I’ve read that I should not leave my Pro on for extended periods of time, as it leaves the stepper motors engaged, and so increases wear on them.
However, if I turn the Pro off, then Carbide Motion will ask me to reconnect and then re-INITIALIZE, which moves the router against all 3 stops. So, even if Carbide Motion retains a Zero setting, there’s no guarantee that initialized position is EXACTLY what it was previously, since how the limit switches work isn’t repeatable, at least to a couple/few thousandths of an inch the Pro’s accuracy should be.
What I’d like is some way to have Carbide Motion be told that the Pro was simply turned off and then on again without any manual movement while off. Unless there’s some other, better, solution…
When you power off and then back on, the steppers will jump to the nearest “step”. That may be forward or back, but it will most likely not be EXACTLY where it was when you shut down.
What kind of repeatability are you seeing with homing?
There has been some debate about leaving the machine on overnight, but I would prefer to turn everything off and start again the following day, and if it appears a project will be running for longer than I’m prepared to sit in my shed and watch it, I’ll split the job into manageable parts.
As far as repeatability is concerned, I think one purpose of the initialisation sequence is to move the machine to a known start point (i.e. “Home”). From that position (or indeed any position the machine lands at ( e.g. after the BitSetter does it’s thing, if you have one) using Rapid Position you can move the spindle to the last known X=0mm, Y=0mm and Z=+6mm. Whether or not that’s exactly where it was before will depend on the manufacturing tolerances within the machine itself.
I think there are two factors that come into play.
Repeatability of homing switches.
I suspect there’s decent repeatability of the inductive homing switches, but I have not quantified it. It may be interesting to mount a dial indicator and see what kind of repeatability there is.
Consistent squareness of the machine.
I have noticed that squareness can change a little bit between turn it off and on. There’s a little play on the linear rails that allows it to change squareness, but it’s not significant. That being said, I wouldn’t be surprised by an upper bound of .005"-.010" error in the Y-direction due to this. It’s probably pretty minimal if you don’t touch the rails, but I’ll move the gantry out of the way by hand sometimes when it’s off…
All this makes me wonder what is more reliable. Using initialization and known global coordinates, or probing a known location.
I’ve also been looking into spindle mounted indicators, but I haven’t had much luck in the research department. I know there are indicators for tramming, but I’ve always thought it’d be nice to mount an indicator to find the center of a bore, or use a dial indicator to verify x and y zero. The bottom left corner isn’t always where I want to probe, and sometimes there’s not room to mount a probe.
Hi, I understand what your saying but when you zero in on your work piece doesn’t that make the homing accuracy a mute point?
Even in large CNC machines they zero off the work piece because there is no guarantee that when you turn the machine on that it will home to the exact place before, could be off by a thousandths like you mentioned.
All the homing does is get it to a known position so the machine can work from there and know where it is at in the X Y & Z positions.
I confess to getting somewhat confused between Machine Position and [Relative] Position!
As I understand it, the [Relative] Position overlays the Machine Position, and the software (e.g. Carbide Motion) interprets what the machine does ‘relative’ to the Machine Position.
Yes, the “overlay” is one way to see it, they are just two different coordinate systems, one X/Y/Z translation away from each other.
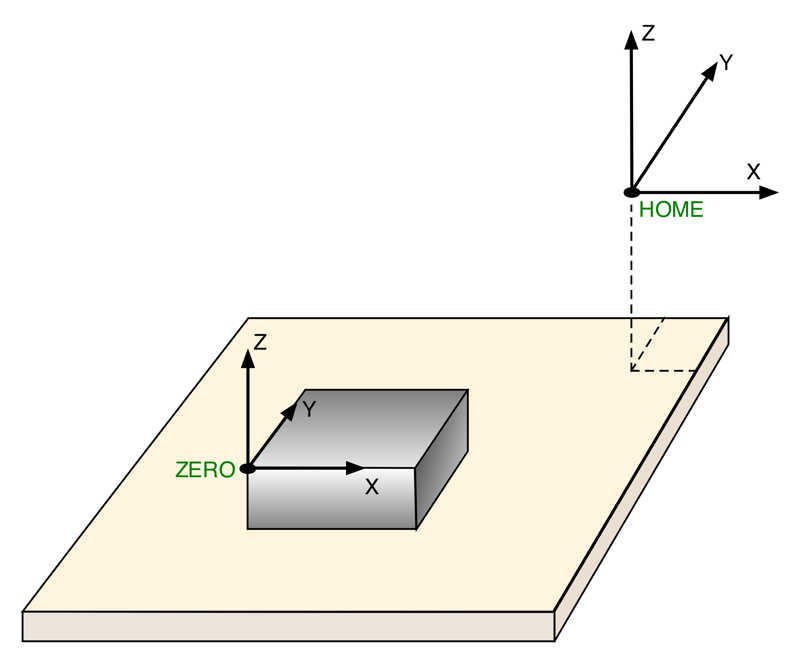
“Machine” position is just how far away it is from the homing point in the far right corner. Due to the definition of the axes, machine position will always be a set of negative values.
“Work” position is relative to the Zero reference currently set
Carbide Motion by itself does not interpret what the machine does relative to position of the zeroes, it does what the G-code tells it to do, but indeed 99.9% of the time this happens to be “move to that position relative to the zero”, since that’s what the CAM generates. But there are a few commands that will use absolute (machine) coordinates, for example that line that Carbide Create puts in at the beginning of each file
(Move to safe Z to avoid workholding)
G53G0Z-5.000
The G53 before the G0 tells CM/the machine to consider that the “-5.000” is an absolute position (top of the Z minus 5mm), but it applies for that one line only.
Coming back to the original topic:
there is a common trick to minimize the repositioning errors after homing, which is to push and hold the machine’s axes against the plates and power on the machine. This should ensure that the homing starts from the exact same physical position.
when one knows that the job will have to be done in multiple sessions, powering off the machine between sessions, then one can plan to add something in the design / in the piece itself to be able to re-zero off the piece each time (which is often not possible by default, since one often mills away the initial zeroing point). For example, use stock larger than required, and plan to keep a part of it (corner, hole, anything that can be used to re-zero later) untouched by the multiple jobs.
if one has a spindle/VFD on their machine, then it opens up the possibility to use edge finders (that are not compatible with routers since they have a max RPM of ~1000), and more than a few times I was able to salvage a job after a mishap, by re-zeroing off edges, as in this thread.
to minimize the repositioning errors after homing…push and hold the machine’s axes against the plates and power on the machine. This should ensure that the homing starts from the exact same physical position.
Great idea Julien, thanks! Which corner would you recommend? NW would be against both limit switches, which may not be ideal, but SE means the unit has to travel the furthest each time.
you can do something very close, and that is home ($h in the mdi screen)… and start from there.
That’s close to (5mm or so), but not exactly at, the limit switches.
Either start from “close to homing point”, which is where homing leaves you (as @fenrus mentioned), basically it’s double-homing.
Or move the gantry against the front plate. For sure this means longer homing travel (especially on a XXL…), but it has the added advantage that it kind of auto-squares the machine, since both Y axes start from a know-good mechanical reference (if the machine frame is reasonably square to being with, of course)