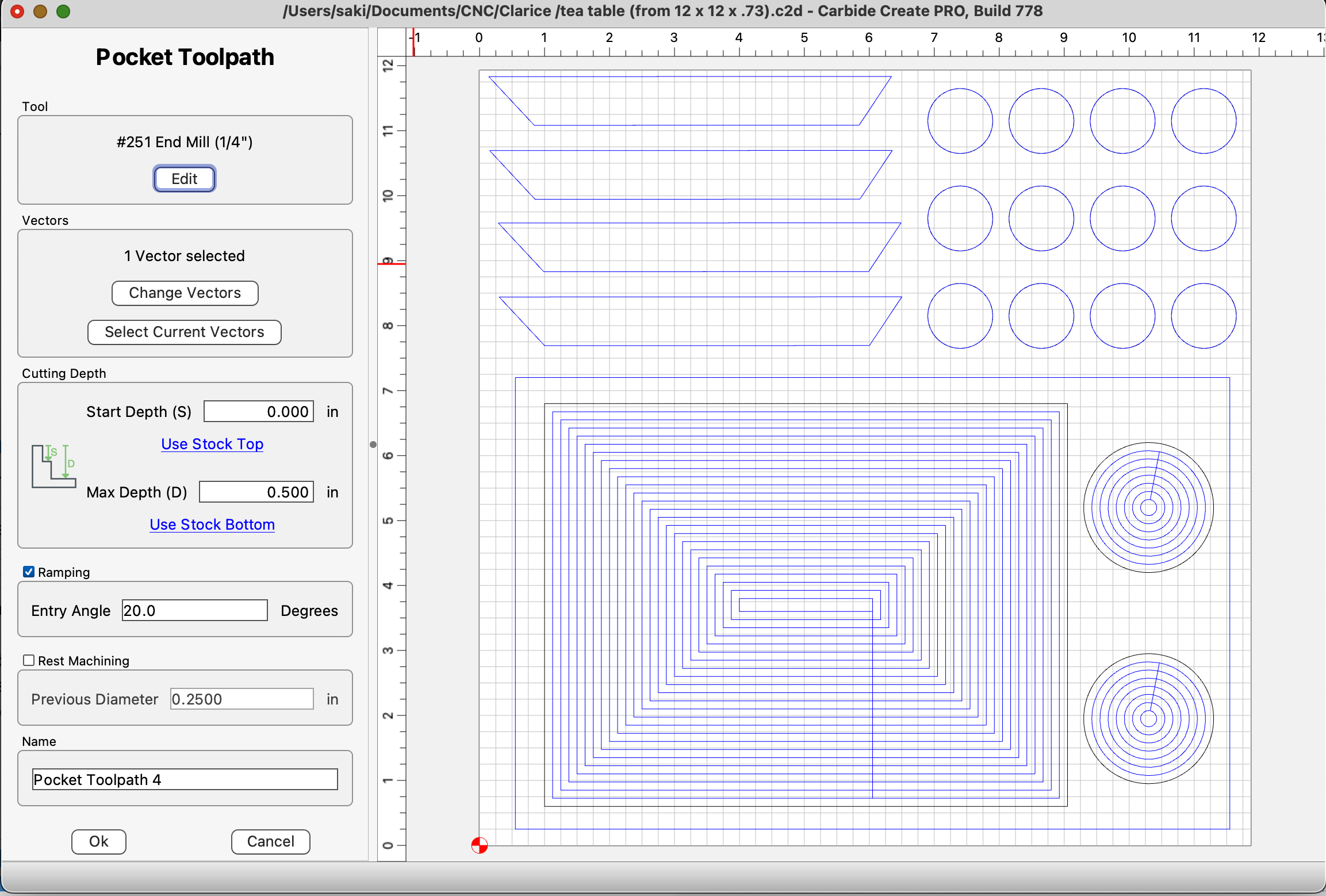
So, 2 of the pockets cut the proper depth as set (.25")…and the last one cut much deeper. I had the toolpath set to exactly .5" (half an inch) and once it got to that depth, it just kept going deeper and deeper until I hit pause before it busted threw the bottom.
