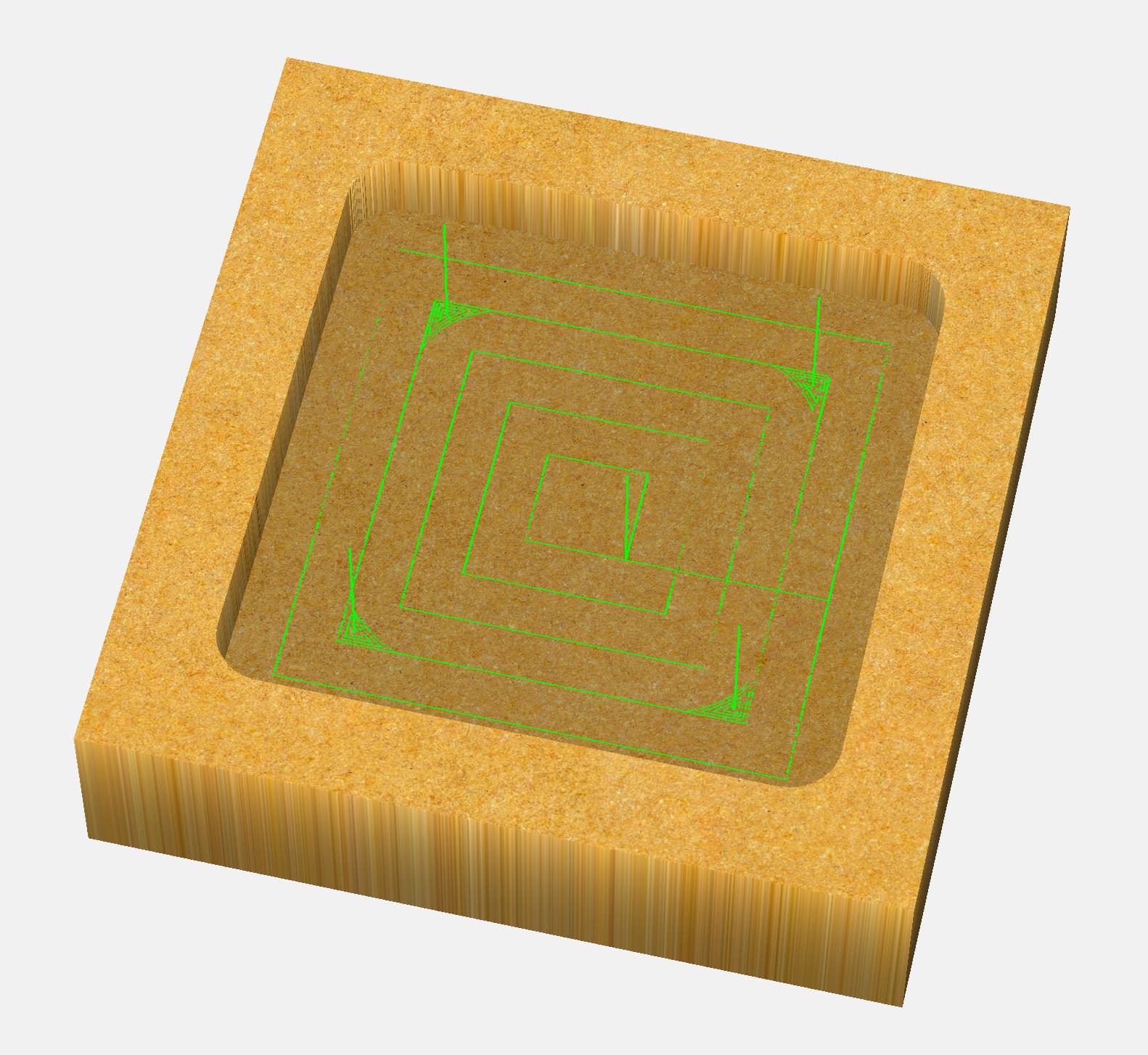
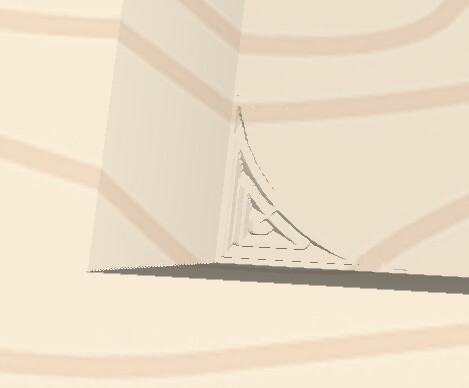
Since advanced V-carve seems like a cousin to rest machining, I decided to see if CCP allows the use of a V-bit in a rest toolpath. The answer appears to be yes, sort of. The simulation image below illustrates (FYI: this example used a quarter inch clearing path and a V60 rest path):
Actually, I was never able to make a V-bit remove any material using a proper rest toolpath, regardless of the V angle or the depth. (I stopped trying with a quarter inch bit and V30 bit at a depth of .01". The result was about the same shape as shown, and it isn’t just the simulation; the actual carve matches the simulation.) Rather than call this an outright bug, I’m guessing that rest machining is not intended to support V-bits?
This is not really a new feature request because a true rest toolpath for V-bits seems to have highly limited value. (I haven’t run across a use, has anyone else?) Still, a warning or removing the rest box for V-bitd might be better than an air carves. …or maybe its just warped minds like mine that would ever try such a thing.
