wood already - twice). The endmill tackled the pocket with no problem (added an air assist)
Usual preface, I’m with PreciseBits so while I try to only post general information take everything I say with the understanding that I have a bias.
Not sure I completely understand but I’ll try to address some of this.
The first thing…
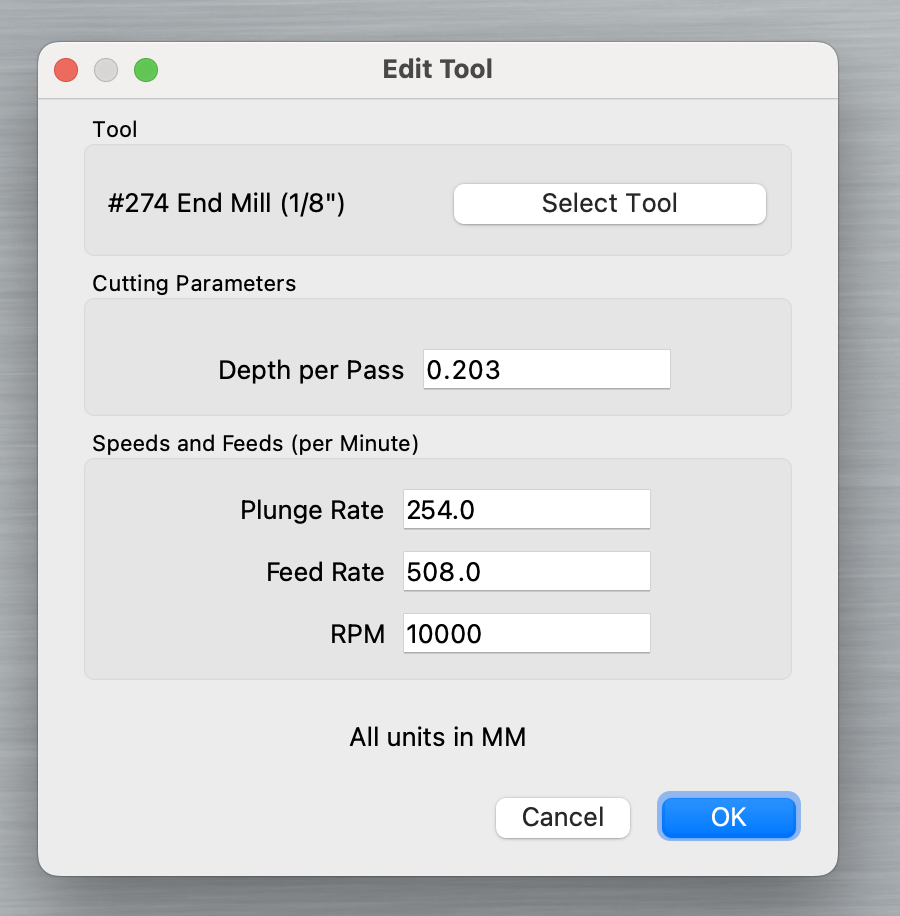
Doing this without proportionally lowering the feed increases the stress on the tool. I checked the defaults on CC and it lists basically your screenshot settings but at 24000. To understand this you have to look at chipload. A simple version of chipload is that it’s the size of the chip being cut per flute per rotation. So the default chipload is 0.021mm (Feed / RPM / Flutes). By altering the RPM only you have changed the chipload to 0.051mm. This is over twice the chipload and therefore, all other things being equal, over twice the load on the tool and machine.
In terms of why it might work in the pocket and not the profile is due to one of those “all other things being equal” issues. If I look at the default pocketing for this tool in CC it is taking a 50% stepover. This means that the tool is only 100% engaged in the very first part of the cut. In your contour you have 100% engagement all the time causing more load on the tool.
I won’t comment on specifics as there’s things I don’t know that make me uncomfortable giving any numbers without them (aluminum grade/temper, hold down, tool geometry, runout, stickout, etc.). I will say even without knowing the specs on that tool that you shouldn’t be too worried about the RPM. The things that can kill a tool based on RPM are surface speed and chipload. For surface speed even at a VERY conservative 600 SFM you can run a 1/8" tool at 18,000. A decent tool in most grades of aluminum should be able to do 800 SFM which takes you over 24,000. Chipload depends on the material, tool and machine.