-I’m using bit zero
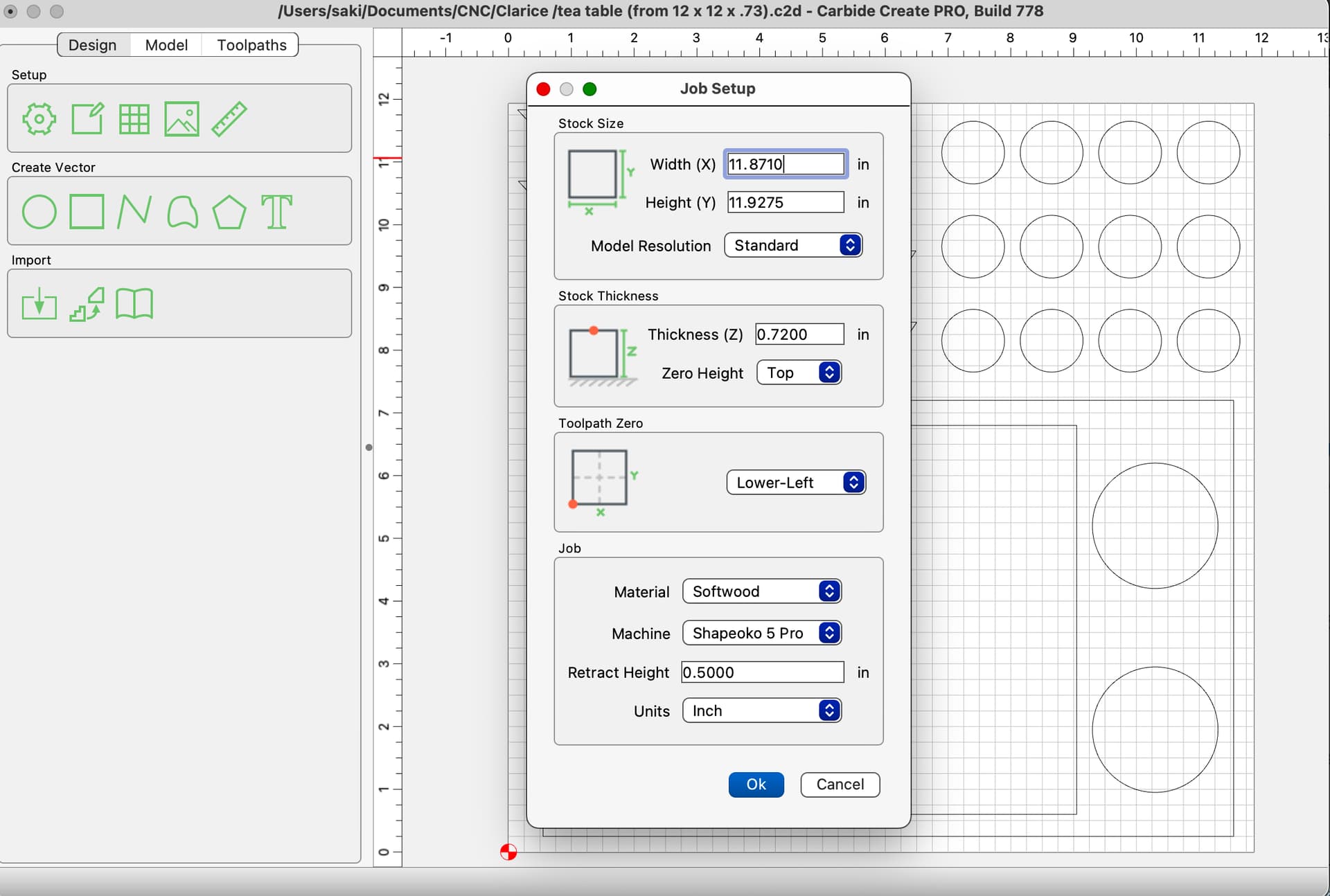
-I made sure the material thickness was set properly at .72
-I made sure the max depth of the pockets was set properly at .5
Since others worked fine, what could be the issue?
misconfiguration in Grbl (that should not be possible on an SO5 Pro, since the board is identified by CM and the HDZ is the only option
wiring fault — usually this is accompanied by an awful noise — power up, wait a bit and feel each connector, any which are warm/hot would indicate high resistance from a loose connection, check in w/ support
insufficient lubrication — make sure the linear rails/blocks are well-lubricated: CNC Machine Maintenance
mechanical interference causing lost steps on retract
as @arose87tags noted, possibly the tool loose in the collet and pulling out — use a good quality pair of wrenches to fully tighten
high tooling engagement causing the machine to be pulled into the cut, or to lose steps on retract — where possible avoid slotting and add geometry and cut as a pocket
and/or
and consider leaving a roughing clearance and taking a finishing pass.
I’ll try these suggestions, but in the mean time, I have two questions:
What is the best bit for quick, rough pocketing of a .5" deep 4x4" square in soft wood…and what would be the feed rate for ply or pine? Assuming I do a final pass (slowly) to make the final inside perimeter cut and final layer (maybe .05 depth) of the wood, what would be the best finishing bit?
What is the reason for linking the “making a vacuum hose adapter” post?
So if I’m doing a finishing cut on the inside perimeter of a square, would I be doing a inside contour -or- a pocket cut that’s a square channel (wider than the bit itself) like a thin picture frame shape?