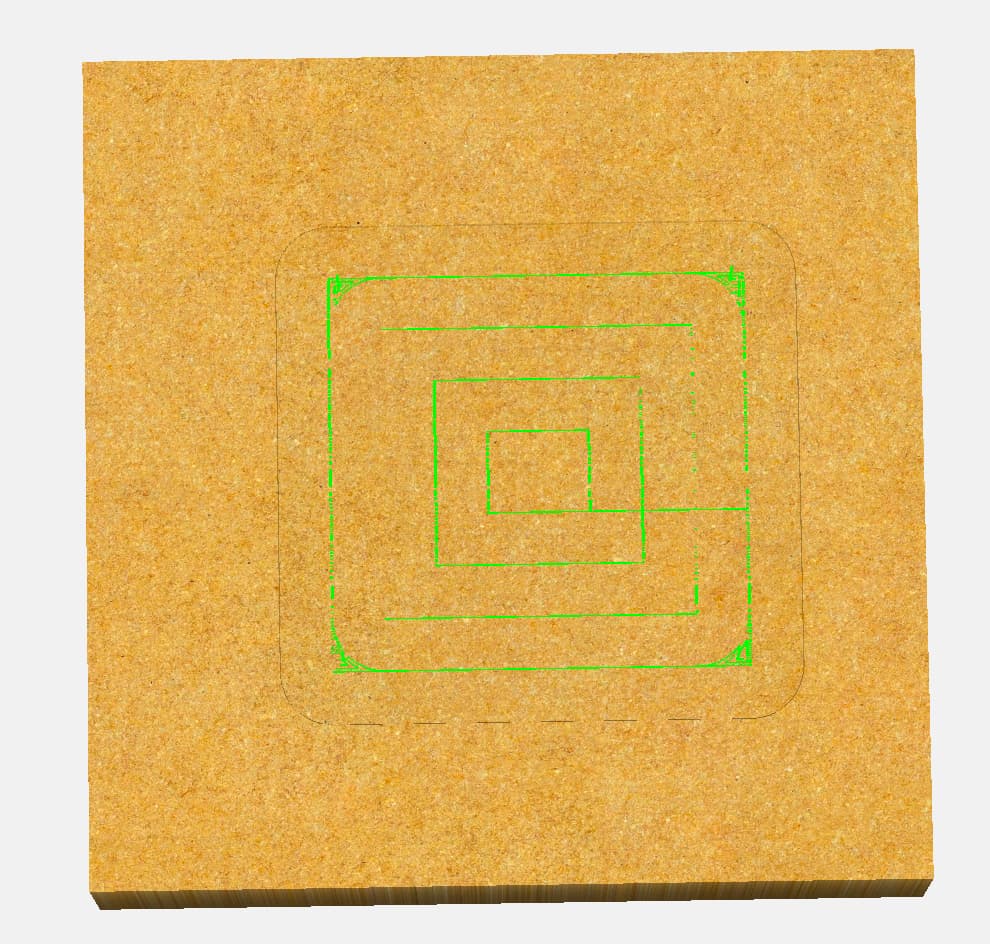
Thanks for the reply. Your comments agree with what I said, “a true rest toolpath for V-bits seems to have limited value.” What I was trying to point out that it appears that rest machining with V-bits doesn’t seem to do anything. At least on a rectangle with DoC of .01" and a quarter inch pocket, rest machining with a V30 should carve out some material because the diameter of the bit at a depth of .01 is quite small. In my test, it carved nothing. The V30 path is non-empty, but the corners it carves are inside the quarter inch pocket. When using a bit with greater angle, the toolpath moves even farther inside the perimeter which would make sense if the V30 were carving properly. This is either a bug or rest machining just isn’t supported for V-bits.
It can be done by insetting the V carving region — then the inset region is cut as a Pocket with a larger tool (ideally it will be shaped so that a single tool will work), then the Advanced V carving toolpath uses the smaller tool for pocket clearing.
But the smaller pocket tool in the Adv V-carve still cuts the whole pocket, not just the parts the larger tool missed.
You could rough leaving stock on both the sides & bottom with the larger tool, then the full pocket with the Adv V-Carve & smaller tool wouldn’t be as redundant. ??
Are you suggesting Adv V-Carve between the outer shape & the inset geometry with a smaller tool?
I think we’ve digressed from “Rest Machining with V-Bits”, which as far as I can imagine has zero value, because v-carve already cleans up the corners that would be the ‘rest’ material…
And rest milling a pocket with vertical walls using a v-bit would essentially do nothing.
To, “Rest milling in the pocket portion of an Advanced V-carve toolpath.”
Advanced V-carve already uses the V-bit to clean up the ‘rest’ material left by the pocket bit. And then cleans up the ‘rest’ material left in the corners by the V-bit. However, the rest milling done by the v-bit leaves the material a little bit rough
I can see using an inset pocket to take advantage of rest milling using a series of smaller end mills.
Then using advanced V-Carve without the pocket tool to finish up the edges of the original pocket.
Adv. V carving w/ pocket clearing only allows one size tool — if it’s too large, then the V tool has to clear up a lot of areas which takes a long while, if it’s too small, then the pocket clearing takes a long while
If one splits it up amongst two toolpaths one can get:
Adv. V carving w/ small regions cleared by a small tool
Pocket cleared w/ a larger tool (and no need for REST machining if geometry is kind)
If someone will post a geometry which has this problem I’ll gladly walk through the options.
That process is doable, but if CC were enhanced to allow multiple tools to be specified for the pocket clearing then it would save design time and have less clutter in the tool paths.