A couple of quick things as you said you’re new.
Especially when machining metal make sure you are using a rigid hold down method. Something like blue tape and CA is fine but I would definitely avoid things like double sided tape.
Make sure you are leaving as little of the tool sticking out of the collet as possible. You don’t want to bottom out the tool or insert anything that isn’t smooth shank into collet though.
Make sure you are snapping you collet into the nut before using them in the spindle. This isn’t obvious and can lead to a lot of potential issues.
Hope that helps some on the why. If you want more on anything above or more on the deeper side than CC defaults on cutting parameters let me know. There’s a bit of a limit on what I can say about specific tools though due to my previously listed bias.
I did make sure the block was pretty rigid and held down (Videos online helped me)
Yeah, that was another point I made sure was good to go. The endmill was in the collet pretty securely. Out of paranoia, I ensured I could not get the endmill out quickly and easily.
I think with not adjusting the other items besides RPM is what did it for me and this failure.
In terms of why it might work in the pocket and not the profile is due to one of those “all other things being equal” issues. If I look at the default pocketing for this tool in CC it is taking a 50% stepover. This means that the tool is only 100% engaged in the very first part of the cut. In your contour, you have 100% engagement all the time causing more load on the tool.
This part really helped explaining it to me.
So technically, if I left all items as a default, my breakage would not have happened, in theory?
Just really bummed that I broke a new endmill so quickly the next day. Oh well, lesson learned!
Only a random thought here (as hinted at by @TDA) is some aluminum alloys are trickier to machine than others. If your block is of unknown origin it might also be a softer alloy gumming up the cutter causing it to work great to start but head toward failure?!? End mill flutes post breakage look clean/sharp?
Be careful with this. The spec for an 1/8" ER11 collet torque is 18 ft-lb. Any more than this and you can end up damaging something or causing more runout.
Are you snapping your collets into the nuts before mounting them?
Assuming that the CC feeds, speeds, and stepover are correct for the tool and material then yes. Functionally the force is cubic material removed per flute per rotation. So any increase in chipload, stepover, tool diameter, or cutting depth increases the forces proportionally. How much something can take depends on the material, tool geometry and carbide grade.
It gets fuzzy and hard to give a hard “yes” though as it’s possible to run that size tooling much harder than those numbers. It depends on the tool geometry, specific material, and rest of the machine setup to determine if you can. I have tried to avoid some of this here as you said you’re new and they turn into deep rabbit holes.
Yeah, we all know that feeling. I remember when I was first starting out and was testing a 3/16" tool. I messed up my Z zero and plunged it through 1" of MIC-6 aluminum that was my CNC base. That was a fast and expensive learning experience. The extra fun part was that I got to stare at my mistake for years to come from that hole.
This is true. I’m assuming that they are mostly okay as they completed a pocket with those setting. That leads me to think that it’s either a 5000 or 6000 series aluminum.
In general though it’s always a good idea to know the grade you are cutting. Settings that will work for 6061 will fail on 1000 series or 6062 if not aggressive enough e.g. Nomad3 Aluminum - #10 by TDA
As I said previously I’m trying not to overwhelm you as you are starting out and trying to use recommend settings and tools. But if you do want to go deeper into this, or there’s something I can help with, let me know.
Just as an overall update - Your advice helped - I cut the contour lines with at default and with the bigger Brother endmill bit.
I will be ordering some Aluminum blocks, so thanks, and I appreciate the guidance in what to purchase and somewhat avoid.
I think what gets me lost is that outside of this forum and some of Carbide’s older videos from @wmoy It’s hard to find a single point of “starting values” synced with material types for the Nomad 3. I don’t expect to get spoon-fed the information; I just wished there was a wiki that provided some “noob” guidance.
The forum has been great, and I sincerely appreciate it;
I aim to be comfortable taking drawings and programming them in CAM from inside, mainly Solidworks or, if need be, Fusion 360.
In general I’d say use 6061 unless you have a good reason not to. It’s one of the better machining grades and there’s more info on it than almost any other aluminum.
It’s honestly hard in general to have any general guides with as many variable as exist between machines and tooling. I’ll give you the simplified version as best I can though.
First there’s a few things I’m going to be referencing that you’ll need a basic understanding of. These will all be simplified versions.
Chipload:
As I already touched on this is the size of the chip being cut per flute per rotation. It's technically the widest part of the cut as all chips are cut at an angle. This is ultimately the most important factor in any machining and what all feeds and speeds are trying to get at.
Runout:
This is how much the tool is spinning off the center axis of the machine. The spindle, collets, and bits can all have and add to runout. The reason that it’s important is that it’s basically unintended feed (chipload) that isn’t being accounted for in your parameters. In the case of single flute tooling it’s less of an issue as it’s only taking this extra amount in the initial plunge and some direction changes. In multi-flute tooling it becomes more of an issue. How much you can tolerate depends on the chipload you are using. The smaller the chipload the more the runout matters.
Chip thinning:
This gets complicated but functionally you are cutting a smaller chipload than you think when you cut with a stepover of less than 50% of the tool diameter. For the sake of starting out I would say just don’t cut less than the 50%. Chip thinning can be used to your advantage with advanced toolpaths but leave that headache for another day.
In general we have 2 issues we have to deal with in any cut. The minimum chipload that will cut instead of grind or “rub” and the limits of the tooling, machine, or material.
The minimum chipload is based on the tool geometry, carbide grade and material being cut. From the tool side there’s a thing called the edge radius that you will never find listed. It’s the first part of the minimum as we have to have an edge that can get “under” the material. After that we need a big enough chip that the material can support itself and not just fold over in the way of the cutter. In aluminum with decent tooling I’d say to start with a minimum chipload of 0.0005" (0.013mm) for grades like 6061 and double that for softer grades. To figure out a feed for this times the chipload by the RPM you want to run by the number of flutes (feed = chipload * RPM * flutes).
That will give you a starting point for feed. However, you will most likely get a better cut faster than the minimum plus obviously be machining faster. This now come down to what the tool, material, and machine can withstand. In this case you are going to be limited by either the machine or the tooling.
For the sake of argument let’s lock the tool down to the one your currently using. Now that we have a tool and minimum based on the previous section we are going to expand on it. As I mentioned earlier the forces which are what are going to be breaking our tool or deflecting our machine are cubic material removed per flute per rotation. With locking down the tool that gives us 2 functional number to play with the pass depth and the chipload. So a simple way of testing for a better cut would be to reduce the pass depth and increase the chipload. e.g. half the pass depth at twice the chipload is approximately the same cutting force. The way I usually recommend using this is to chop the pass depth down as low as you can get and take a set of test cuts and increasing feeds to look for the best cut. Then start adding depth to that feed and look/listen for chattering or deflection.
One of the other things that plays into this that you’ve found is the stepover. This is due to something call tool engagement. Which is basically the amount of time the flute of the cutter is “engaged” with the material it’s cutting. The higher the engagement time the longer the machine and tool are being pulled into the cut. This is related but separate from cutting forces as to use an example you’ve already seen the peak forces for your first pocket an contour are actually the same. However, the peak forces are maintained though the entire rotation when you are slotting. That basically makes any amount of deflection (bending) worse and when slowing or stopping for direction changes it snaps back worse.
All of the above is influenced by the tool geometry. Thing like rake, helix, relief, flute volume, end style, flute length, and carbide grades change all the above effects. This is part of what makes it so hard to have any starting number other than X tool on X machine with X runout cutting X material.
I hope that helps some. Please forgive errors and poorer grammar or sentence structure than usual. I’m covering for some people on vacation and can’t really go back through this to check.
Let me know if there’s something you want me to expand on. Or if you want to go down some of the rabbit holes in this check these: